Upstream processing
•
22 likes•13,040 views

Overview Industrial fermentations comprise both upstream (USP) and downstream processing (DSP) stages. USP involves all factors and processes leading to and including the fermentation. It consists of three main areas: the producer organism, the medium and the fermentation process.

Recommended
More Related Content
What's hot
What's hot (20)
Similar to Upstream processing
Similar to Upstream processing (20)
More from Nethravathi Siri
More from Nethravathi Siri (20)
Recently uploaded
Recently uploaded (20)
Upstream processing
- 1. Page 1 of 14 BTP 603: UNIT II | Upstream Processing UPSTREAM PROCESSING (USP) Industrial fermentations comprise both upstream (USP) and downstream processing (DSP) stages. USP involves all factors and processes leading to and including the fermentation. It consists of three main areas: the producer organism, the medium and the fermentation process. DSP encompasses all processes following the fermentation. In most cases this means recovery of a product from a dilute aqueous solution. The complexity of DSP is determined by the required purity of the product which is in turn determined by its application. Modern industrial fermentation units use genetically engineered microbes for the rapid production of desired metabolites. The intentional use of fermentation technology for the large scale production of microbial biomass or metabolites is called industrial fermentation. Fermented products have immense use in food, medicine and other industries. FERMENTER The heart of industrial fermentation is a „Fermenter‟. Fermenter is type of bioreactor. A Fermenter (bioreactor) is a closed vessel with adequate arrangement for aeration, agitation, temperature and pH control, and drain or overflow vent to remove the waste biomass of cultured microorganisms along-with their products. The main objective of a Fermenter is to maintain a controlled environmental conditions for the growth of microbes in liquid culture and production of specific metabolites. It is a device in which the microbes are cultivated and motivated to form the desired products. It is containment system to provide the accurate environment for the optimum growth and metabolic activity of the microbes. Fermenter prevents the entry and growth of contaminating microbes from outside. Fermenter: containment system for the cultivation of prokaryotic cells (bacteria) and fungi. (Bioreactor: containment system for the cultivation of mammalian or insect cells) HISTORY OF FERMENTER Before 500 B.C. the Babylonians still produce beer in tanks which had the function of a bioreactor. During the First World War, a British scientist named Chain Weizmann (1914-1918) developed a fermenter for the production of acetone. In the year 1934, Strauch and Schmidt patented a system in which the aeration tubes were introduced with water and steam for cleaning and sterilization. De Becze and Liebmann (1944) used the first large scale (above 20 litre capacity) fermenter for the production of yeast.
- 2. Page 2 of 14 BTP 603: UNIT II | Upstream Processing CHARACTERISTIC FEATURES OF A FERMENTER It must be strong enough to withstand pressure of large volume of aqueous medium. It must not corrode and contribute toxic ions to the growing microorganism. Make provision for control or prevention of growth of contaminating microorganisms. Provision for rapid incorporation of sterile air into the medium. Intermittent addition of antifoaming agent. Carbon dioxide released during fermentation must be flushed out. Stirrer must be available to mix the medium and microorganisms to facilitate the availability of nutrients and oxygen. Provision for controlling temperature & determination of the pH CONSTRUCTION OF A TYPICAL FERMENTER 1. VESSEL MATERIAL The criteria considered before selecting materials for constructions of a fermenter are: (a) The materials that have no effect of sterilization, and (b) Its smooth internal finish – discouraging lodging of contamination. The internal surface should be corrosion-resistant. There are two types of such materials: (i) Stainless steel, and (ii) Glass which are used in Fermenter. As fermentation required adequate aseptic conditions, for better yield of biomass or product, it is important to select a material for the body of the Fermenter, which restricts the chances of contamination. Moreover, it needs to be non-toxic and corrosion free. Glass is a material that provides a smooth surface inside the vessel and also non-toxic in nature. Apart from that, it is corrosion-proof and due to the transparency, it is easy to examine the inside of the vessel. Any material to be used will have to be assessed on their ability to with stand pressure, sterilization, corrosion and their potential toxicity and cost. 2. CONTROL OF TEMPERATURE During the fermentation process heat can be produced mainly in two ways, firstly microbial biochemical reactions and secondly mechanical agitation. In case of fermentation, a temperature control helps to control the temperature at the optimum level by removing or providing heat. In small scale production vessel the amount of produced heat is negligible. Therefore, extra heat is provided by hot bath or internal heat coil or heating jacket with a water circulation system or silicon heating jacket. The silicon heating jacket consists of silicon rubber mats with heating wires and it is wrapped around the fermenter. In the case of pilot-scale fermenters, it is not possible to use silicon jackets due to large size. In such cases, an internal heating coil is used for
- 3. Page 3 of 14 BTP 603: UNIT II | Upstream Processing providing extra heat while cold water circulation helps to remove excess heat. The fermentor is fitted externally with a cooling jacket through which steam (for sterilization) or cooling water (for cooling) is run. 3. AERATION- AGITATION SYSTEM Aeration-agitation system is one of the most critical part of a fermenter. In a fermenter with a high microbial population density, there is a tremendous oxygen demand by the culture, but oxygen being poorly soluble in water hardly transfers rapidly throughout the growth medium. It is necessary, therefore, that elaborate precautions are taken using a good aeration system to ensure proper aeration oxygen availability throughout the culture. However, two separate aeration devices are used to ensure proper aeration in fermenter. These devices are sparger, Stirrer glands and bearings, Baffles and impeller. 3a. Sparger The sparger is typically just a series of holes in a metal ring or a nozzle through which filter-sterilized air (or oxygen-enriched air) passes into the fermenter under high pressure. The air enters the fermenter as a series of tiny bubbles from which the oxygen passes by diffusion into the liquid culture medium. A sparger is a device that introduces air into the liquid medium in a fermenter. There are three main types of fermenter used in industrial-scale bioreactors such as 3a (i) Porous Sparger: It is made up of sintered glass, ceramics or metals‟ and are mostly used in laboratory-scale bioreactors. As it introduces air inside a liquid medium, bubbles are formed. These bubbles are always 10 to 100 times larger than the pore size of the aerator. The air pressure is generally low in these devices and a major disadvantage of using porous sparger is that microbial growth may occur on the pores which hamper the airflow. 3b (ii) Orifice Sparger: These are used in small stirred fermenters where perforated pipes are used and attached below the impeller in the form of a ring. The air holes are mostly drilled under the surface of the tubes. Orifice spargers were used to a limited extent in yeast manufacture, effluent treatment and production of single-cell proteins. 3b (iii) Nozzle Sparger: This is used in industrial-scale fermenters. The main characteristic of this kind of sparger is that it contains a single open or partially closed pipe as an air outlet. The pipe needs to be positioned below the impeller. The design helps to overcome troubles related to sparger blockage. 3b. Agitator (Impeller) The objectives of the impeller used in fermenters are bulk fluid and gas mixing, air dispersion, heat transfer, oxygen transfer, suspension of solid particles, maintain the uniform environment inside the vessel, etc. Air bubbles often cause problems inside the fermenter. Impellers are involved in breaking the air bubbles produced in a liquid medium. The impeller (also called agitator) is an agitating device necessary for stirring of the Fermenter. The types of agitators used in industrial-scale bioreactors 3b (i) Disc Turbine: It consists of a disc with a series of rectangular vanes connected in a vertical plane around the disc.
- 4. Page 4 of 14 BTP 603: UNIT II | Upstream Processing 3b (ii) Vaned disc: In this case, the rectangular vanes are attached vertically to the underside of a disc. 3c. Stirrer Gland and Bearing These stirrer gland with shafts play an important role to seal the openings of a fermenter. As a result, it restricts the entry of air from outside. There are several types of seals used for this purpose, which are 3c (i) The Stuffing Box: The shafted is sealed by several layers of packing rings of asbestos or cotton yarn which is pressed against the shaft by gland follower. 3c (ii) The Mechanical Seal: stationary bearing housing and the rotates on the shaft are pressed together by springs. 3c (iii) Magnetic Drives: The magnetic drive is made up of two magnets one is driving and one driven. The driven magnet held in bearings in housing on the outside of the head plate and connected to a drive shaft. The internal driven magnet is placed on one end of the impeller shaft and held in bearings in a suitable housing on the inner surface of the head plate. 3d. Baffles There are four baffles that are present inside of an agitated vessel to prevent a vortex and improve aeration efficiency. The agitation effect is slightly increased with wider baffles but drops sharply with narrower baffles. Baffles are often attached to cooling coils to increase the cooling capacity of the fermenter. 4. P H CONTROL SENSORS All types of fermenters are attached with a pH control sensor which consists of a pH sensor and a port to maintain the pH inside of the fermenter. pH alteration can lead to death of the organism which leads to product loss. Therefore, it is a crucial instrument for a fermenter and needs to be checked regularly. 5. MICROBIAL BIOSENSORS A microbial sensor consists of a microorganism immobilized on a membrane and an electrode. The principle of working of biosensor is the change in respiration or the amount of metabolites produced as a result of the assimilation of substrate by the microorganism. A wide range of thermophilic microbes have been used for the manufacturing of microbial sensors. 6. REMOVAL OF CO2 During fermentation process carbon dioxide and hydrogen gases are liberated which collect in the head space of the fermenter. The fermenter should be provided with a device to release these gases outside aseptically. 7. INLET & OUTLET FOR INOCULUM The fermenter should also be provided with a device to introduce inoculum at the beginning of the fermentation, and its withdrawal aseptically during fermentation.
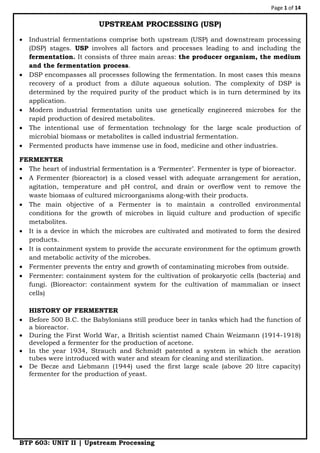
- 5. Page 5 of 14 BTP 603: UNIT II | Upstream Processing TYPICAL FERMENTER TYPES OF FERMENTER Those bioreactors are fundamentally classified by agitation methods into: 1. MECHANICALLY AGITATED: Typical stirred tank fermenter, rotating drum fermenter, spinfilter fermenter 2. PNEUMATICALLY AGITATED AND NON-AGITATED BIOREACTORS: Simple aeration bioreactor, air-lift Fermenter, Tower Fermenter (eg, bubble column) 1. TYPICAL FERMENTER (As discussed above) 2. AIRLIFT FERMENTER (ALF) The term Airlift is linked to the characteristics of pneumatic contact of the gas-liquid or gas-liquid-solid defined by the circulation of the fluids in a cyclic pattern. Fermenter with a draft tube is a hollow perforated tube that improves circulation and oxygen transfer. The air is introduced from the bottom of the fermenter that lifts the draft tube and it is known as Airlift Fermenter. There are two main basic configurations of the ALRs: External loop reactors and internal loop reactors. In the first one, the circulation of the fluids follows distinct channels. In the second one there is only a barrier strategically positioned in a unique vessel, which creates some channels for the circulation or concentric tubes that creates a central and a peripheral channel (Flickinger & Drew, 1999). There are some different structures of external loop reactors and internal loop reactors. These configurations can be re- worked with the development of new possibilities for the amelioration of the fluid dynamic and a better liberation of the gas in the liquid according to the different processes. AIRLIFT FERMENTER
- 6. Page 6 of 14 BTP 603: UNIT II | Upstream Processing Most large-scale airlift fermenters are used for plant effluent treatment production, for baker‟s yeast / fungal fermentations. The mixing is not as good as in a stirred tank but the energy input and shear forces are much lower, thus, useful for shear sensitive cultures or in processes where the energy cost of agitation is a significant factor. The turbulence caused by the fluid flow ensures adequate mixing of the liquid. The introduction of the fluid (air/liquid) causes upward motion and results in circulatory flow in the entire reactor. ALFs can be used for both free and immobilized cells. This is ideal for SCP production The advantages of Airlift reactors are the elimination of attrition effects generally encountered in mechanical agitated reactors. This is used mainly to avoid excess heat produced during mechanical agitation. 3. TOWER FERMENTER It consists of cylindrical column packed with inert material like wood shavings, twigs cake, polyethylene or sand. Initially, both medium and cells are fed into the top of the packed bed. Once the cells adhered to the support and were growing well as a thin film, fresh medium is added at the top of the packed bed and the fermented medium removed from the bottom of the column. This is used for vinegar production, sewage effluent treatment and enzymatic conversion of penicillin to 6-amino penicillanic acid. The design of fermenter involves the co-operation between experts in microbiology, biochemistry, mechanical engineering and economics. Example: BUBBLE-UP FERMENTER (Bubble- Column) Bubble column fermenter is a simplest type of tower fermenter consisting of a tube which is air sparged at the base. A bubble column fermentor is usually cylindrical with an aspect (height-to-diameter) ratio of 4-6. Gas is sparged at the base of the column through perforated pipes, perforated plates, or sintered glass or metal micro-porous spargers. O2 transfer, mixing and other performance factors are influenced mainly by the gas flow rate and the rheological properties of the fluid. Internal devices such as horizontal perforated plates, vertical baffles and corrugated sheet packing‟s may be placed in the vessel to improve mass transfer and modify the basic design. The column diameter does not affect its behaviour so long as the diameter exceeds 0.1 m. One exception is the axial mixing performance. For a given gas flow rate, the mixing improves with increasing vessel diameter. Mass and heat transfer and the prevailing shear rate increase as gas flow rate is increased. It is an elongated non-mechanically stirred fermenter with an aspect ratio of 6:1. This type of fermenter was used for citric acid production.
- 7. Page 7 of 14 BTP 603: UNIT II | Upstream Processing FERMENTATION Solid state, submerged, continuous fermentation notes included in Intro-Industrial BT SHAKE FLASK FERMENTATION Shake flask fermentation is nothing but the fermentation carried out in a shake flasks, in particular Erlenmeyer flask. The standard 250 ml Erlenmeyer flask is cheap and simple; most of the shaker tables designed to use these flasks although there are tables which can be adapted to allow other shapes or bigger flasks. Baffles have been used in shake flasks to assist in the OTR, as well as preventing vortex formation, but there are only really suitable for low-volume short-term fermentations because of splashing which leads to the cotton-wool plug becoming damp preventing free flow oxygen. Different plugs can be made of cotton-wool, glass wool, polyurethane foam, gauze or synthetic fibrous material. (An aluminium foil cup can sometimes be used in conjunction with these plugs). The plug has to be prevent airborne microorganisms from getting into the medium while at the same time allowing free flow of air into the flask, and for this reason it must not be allowed to become wet. Shaker tables were designed to assist with oxygen transfer. These tables are designed to run for long periods of time and be free from vibration. The tables are driven by a motor, and normally a rotary shaking action or reciprocating shaking action is produced. Shakers have to be robust and reliable with no vibration and silent running conditions. One can have a more sophisticated shaker by having an incubator shaking cabinet for shake-flask fermentation in a precisely defined environment. FERMENTATION MEDIA In a fermentation process, the choice of the most optimum micro-organisms and fermentation media is very important for high yield of product. The quality of fermentation media is important as it provides nutrients and energy for growth of micro-organisms. This medium provides substrate for product synthesis in a fermentor. Fermentation media consists of major and minor components. Major components include Carbon and Nitrogen source. Minor components include inorganic salts, vitamins, growth factors, anti-foaming agents, buffers, dissolved oxygen, other dissolved gases, growth inhibitors and enzymes. Nutrients required for fermentation media also depend upon the type of fermentation organisms as well as the type of fermentation process to be used. Poor choice of fermentation media might result in poor yield of output. Types of nutrients present in the fermentation media always determine the yield of the product. During the fermentation process, media contains high amounts of nutrients, micro-organism and optimum conditions. When these micro-organisms are incubated at the desired optimum conditions, they enjoy luxurious metabolism. Here, the fermentation organisms become hyperactive due to presence of high quantities of nutrients, thus it results in consumption of
- 8. Page 8 of 14 BTP 603: UNIT II | Upstream Processing excess nutrients and partial degradation of fermentation media. The waste effluents excreted by the microbes could be the desired output product of the fermentation process. The amount of substrate given to microbes should not reach inhibitory concentration levels because excess substrate inhibits vital enzymes and may results in death of cells. Also, water present in cytoplasm is important for metabolism process. If excess sugar or salt is available in the fermentation media, it would tie up cytoplasm water and may result in lack of water for metabolism and cause death of microbes, thus affecting fermentation output. Excess substrate may increase osmotic pressure and effect enzyme activities in a cell. Microbes excrete this excess substrate in the form of partially digested fermentation media. It is converted to an insoluble inert compound in the form of reserve food material and this reserve food material is harmless to cells. There are two types of fermentation media used in industries. 1. Synthetic media 2. Crude media / Natural media SYNTHETIC MEDIA Synthetic media is useful in the field of research as each and every component is chemically known and the exact composition of nutrients is predetermined. So, in case of synthetic media, variation in levels and concentration of nutrients can be controlled. Here, by experimentation with synthetic media, the effect of nutrients on growth and yield of product can be analysed. We can redesign the synthetic media as per our needs. It is very useful in controlling the growth and yield of product in a lab environment. We can also use it to determine the metabolic pathway used in the synthesis of products. With the help of radio-isotope labelling technique, we can determine the main ingredients that gets used up to create the final desired product. In this way, we can know the exact proportions of ingredients required for our process. We can optimise this process by using alternative sources of carbon or nitrogen, and creating a fermentation media which is the most optimum for our needs. The use of Synthetic media allows us to experiment with various sources of fermentation media in the lab as the results are accurately reproducible for a given composition. An advantage of a well designed synthetic media is that it lacks sources of protein and peptides. Hence, there is no foam formation, and chances of contamination are very less. Product recovery is easier because synthetic media contains pure components. A major disadvantage is the cost of media. The most important aspect of fermentation is that it should be economic and profitable. Synthetic media is never used on industrial scale because it is expensive. This rocess in only suitable for experimentation in a lab on a small scale.
- 9. Page 9 of 14 BTP 603: UNIT II | Upstream Processing 2. NATURAL CRUDE MEDIA Crude media is generally used on an industrial scale for fermentation process. Crude media contains a rough composition of media required for fermentation. It gives high yield of product and contains undefined sources of ingredients. Crude media contains high level of nutrients, vitamins, proteins, growth factors, anti- foaming agents and precursors. It is important to ensure that crude media should not contain toxic substances that could effect the growth of bacteria and yield of product. INGREDIENTS OF CRUDE MEDIA 1) Inorganic nutrients: Crude media contains inorganic salts containing cations and anion along with a carbon source. Sometimes, fermentation micro-organisms have a specific requirement of ions like magnesium ions, phosphates or sulphates. These requirements are fulfilled by addition of these ions to balance the crude media. 2) Carbon source: Simple to complex carbohydrates can be added to media as a source of carbon. We can add different sugars like mannitol, sorbitol, organic acids, fatty acids, proteins, peptides we can choose any of these as a source of carbon. The selection of carbon source depends upon the availability as well as the cost of raw material. In most of the fermentation media, crude source of carbon is added. 1. Simple carbohydrates – simple sugars are semi purified polysaccharides and sugar alcohol are added. Sources of simple carbohydrates are Black strap molasses, Corn molasses, Beet molasses, sulphite waste liquor, Hydrol (corn sugar molasses), Cannery waste. 2. Complex carbohydrates – Source of complex carbohydrates are Starch, Corn, Rice, Rye, Milo, wheat potatoes etc. Source of starch cellulose are corn cobs, straws, wood waste, saw meal etc. 3) Nitrogen source: Salts of urea, ammonia, and nitrate can be used as a nitrogen source. When fermentation organisms are non-proteolytic in nature, pure form of urea, ammonia and nitrate are used as a source of nitrogen. When fermentation organisms are proteolytic in nature, animal and plant raw material is used; like distillery dried solubles, Casein, Cereal grains, peptones, yeast extract, hydrolysate, and soybean meal etc. 4) Growth factors: Crude media constituents provide enough amount of growth factors so no extra addition of growth factor is required. If there is a lack of any kind if vitamins or nutrients, growth factors can be added to media. Examples are yeast extract, and beef extract. 5) Precursors: Precursors are generally present in the media as crude constituents. Precursors are added in the fermentation media at time of fermentation as it get incorporated in the molecules of product without bringing any kind of change to the final product. This helps in improving yield and quality of product. For example, Cobalt chloride is added less than 10 ppm in fermentation of vitamin B12. 6) Buffers: Buffers are used to control drastic changes of pH. Sometimes, media components may act as buffers. For example, protein, peptides, mino-acids act as good buffers at neutral pH. Sometimes inorganic buffers like K2HPO4, KH2PO4, and CaCO3 etc, can be added as required. Generally, during the fermentation process, pH changes to acidic or alkaline pH. The cheapest and easily available buffer is CaCO3.
- 10. Page 10 of 14 BTP 603: UNIT II | Upstream Processing STERILISATION TECHNIQUES Sterilization is defined as a “validated process used to render product free from viable microorganisms” For successful fermentation, it is absolutely essential to ensure Sterility of the media containing the nutrients. The constituents of culture media, water and containers contribute to the contamination by vegetative cells and spores. The media must be free from contamination before use in fermentation. The following techniques of sterilization which are employed to sterilize different media: Sterilization Technique 1: By Heat Heat is the most widely used lethal agent for sterilization. Objects may be sterilised by dry heat, applied in an oven in an atmosphere of air or by moist heat, provided by wet steam. Of the two methods, sterilisation by dry heat requires a much greater duration and intensity. Heat conduction is less rapid in air than in steam. Dry heat is used principally to sterilize glassware or other heat stable solid materials. But steam must be used for heat sterilisation of aqueous solutions Autoclave: Steam sterilisation is usually carried out in a metal vessel known as autoclave, which can be filled with steam at a pressure greater than atmospheric pressure. Sterilisation can thus be achieved at temperatures considerably above the boiling point of water; laboratory autoclaves are commonly operated at steam pressure of 15 lb/in2, above atmospheric pressure, which corresponds to a temperature of 120°C. The autoclave is a cylindrical metal vessel having double walls around all parts except the front to withstand the high steam pressure. The base of the inner cylinder is concave, which contains water. The vessel is heated by immersion heater. There is a strong lid covering the cylinder which can be tightly screwed. The lid is provided with pressure gauze, safety valve, a steam-outlet and metal handles. Inside the vessel cavity, there is a wire basket with triple stand where the materials are packed before the start of sterilisation (Fig. 1.1). At the start of the operation, all the air present in the chamber must be expelled and replaced by steam; this is achieved by the use of steam trap, which remains open as long as air passes through it but closes when the atmosphere consists of only steam If some air remains in the sterilisation chamber, the partial pressure of steam will be lower than indicated on the pressure gauge, and the temperature will be correspondingly lower. After adjustment of pressure (151bs/in2), the pressure is maintained for 15 minutes and then the autoclave is cooled.
- 11. Page 11 of 14 BTP 603: UNIT II | Upstream Processing Hot Air Oven: It is an electrically operated oven used for sterilisation of glassware viz. petridishes, flasks, tubes, pipettes etc. The apparatus consists of a large, rectangular, copper-base and covered with asbestos sheets. It is also provided with a door and erected on a four-legged stand. The roof is provided with a hole through which a thermometer is fitted inside for recording of temperature. The oven has two or three shelves. The oven is heated by electrically operated heater, fitted at the base of the instrument. There is a regulator of heater to control the inside temperature (Fig. 1.2). Before sterilisation, the glassware are dried properly and wrapped in brown paper and then exposed to hot air inside the oven. After loading of glassware, the oven is switched on 160°C. The temperature will increase slowly up to the desired point where it will remain steady. Then at 160°C the oven is kept for an hour. This is the appropriate temperature for sterilisation of glassware. Then gradually the temperature is brought down and thereafter sterilisation is complete. Sterilization Technique 2: By Radiation In recent years, various kinds of ionizing and non-ionizing radiation techniques have been employed for sterilisation of culture room, equipment‟s etc. Exposure to UV radiation for a period of 45 min., is made. UV radiation is made by the use of suitable UV lamp. LAMINAR AIRFLOW Laminar airflow is airflow in which the entire body of air within a confined area moves with uniform velocity along parallel lines with a minimum of eddies. Laminar Air Flow provides a work area with aseptic/sterile conditions for the tissue culture. Laminar Air Flow has continuous displacement of air (it provides streamline flow of air) that passes through HEPA (High Efficiency Particulate Air) filter that removes the particulates from the air. Laminar Air Flow are equipped with a UV lamp that should be turned on about 10-20 minutes before being used to sterilize the cabinet to avoid any kind of contaminations. Wipe down the surface with ethanol before and after each use. Laminar Air Flow provides aseptic/sterile conditions for the preparation of Fermented Media. Media cannot be prepared outside the Laminar Air Flow because it can get contaminated and there would not be any result.
- 12. Page 12 of 14 BTP 603: UNIT II | Upstream Processing Sterilization Technique 3: By Filtration method The principal laboratory method used to sterilize solutions of heat liable materials is filtration through filters capable of retaining microorganisms. The pore size of the filters used for filtration is less than 0.75m, which can retain small microorganisms. Since the diameter of the pores is very small, a suction or a pressure is essential during filtration. However, it is never possible to be certain that filtration procedures, which render a solution bacterium free, will also free it of viruses. There are different types of bacteriological filters used in microbiology. A short description of some of them is given below: 1. Pasteur Chamberland Candle Filter: This type of filter is made of unglazed porcelain. There are different types of this filter depending on their pore size. The grades are L1, L1a, L2, L3, L5, L7, L11, and L13. L1 is the coarser and L13 is the finest in the order. These filters are used for removing organisms from fluid to obtain bacterial toxin. 2. Berkefeld Filter: This is made up of diatomaceous earth pressed in the shape of a candle. On the basis of porosity they are variously classified into V (veal) N (normal), W (dense) etc. 3. Seitz Filter: It consists of a disc of asbestos material through which the fluid is passed during filtration. The disc is inserted into a metal holder before use. After use, the disc is discarded and a fresh one is fitted. 4. Sintered Glass Filter: This is made up of finely ground glass which is subsequently fused to make the small particles adhere to each other. This filter is sterilised after use, avoiding temperature extremes. 5. Cellulose Membrane Filter: There are two types of cellulose filters- Ciradocol membranes (older type) are made up of cellulose nitrate and the modern type is composed of cellulose. Process of aeration, Agitation, discussed as AERATION- AGITATION SYSTEM temperature regulation discussed as CONTROL OF TEMPERATURE
- 13. Page 13 of 14 BTP 603: UNIT II | Upstream Processing FOAM CONTROL Foam control is achieved by addition of Antifoam Agent Aeration and agitation of the liquid medium causes the production of foam. Media with high levels of proteins or peptides cause more foam than with pure sugars and inorganic salts. Proteolytic bacteria that degrade proteins into peptides and amino acids also produce more foam. Appearance of foam leads to problems like contamination of the medium and impediment of aeration. The formation of foam is undesirable, can be prevented by the addition of antifoam agents. An antifoam agent lowers surface tension of the foam and thereby it collapses, which leads to the disappearance of foam. Antifoam agents may be added to the medium either manually or mechanically. Manual addition requires the presence of some device in the fermenter to add antifoam agent aseptically, whenever needed. In mechanical addition, which is done automatically, an electrical sensing mechanism is provided at the top of the fermenter. It consists of two electrodes projecting into the headspace of the fermenter. They are connected to a pump of antifoam reservoir. When foam builds up in the headspace and touches the electrodes, current flows between the electrodes and activates the pump for addition of antifoam. When foam collapses the electrodes get disconnected and addition of antifoam ceases ENZYME IMMOBILIZATION Immobilization is defined as the imprisonment of cell or enzyme in a distinct support or matrix. The support or matrix on which the enzymes are immobilized allows the exchange of medium containing substrate or effector or inhibitor molecules. The practice of immobilization of cells is very old and the first immobilized enzyme was amino acylase of Aspergillus oryzae for the production of Lamino acids in Japan. Advantages of immobilized enzymes: Increased functional efficiency of enzyme Enhanced reproducibility of the process they are undertaking Reuse of enzyme Continuous use of enzyme Less labour input in the processes Saving in capital cost and investment of the process Minimum reaction time Less chance of contamination in products More stability of products Stable supply of products in the market Improved process control High enzyme substrate ratio Disadvantages of immobilized enzymes High cost for the isolation, purification and recovery of active enzyme Industrial applications are limited and only very few industries are using immobilized enzymes or immobilized whole cells. Catalytic properties of some enzymes are reduced or completely lost after their immobilization on support or carrier. Some enzymes become unstable after immobilization. Enzymes are inactivated by the heat generated in the system
- 14. Page 14 of 14 BTP 603: UNIT II | Upstream Processing APPLICATIONS OF ENZYME IMMOBILIZATION: 1. Industrial production: Industrial production of antibiotics, beverages, amino acids etc. uses immobilized enzymes or whole cells. 2. Biomedical applications: Immobilized enzymes are widely used in the diagnosis and treatment of many diseases. Immobilized enzymes can be used to overcome inborn metabolic disorders by the supply of immobilized enzymes. Immobilization techniques are effectively used in drug delivery systems especially to oncogenic sites. 3. Food industry: Enzymes like pectinases and cellulases immobilized on suitable carriers are successfully used in the production of jams, jellies and syrups from fruits and vegetables. 4. Research: A Research activity extensively uses many enzymes. The use of immobilized enzyme allow researcher to increase the efficiency of different enzymes such as Horse Radish Peroxidase (HRP) in blotting experiments and different Proteases for cell or organelle lysis. 5. Production of bio-diesel from vegetable oils. 6. Waste water management: treatment of sewage and industrial effluents. 7. Textile industry: scouring, bio-polishing and desizing of fabrics