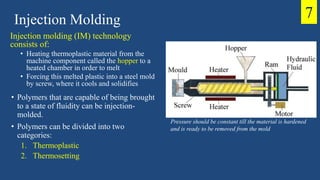
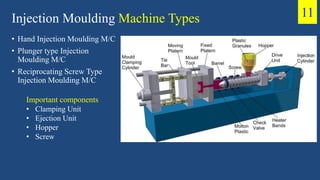
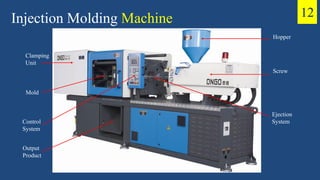
This document provides information about plastic injection molding processes. It begins with an overview of plastic products and mold types, including injection, blow, rotational, and extrusion molding. It then covers the product development process for injection molding, including mold design, machining, materials, defects, and design considerations. The document discusses the main components of injection molding machines and their functions. It also explains cooling systems, gate types, and ejection systems for molds. In summary, the document outlines the key steps and factors involved in plastic injection molding from design to production.