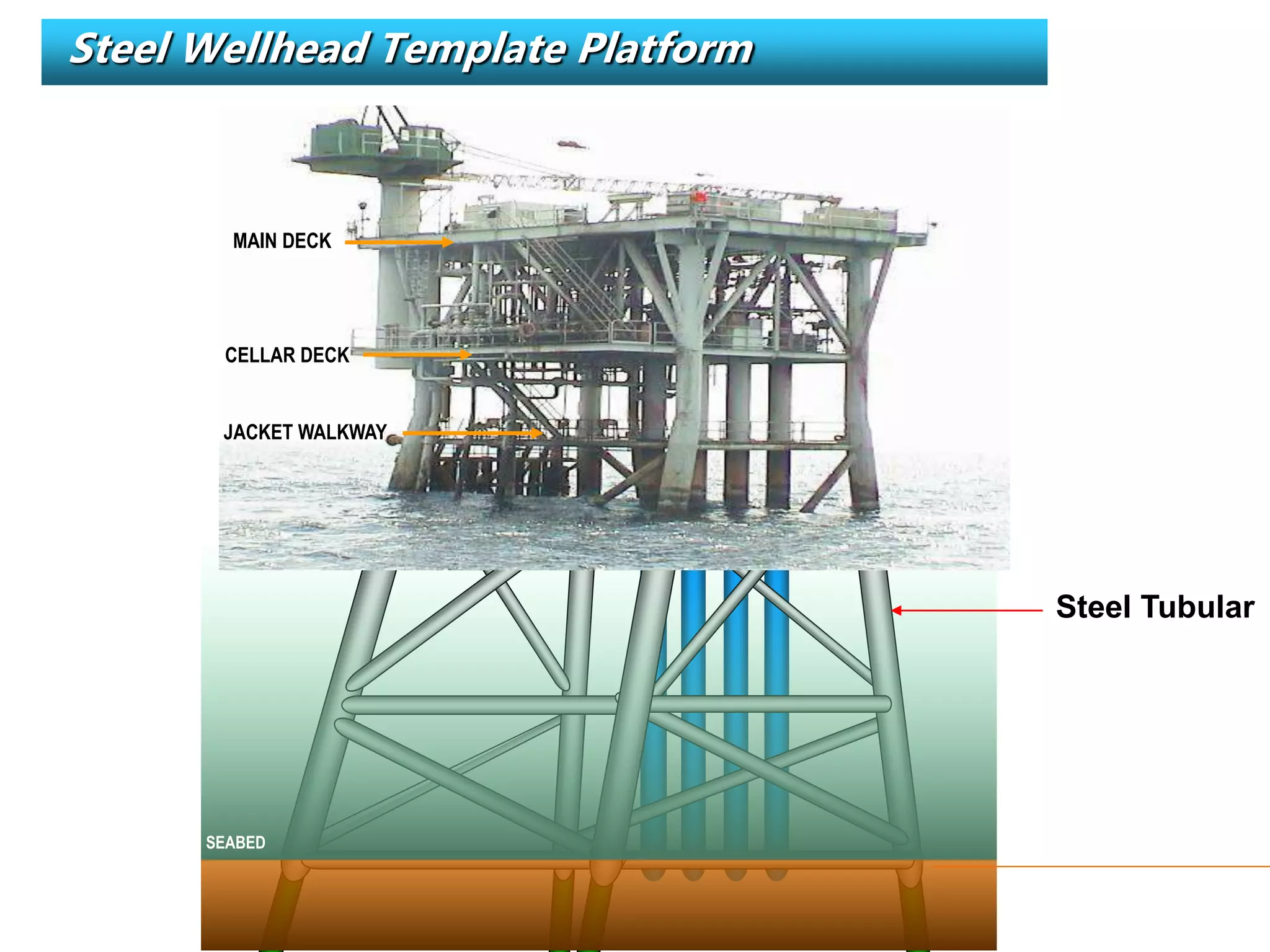
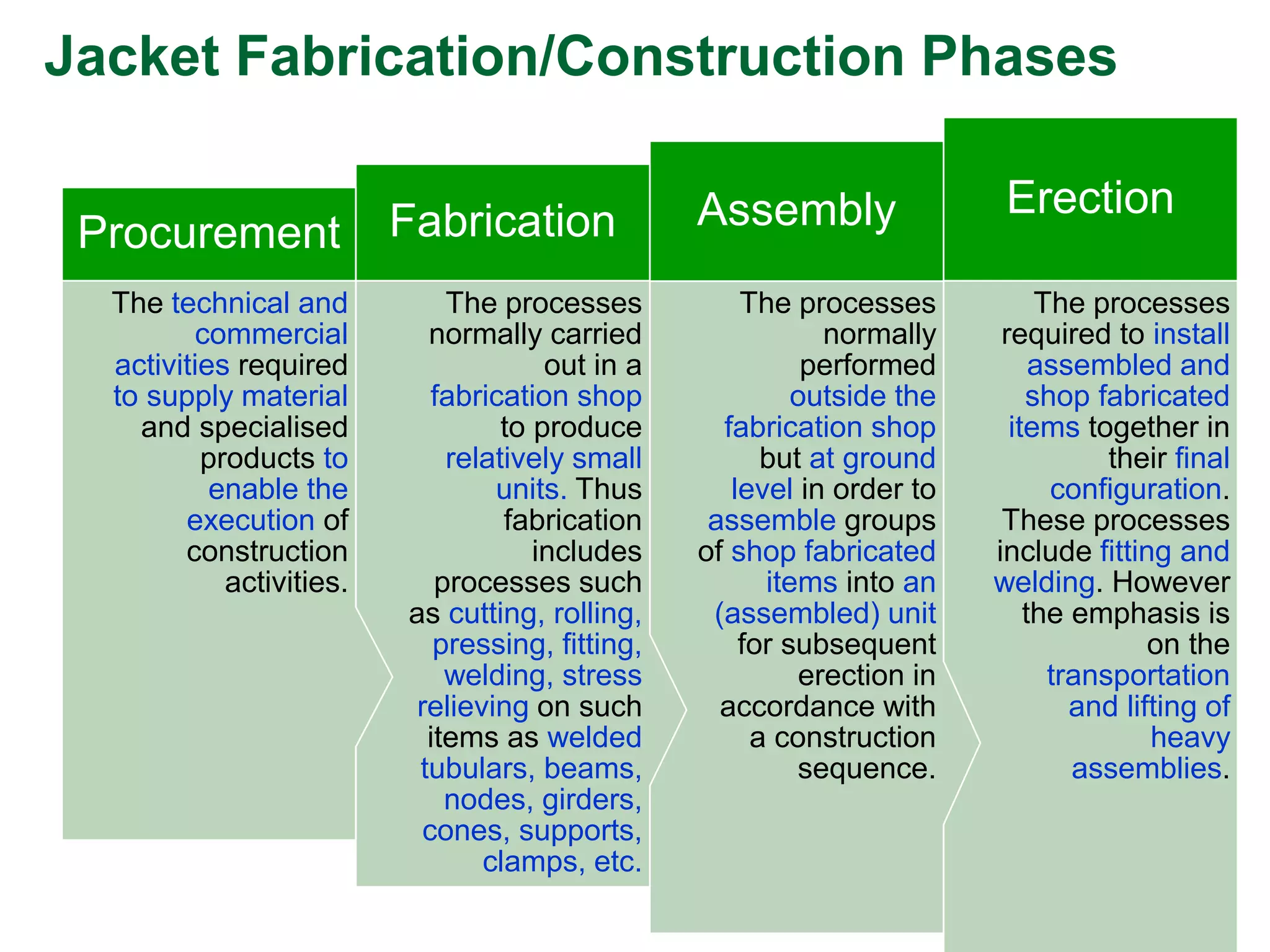
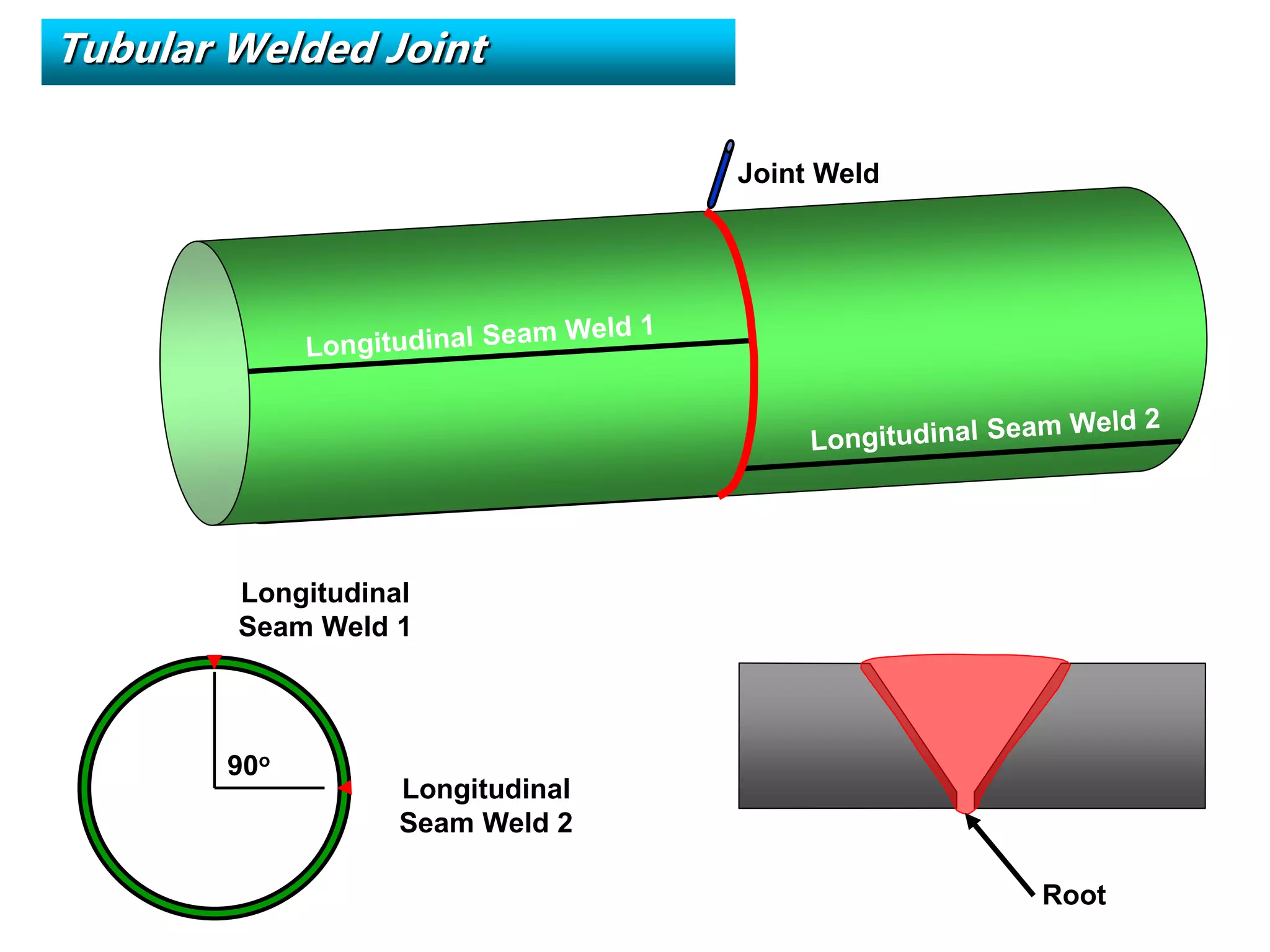
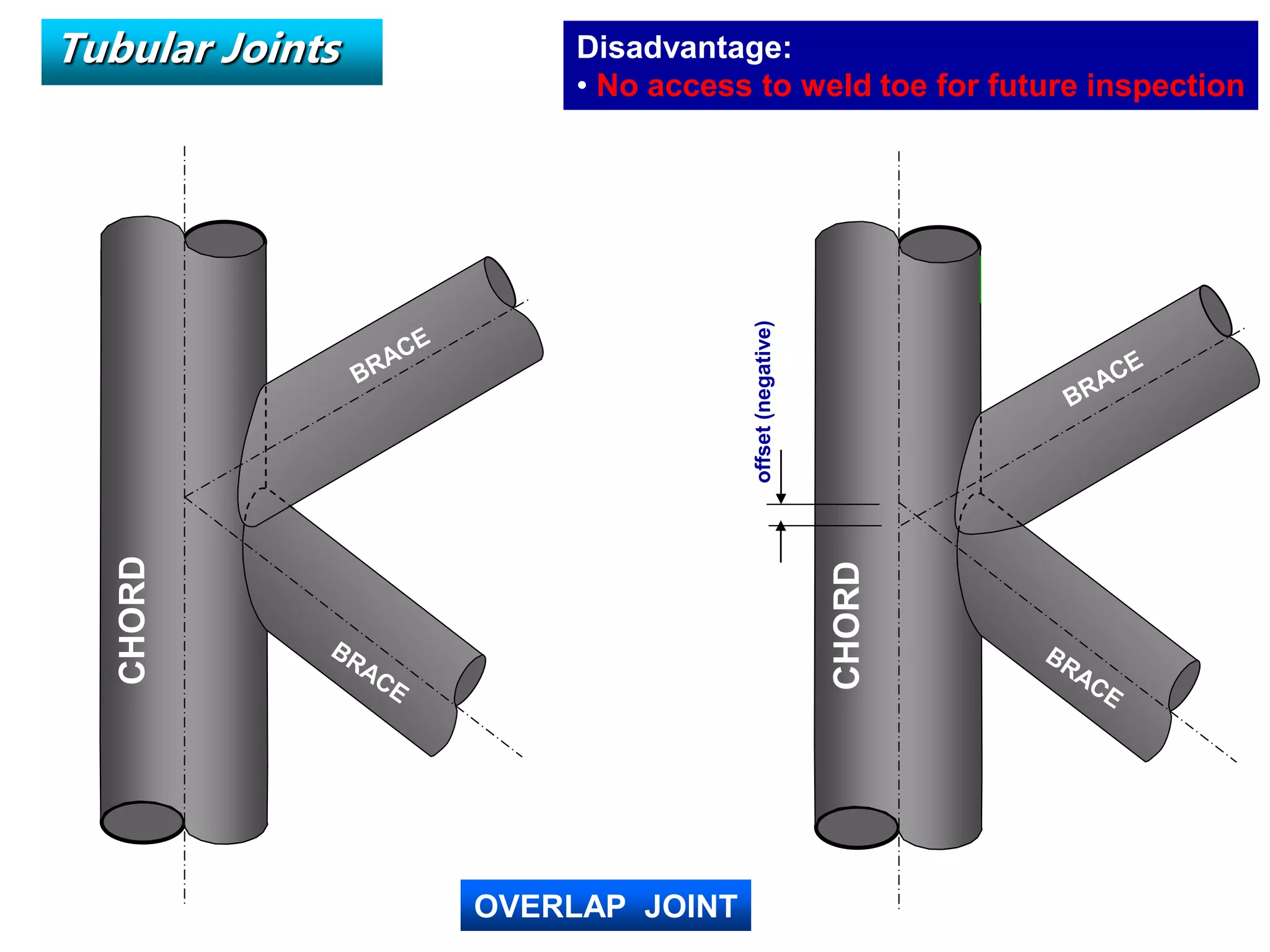
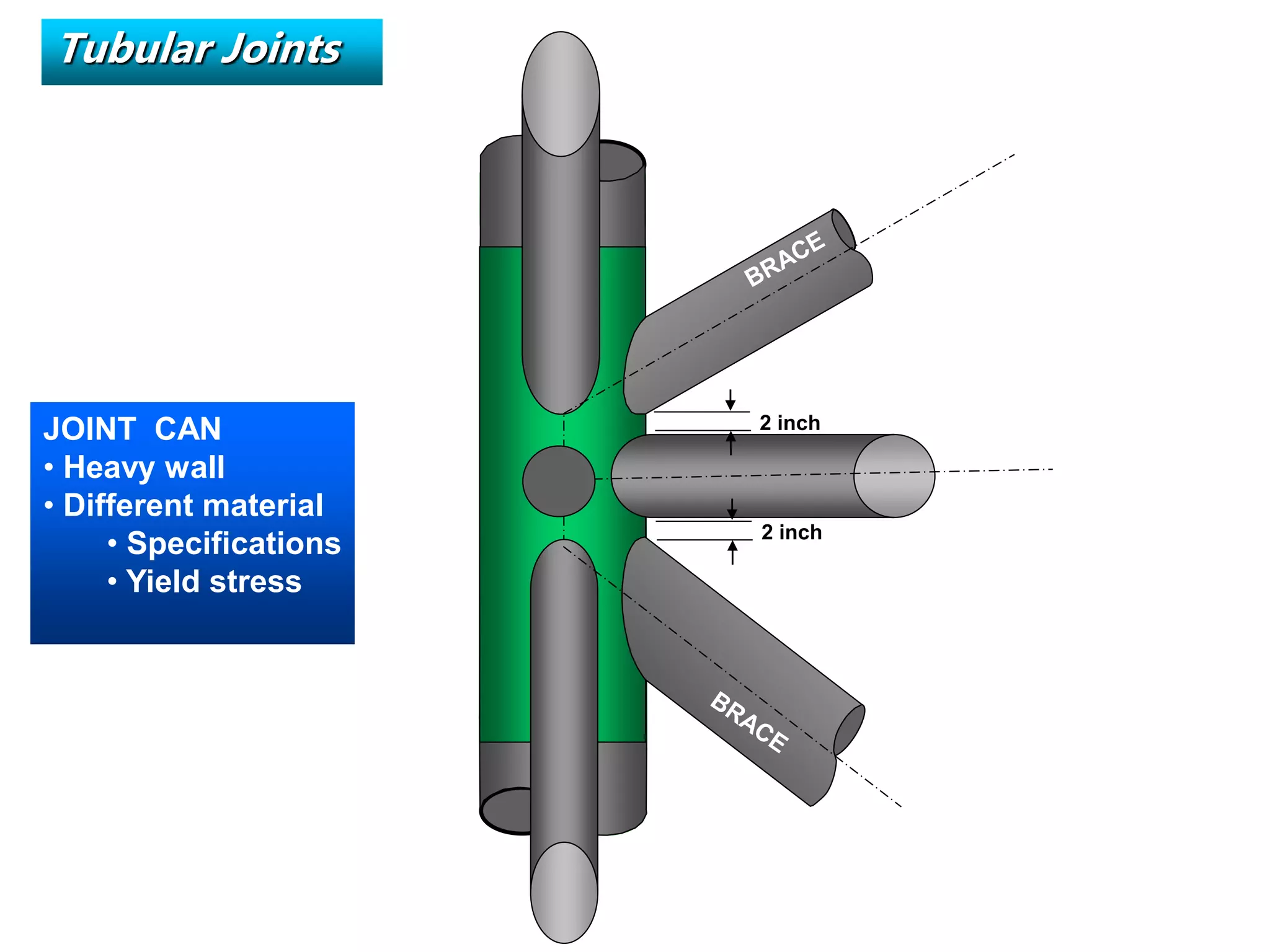
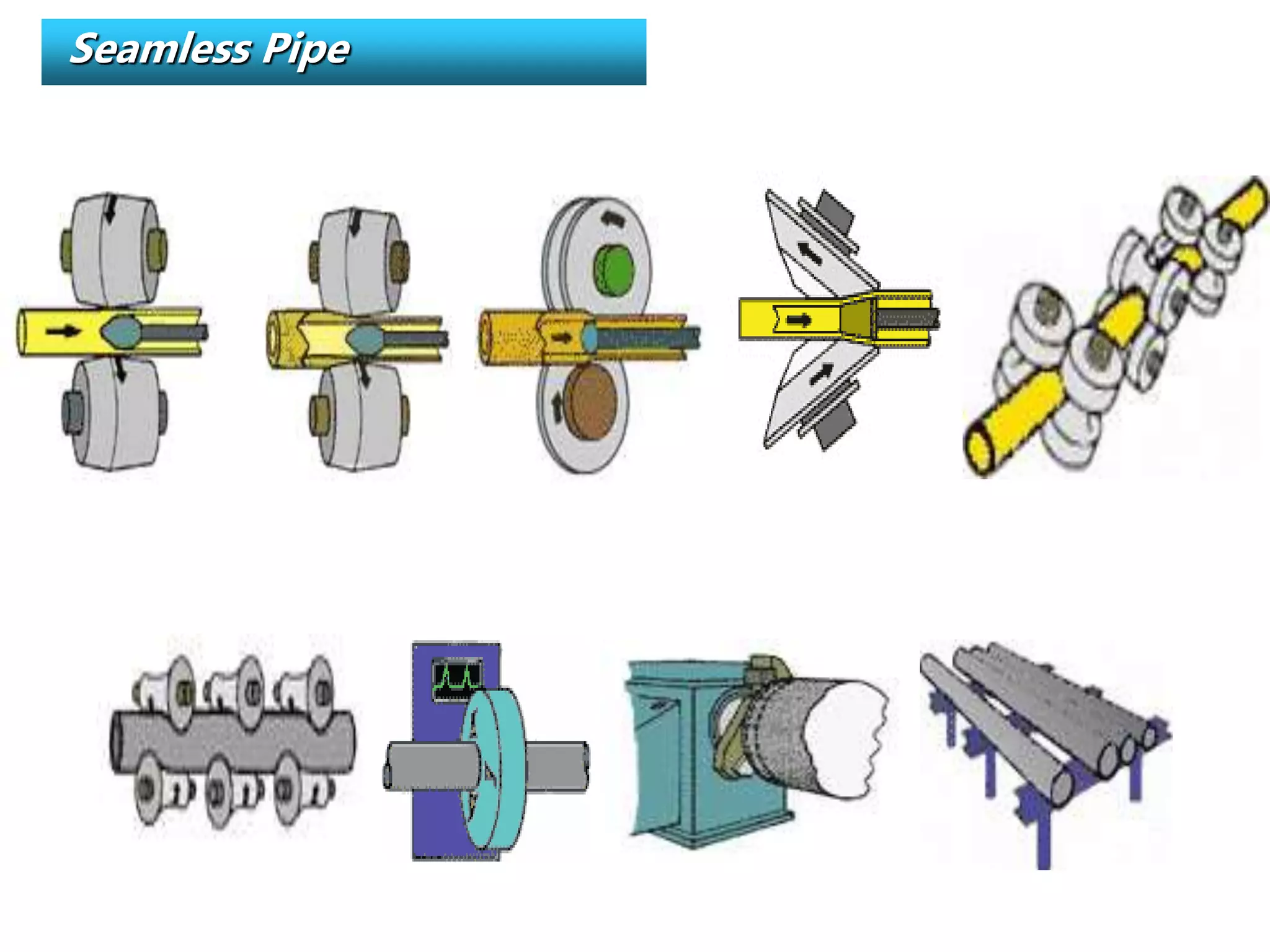
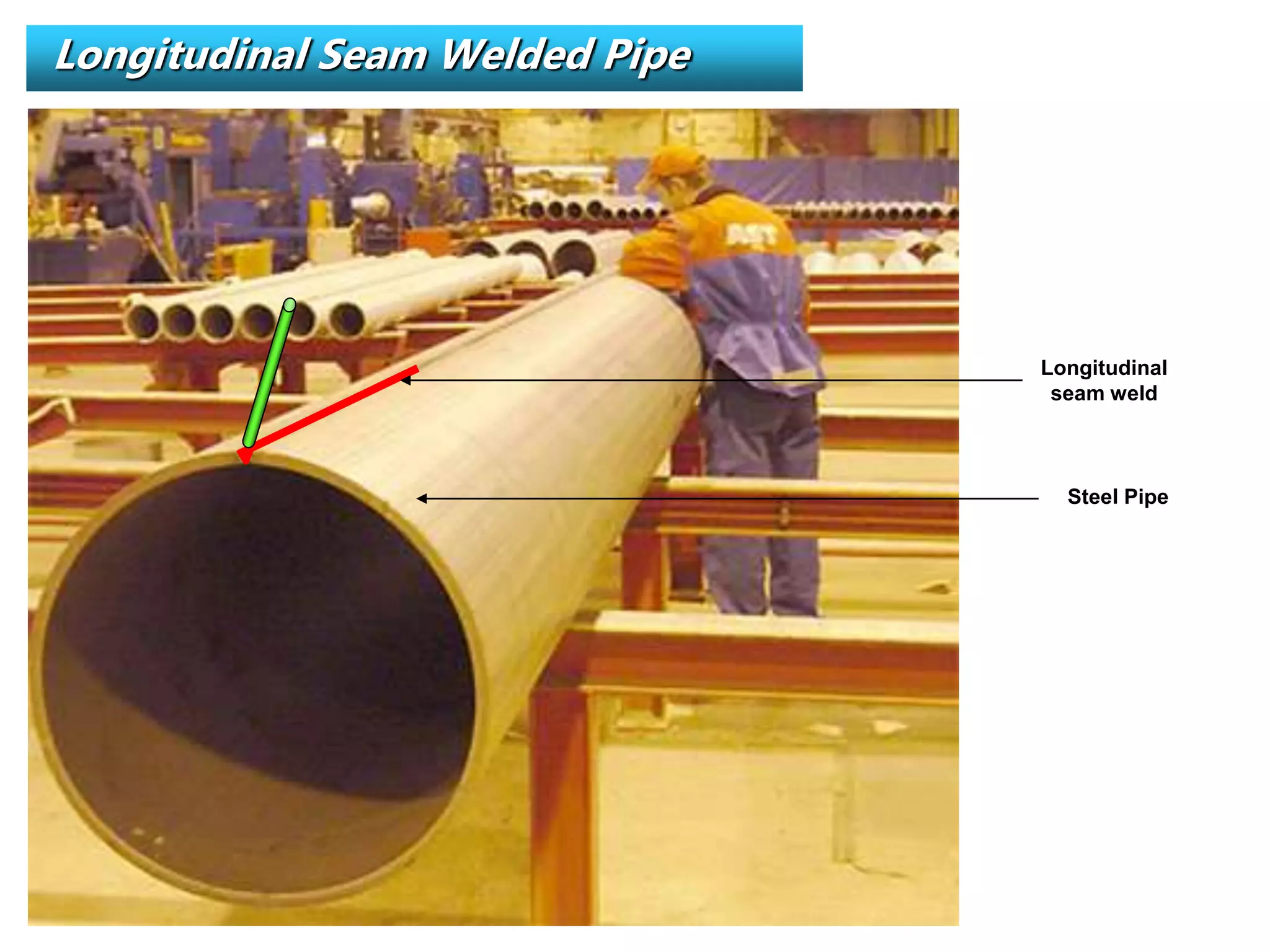
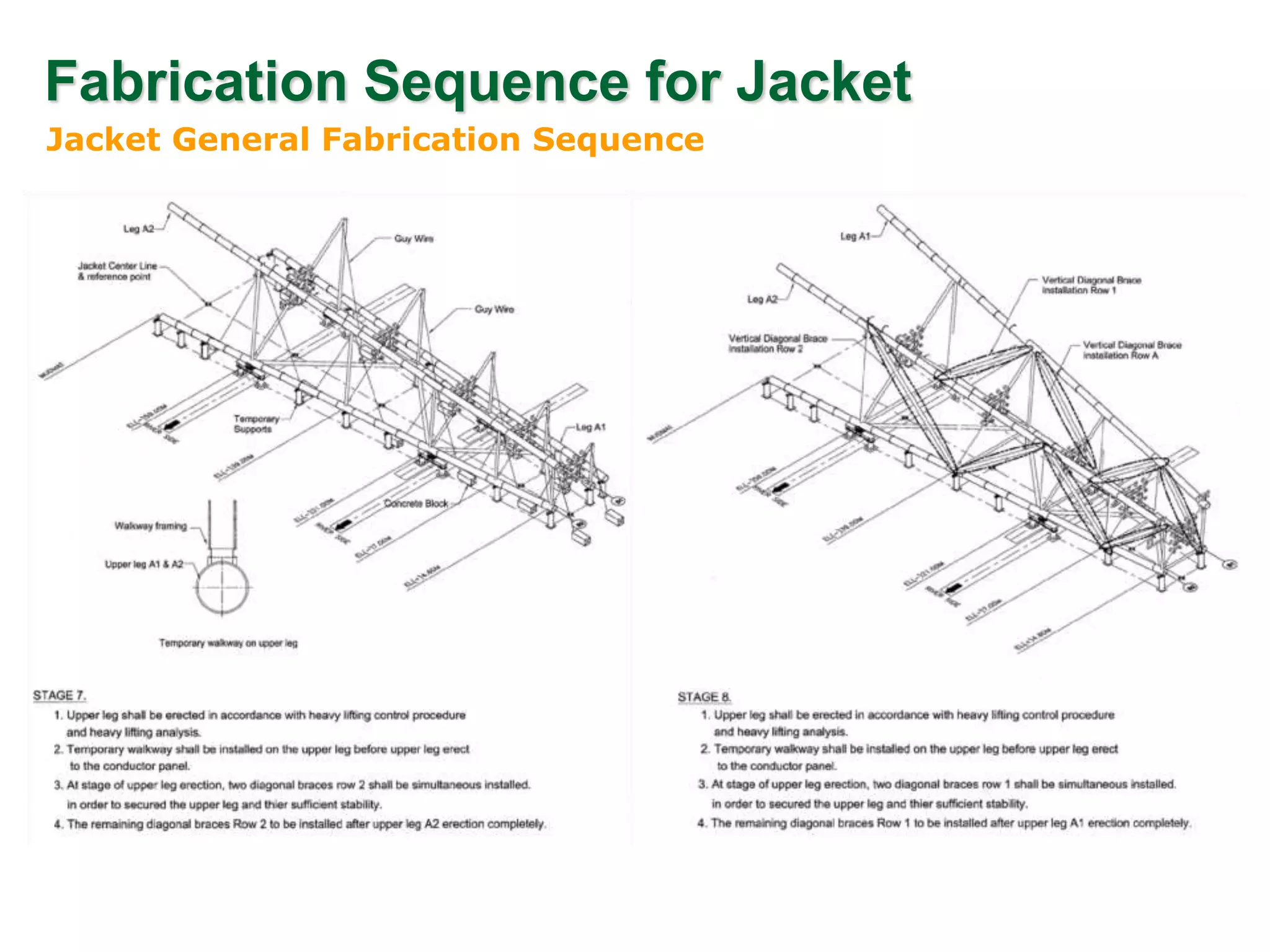
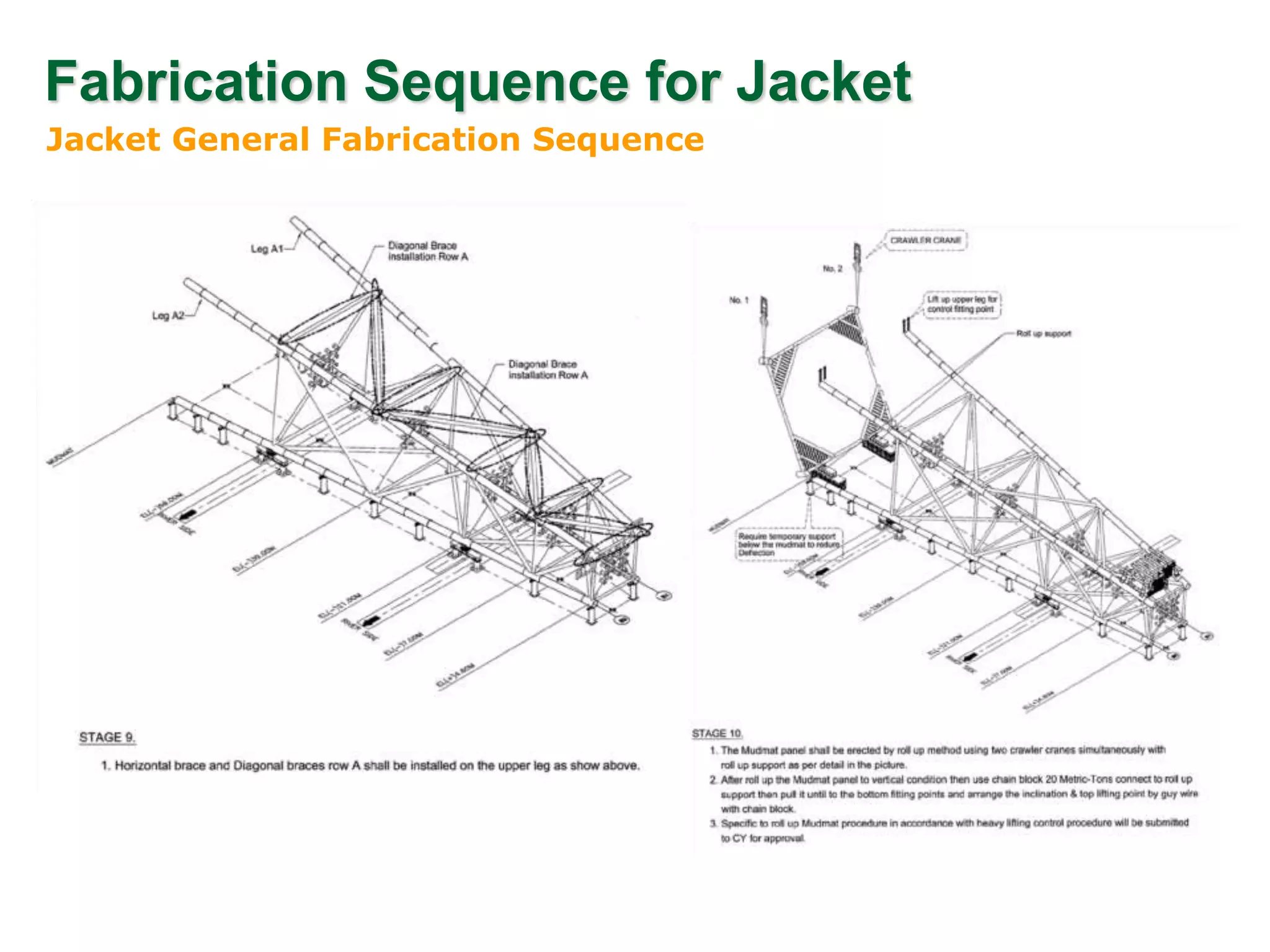
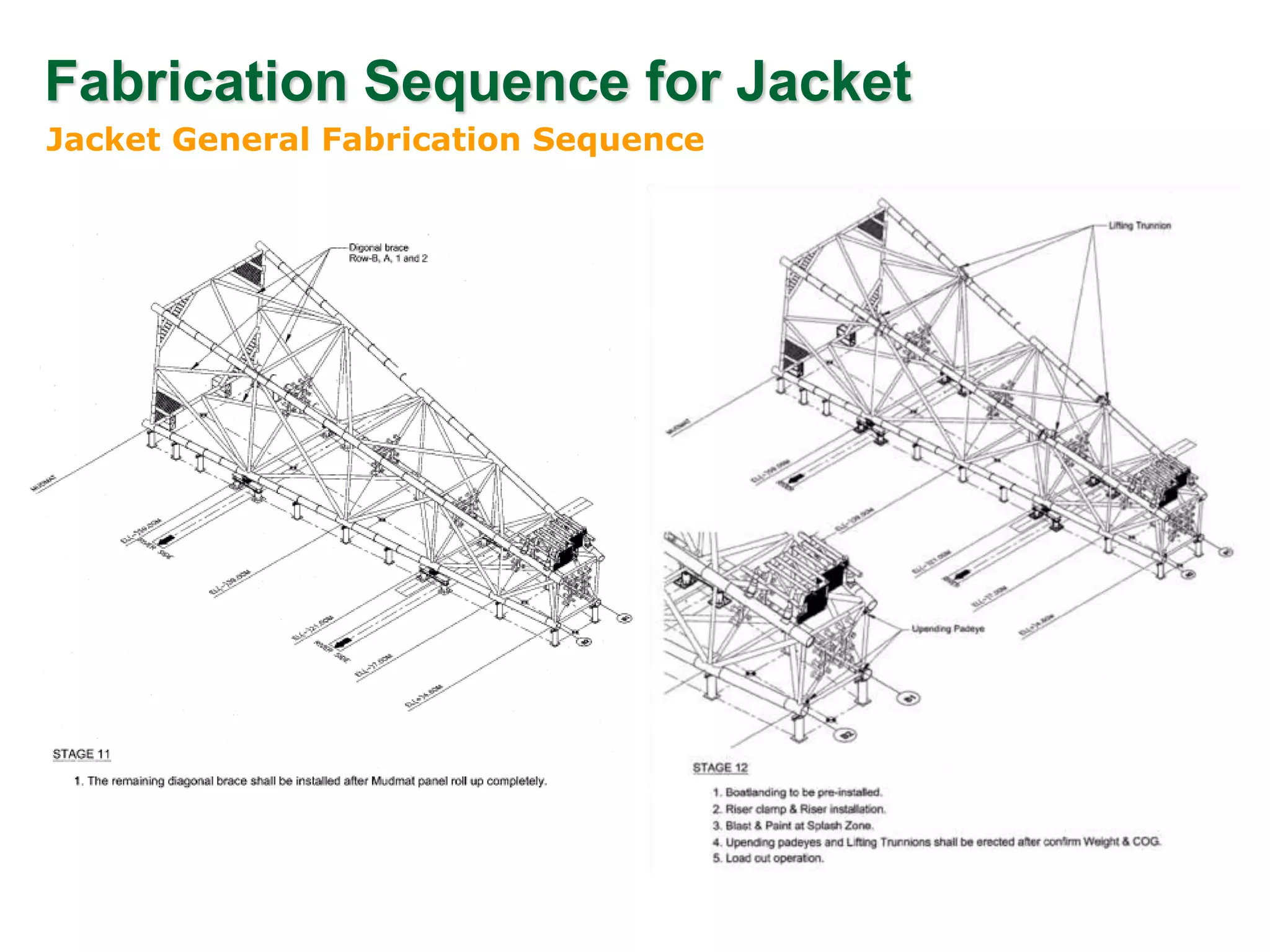
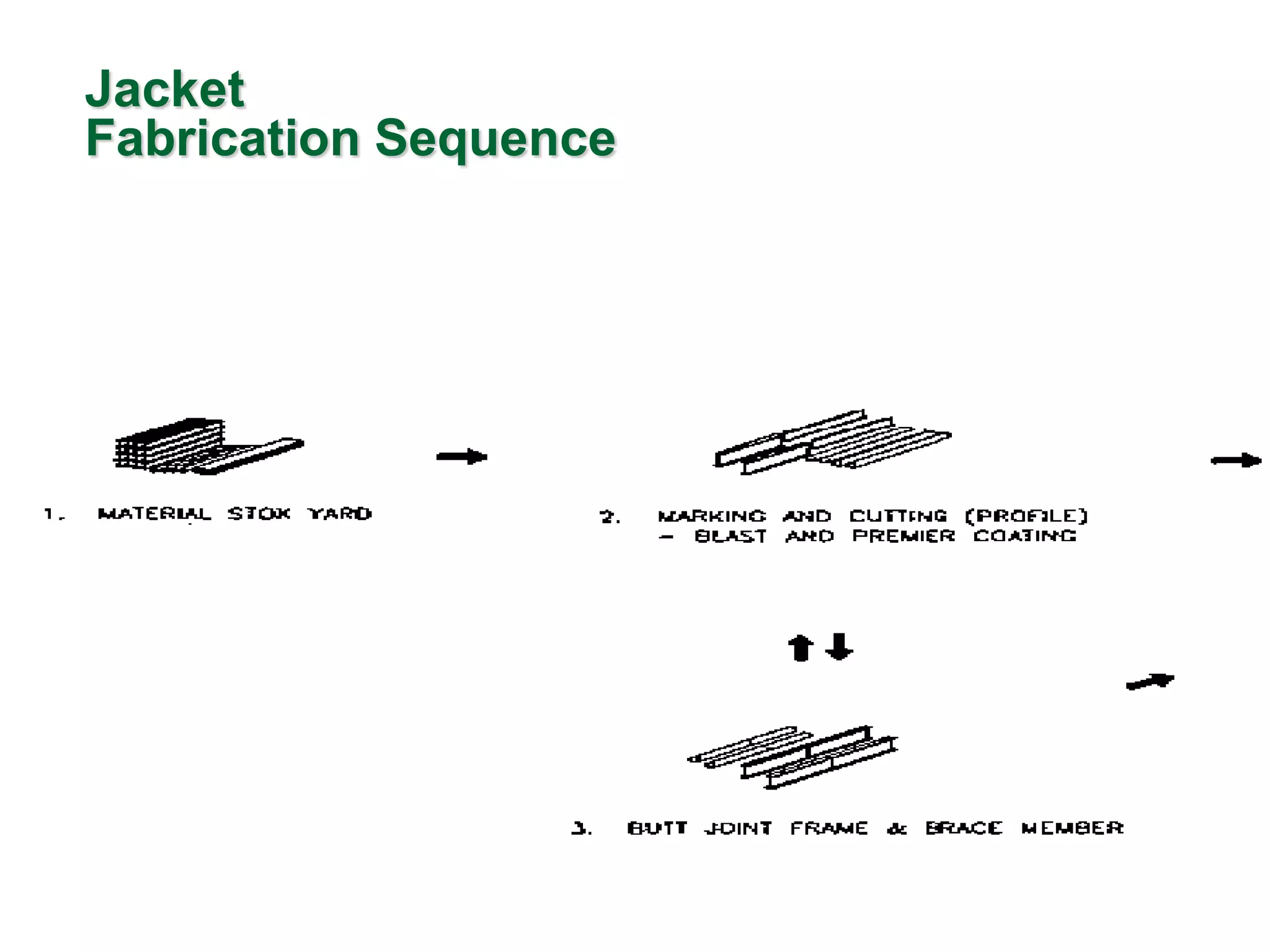
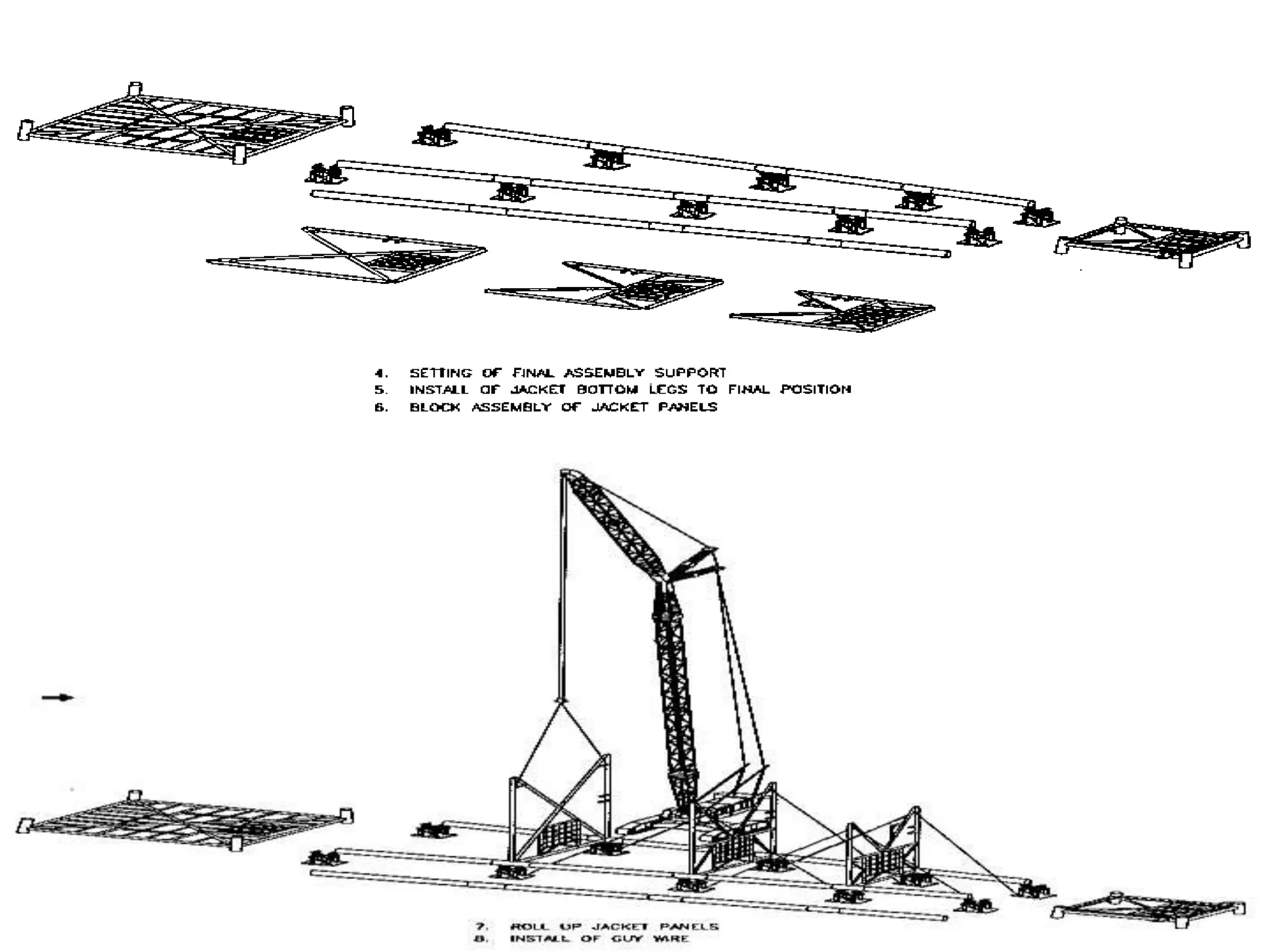
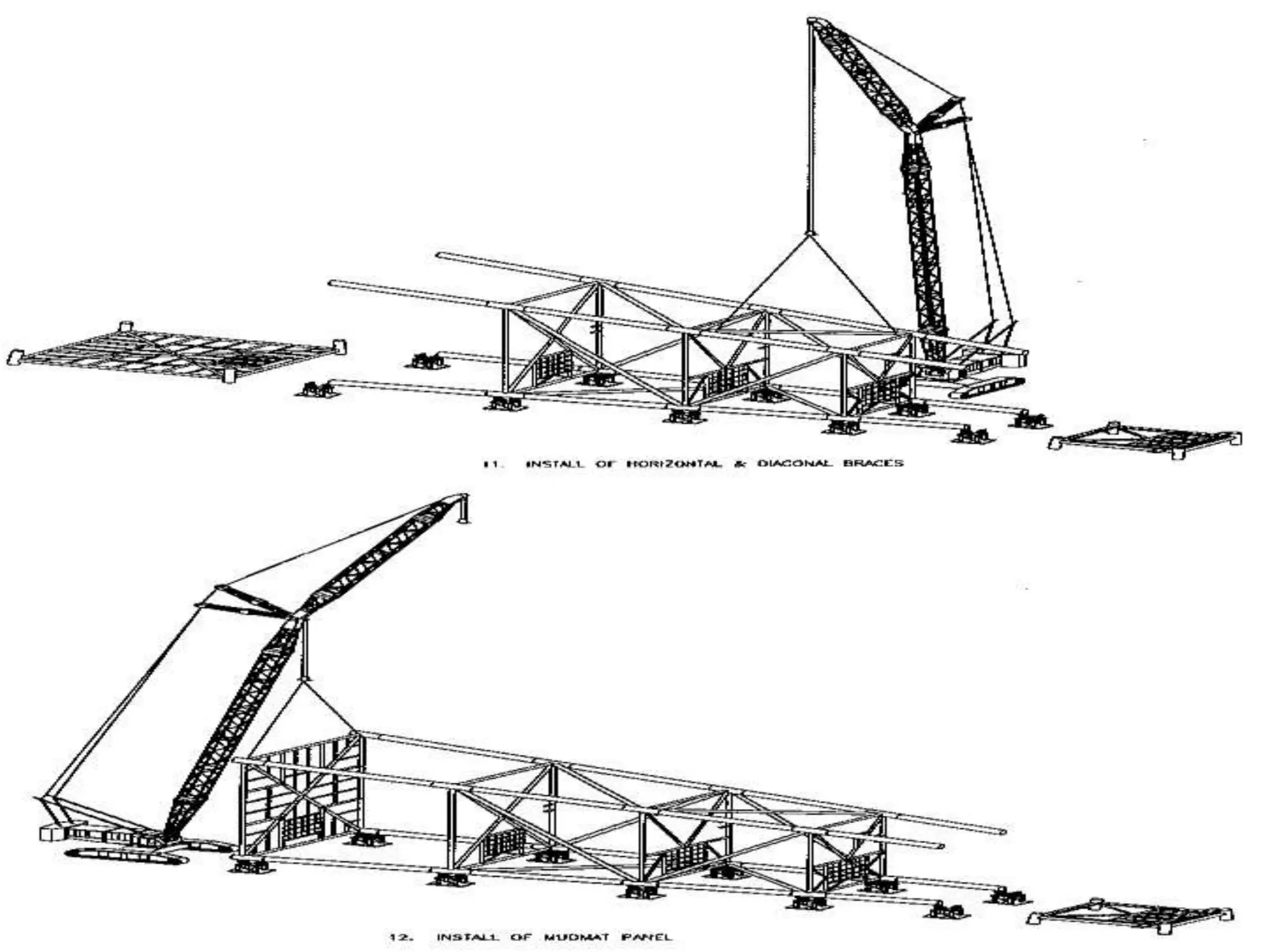
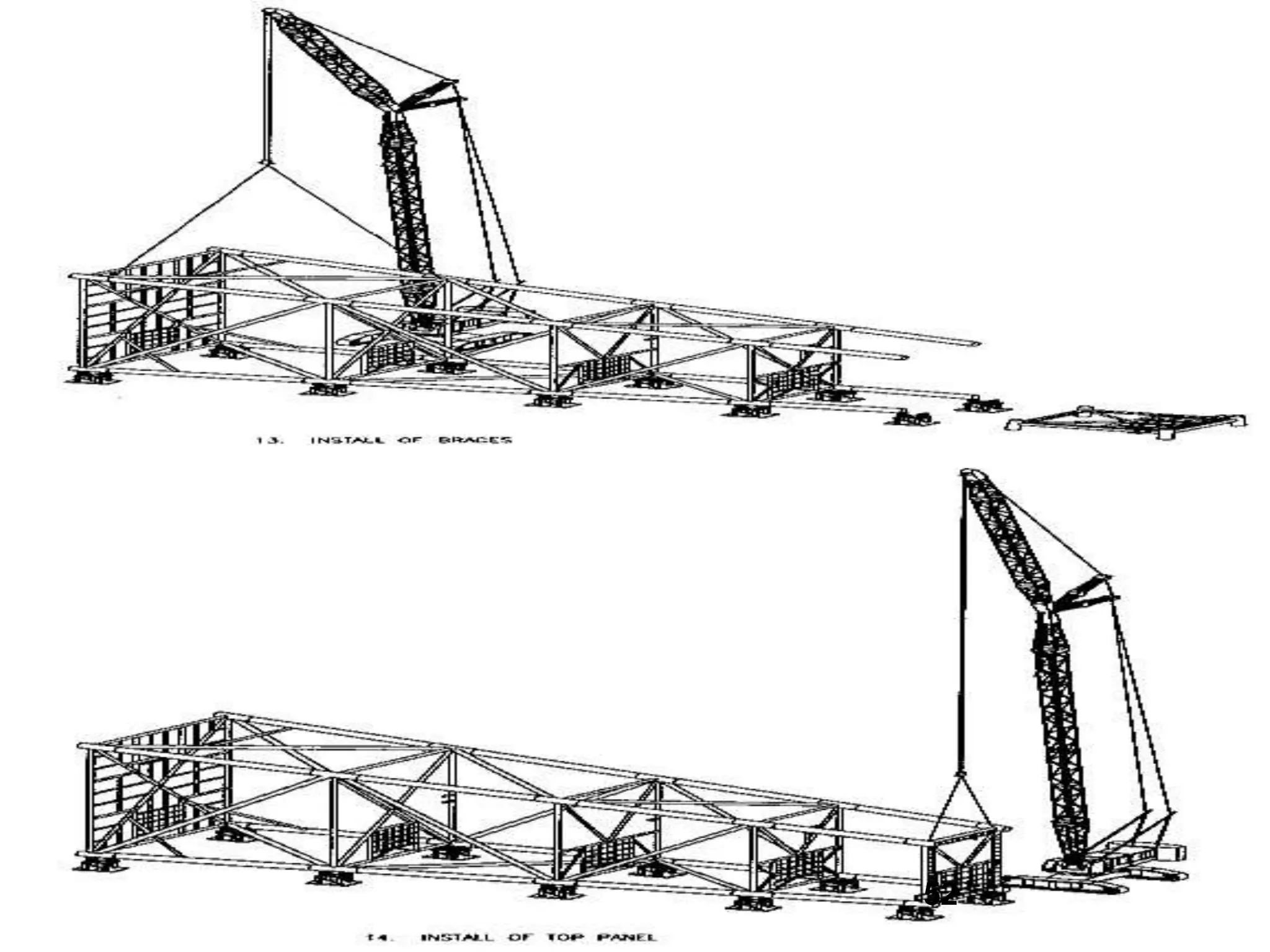
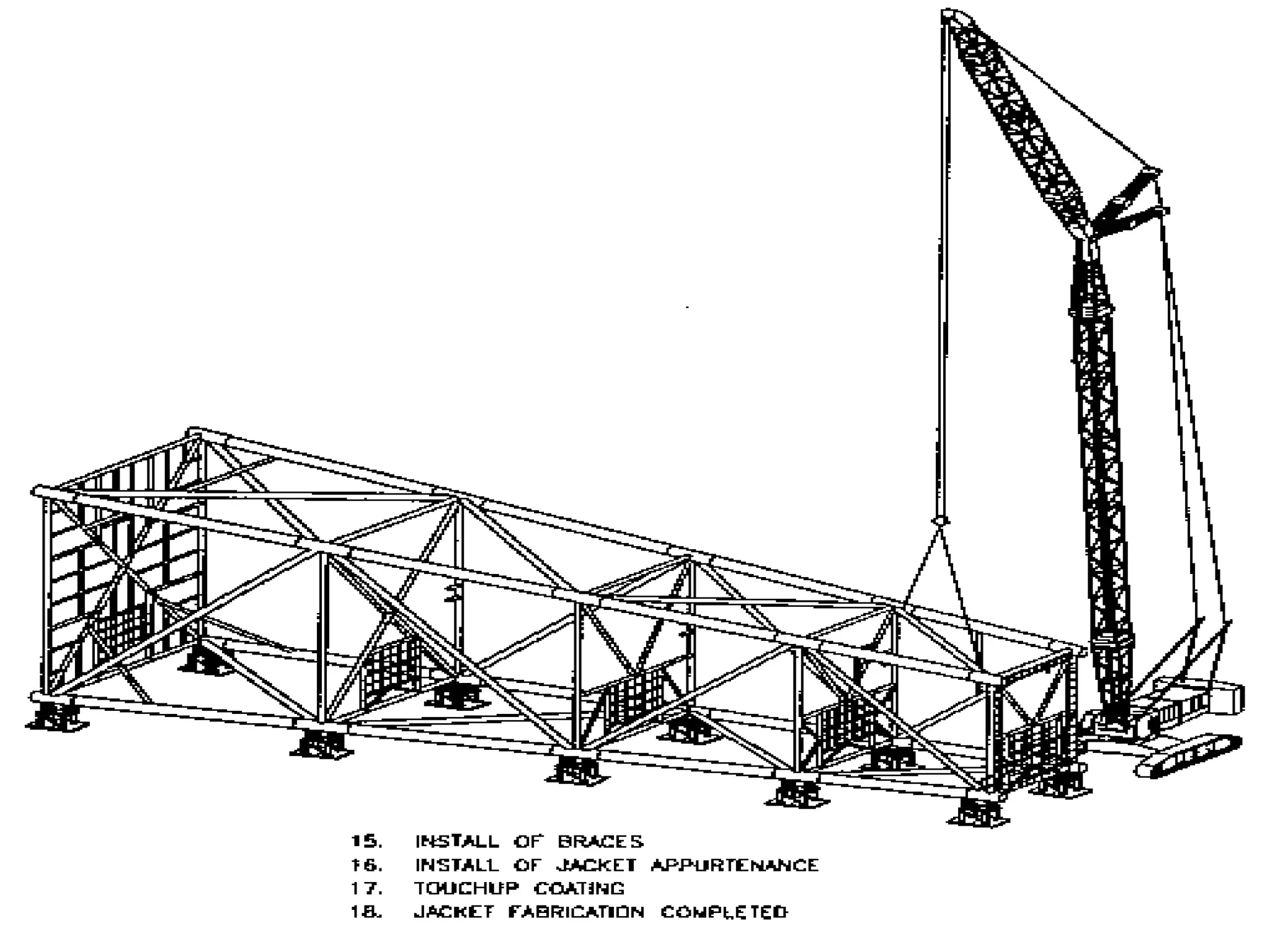
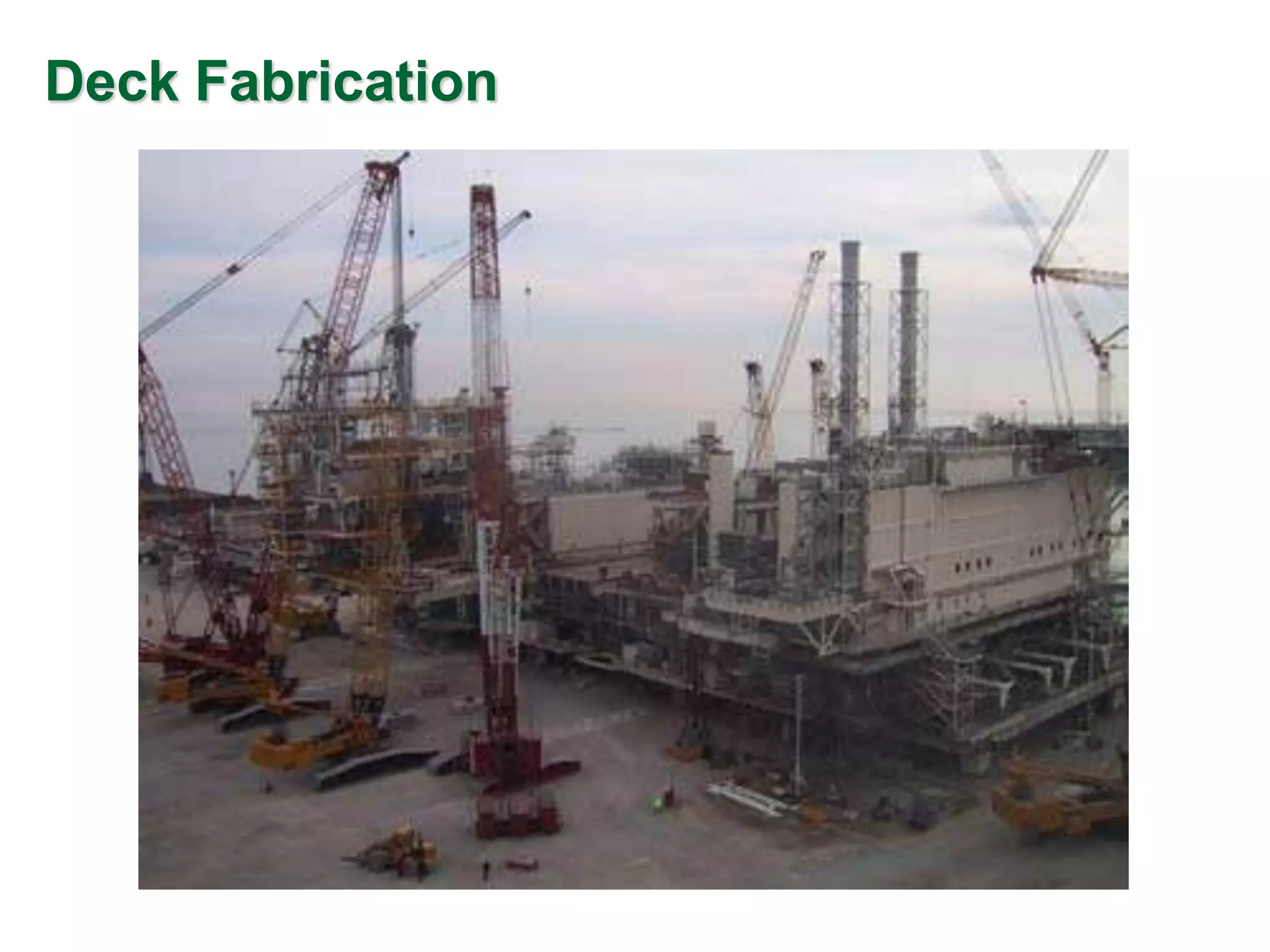
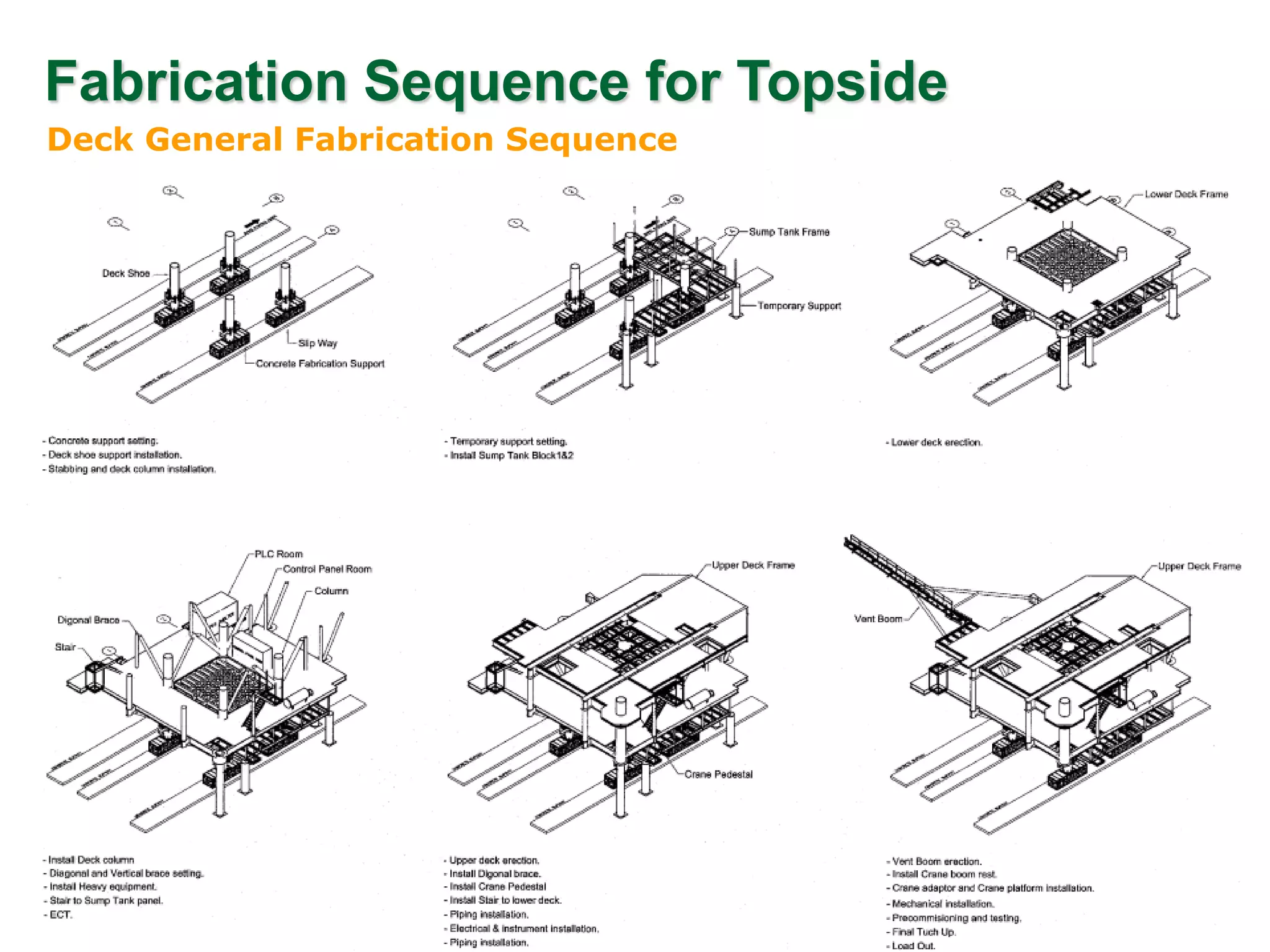
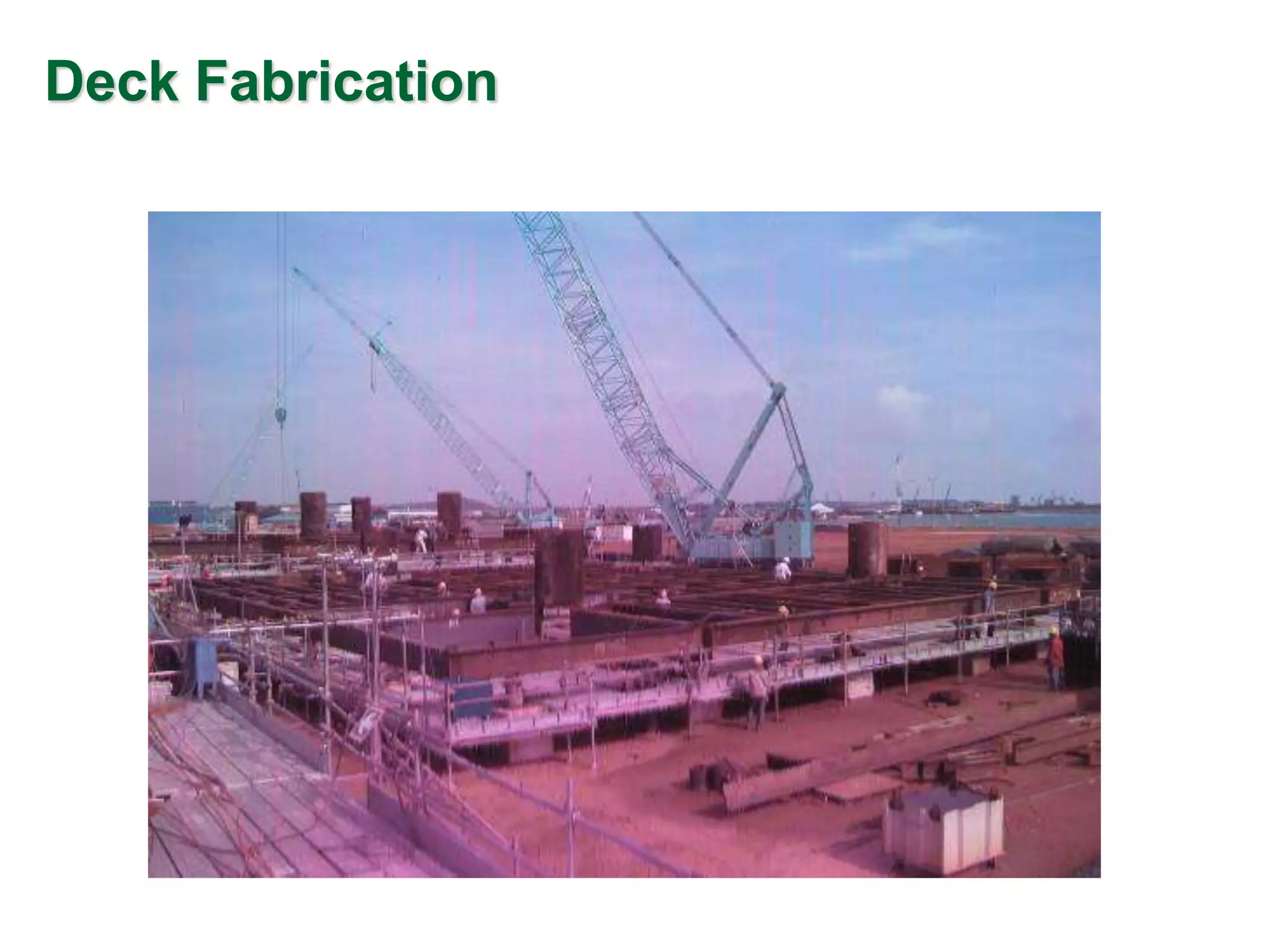
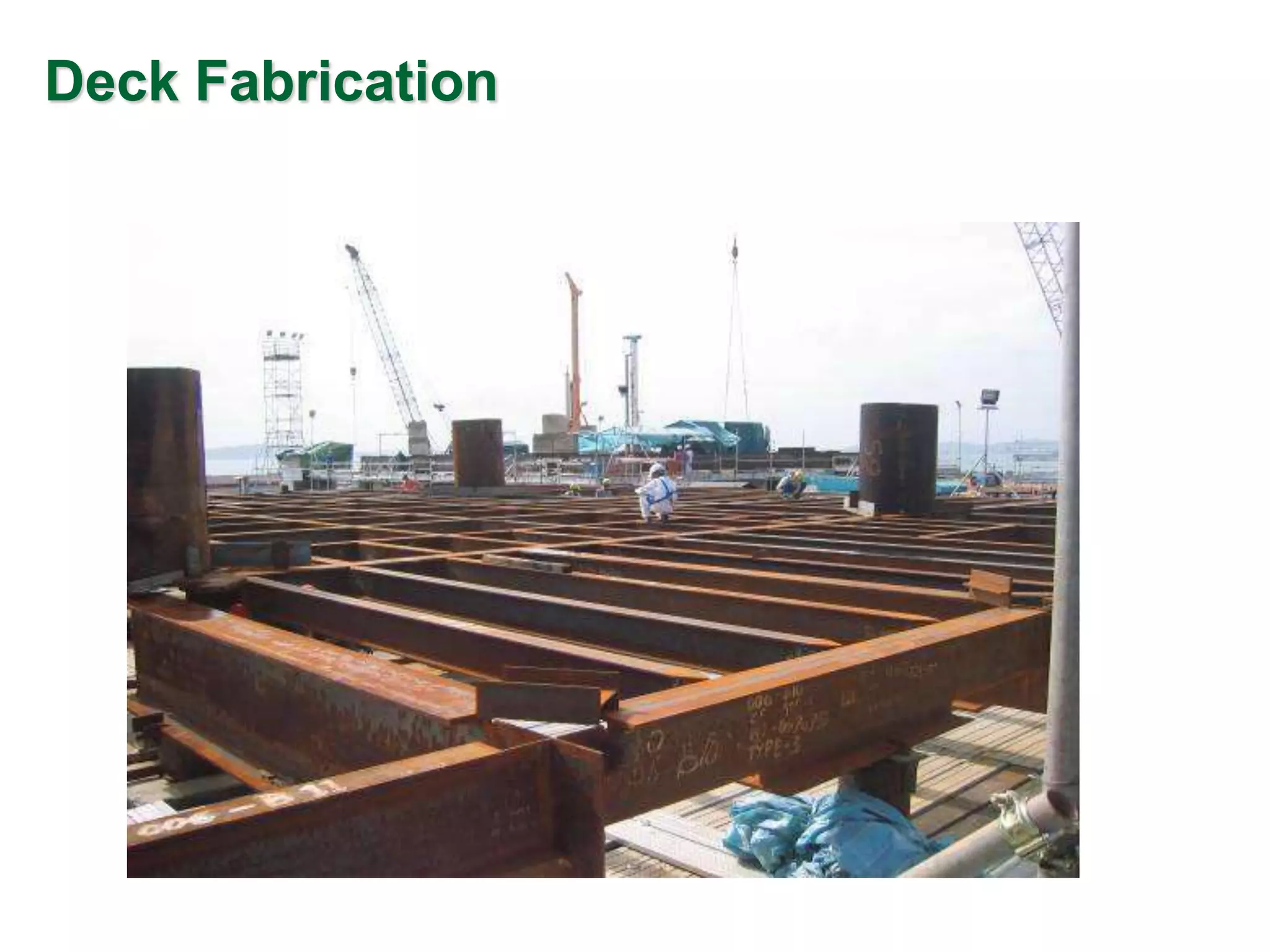
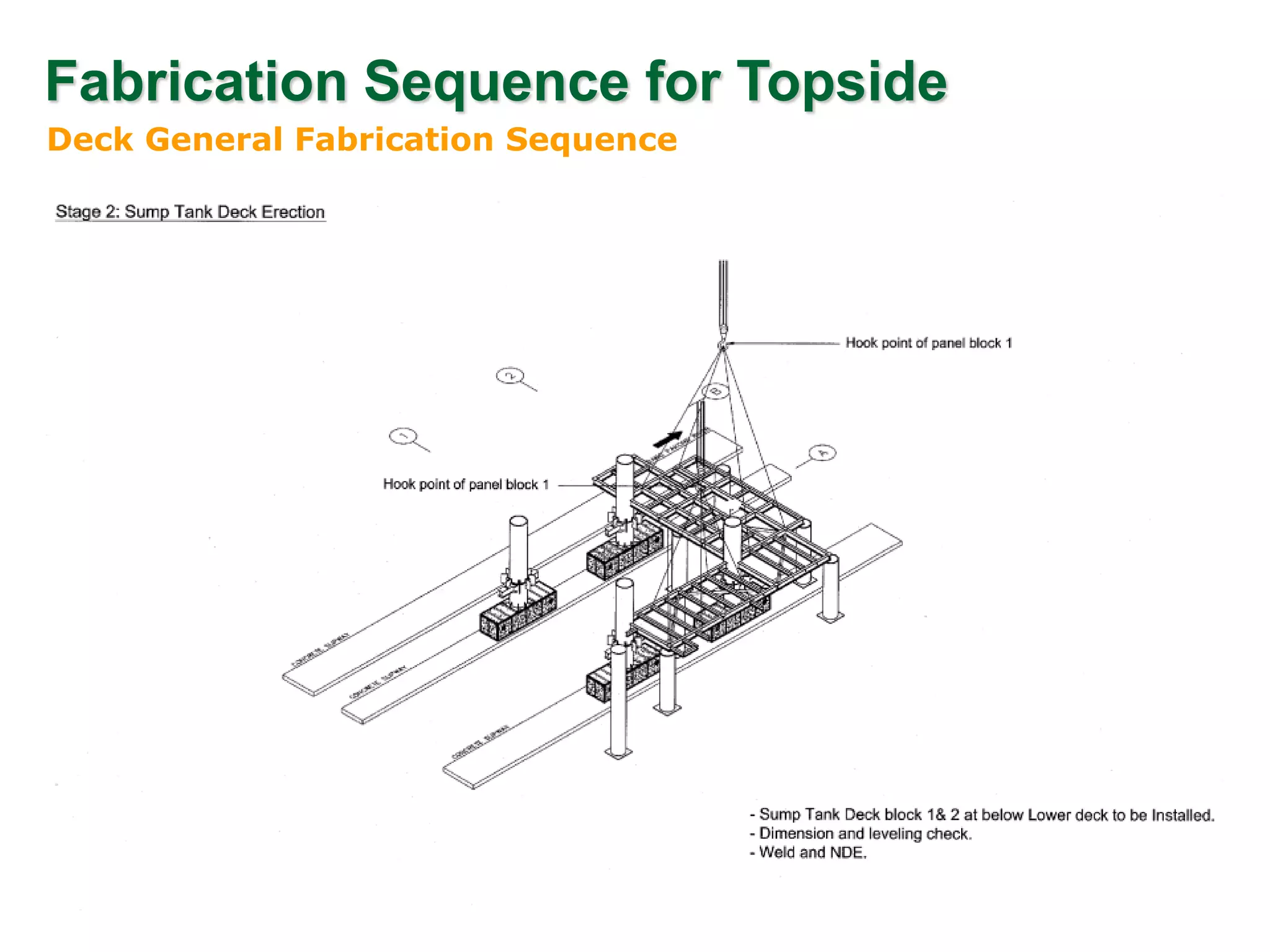
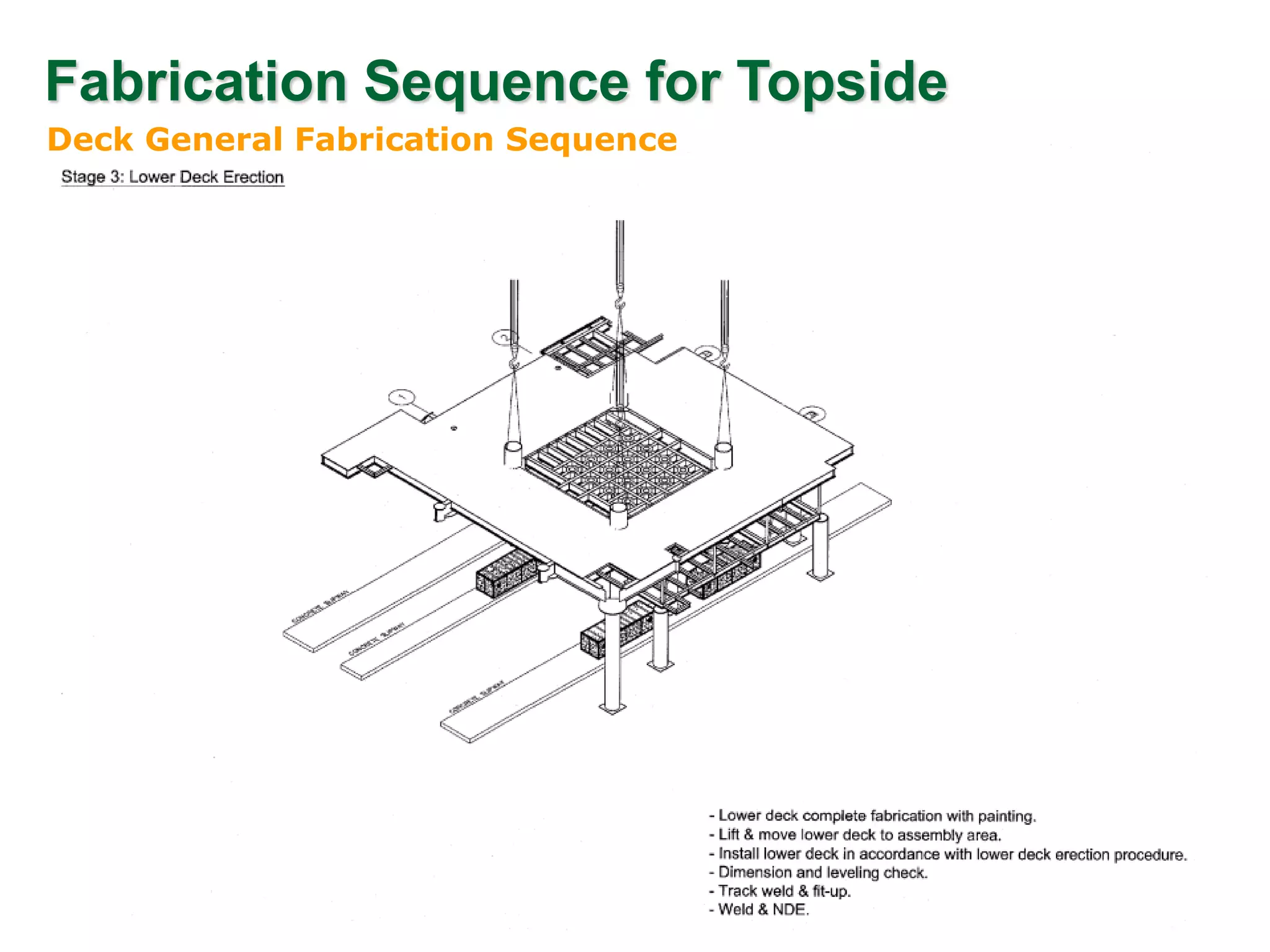
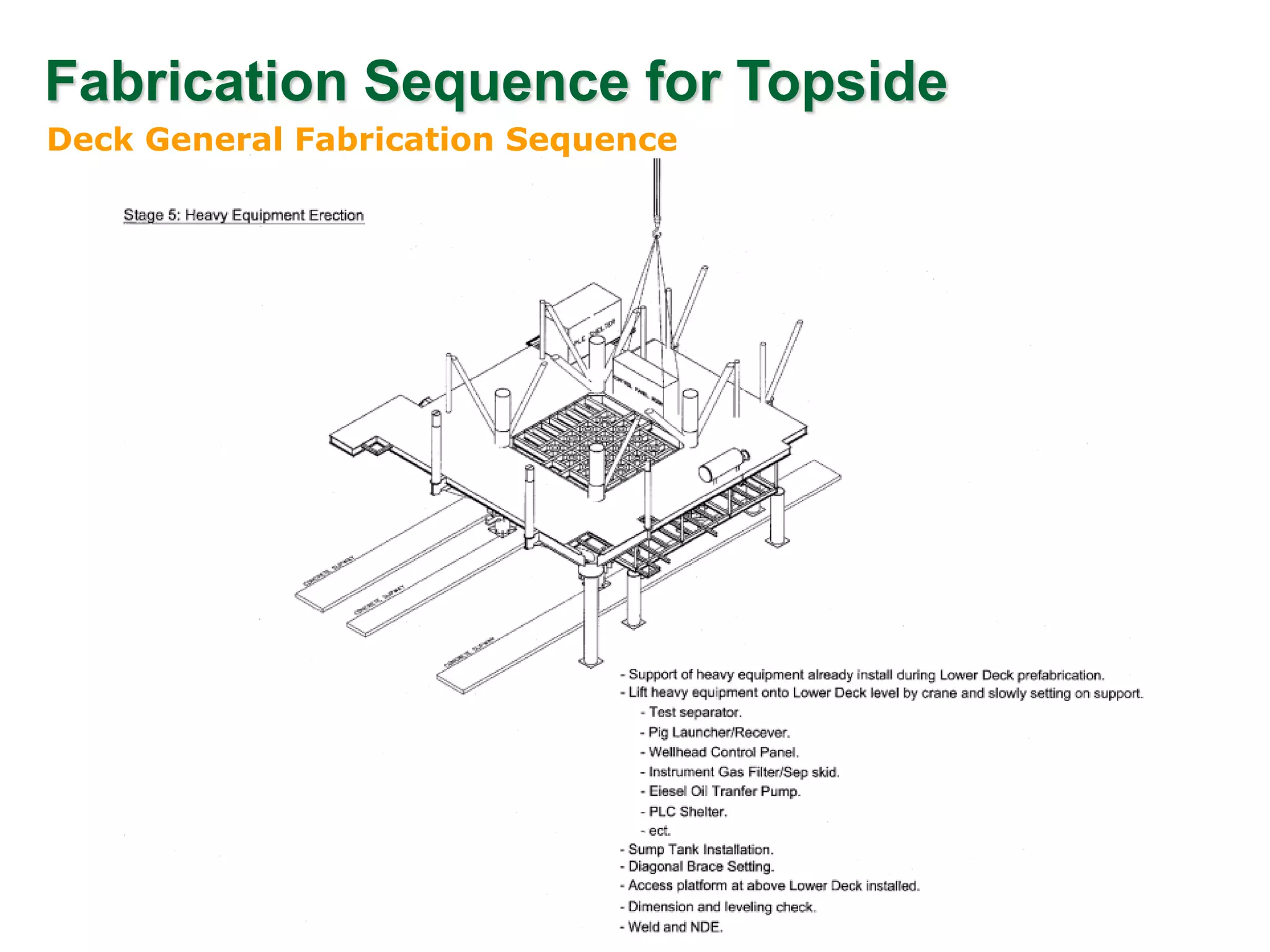
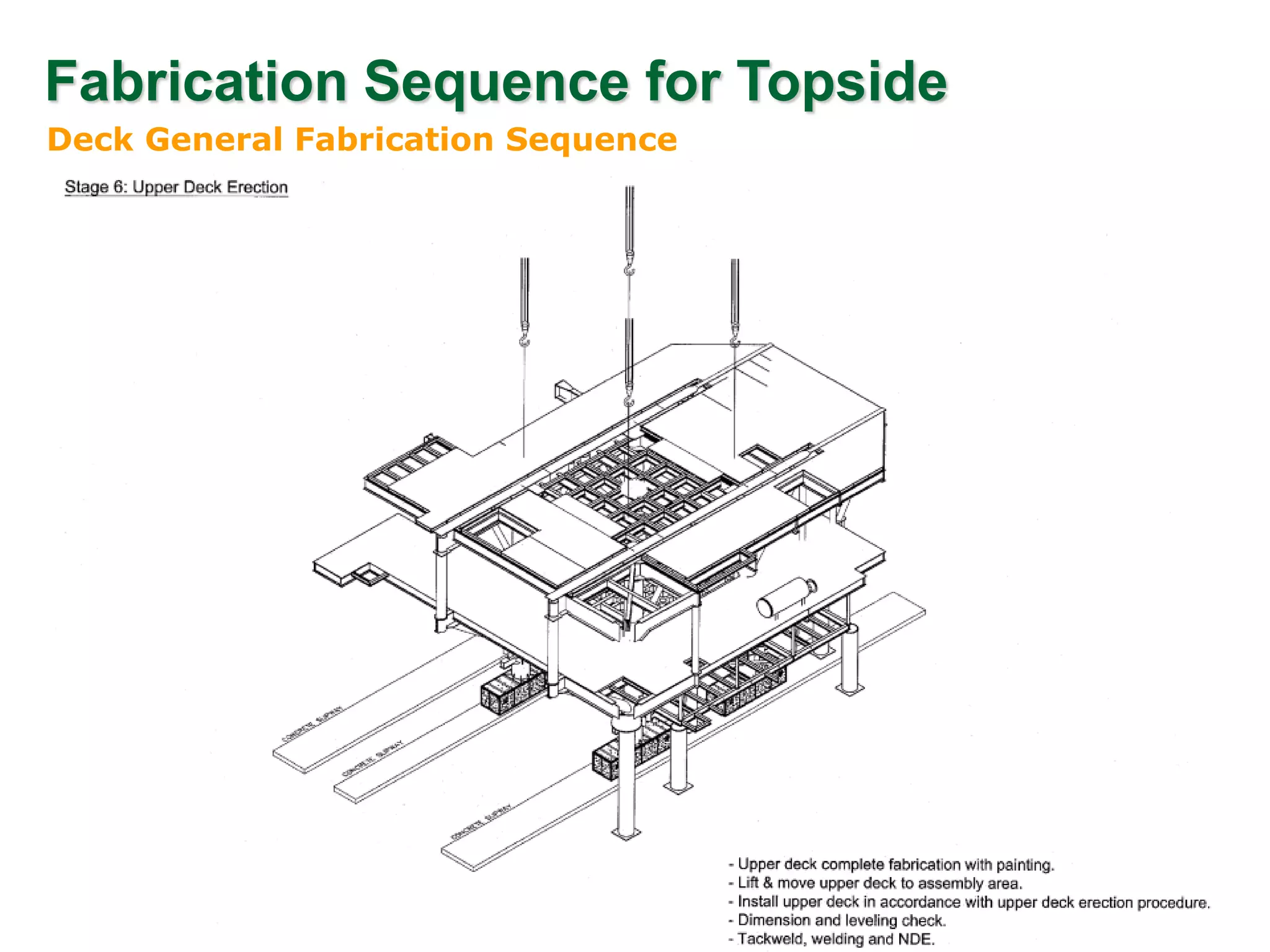
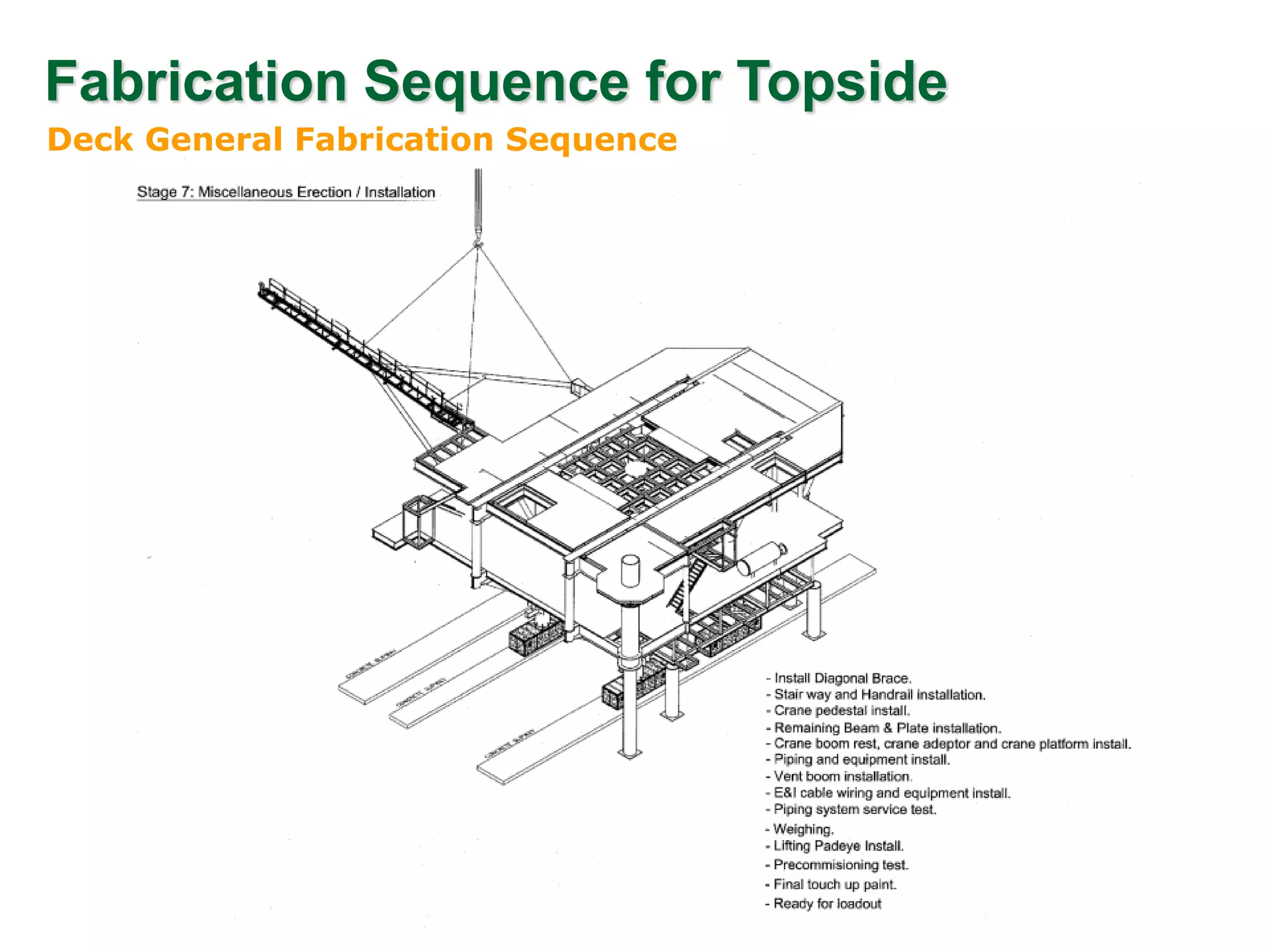
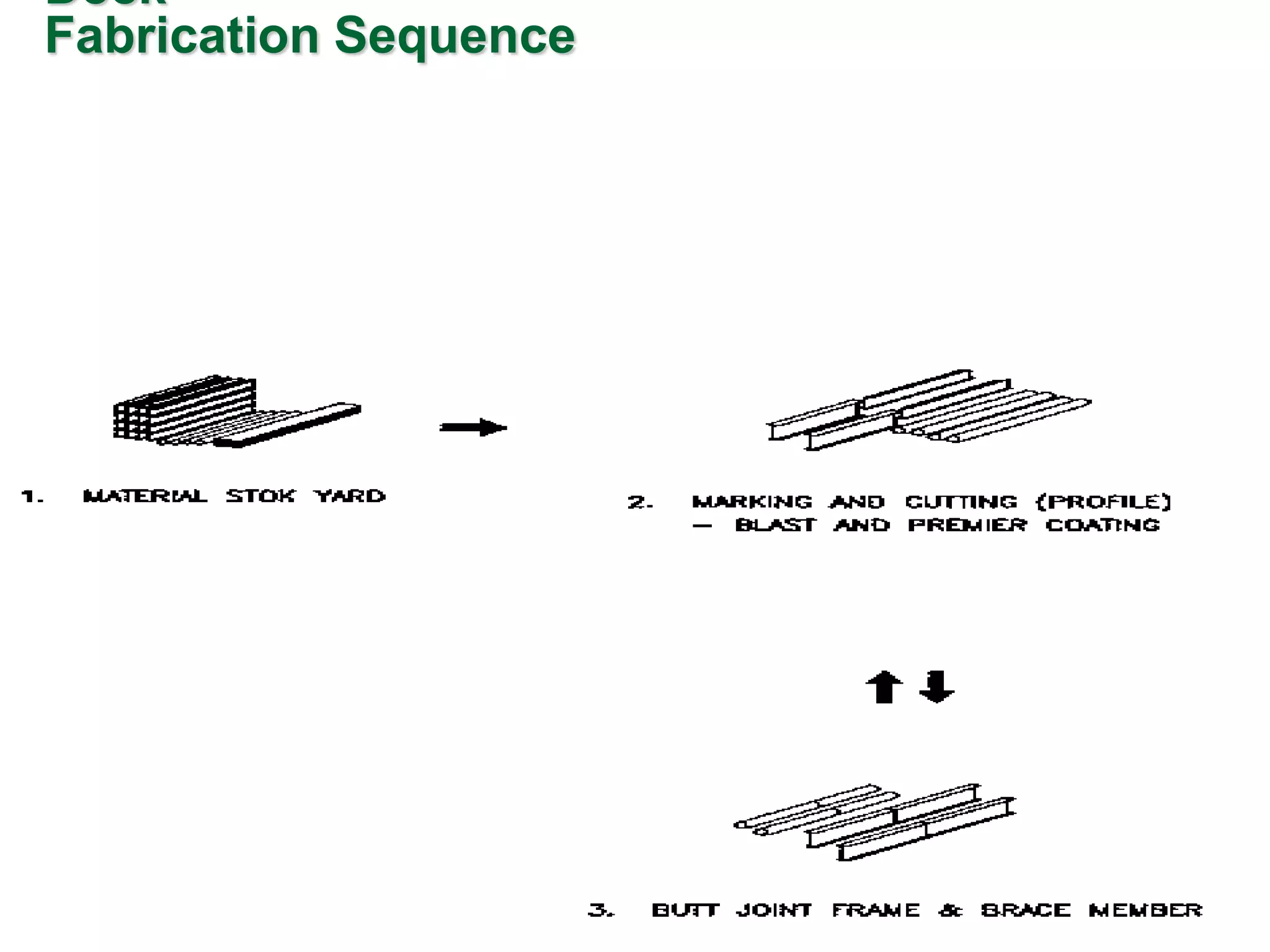
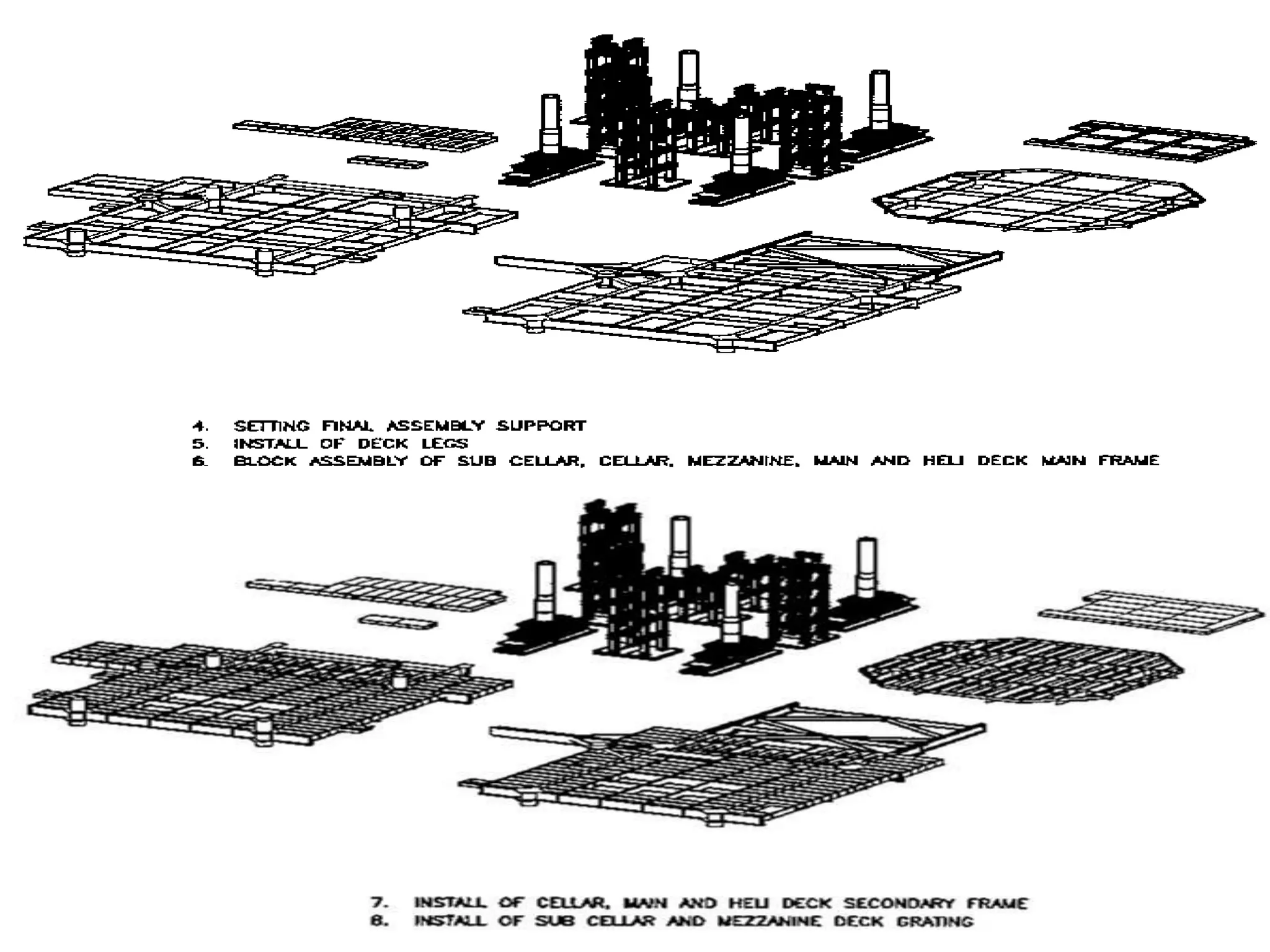
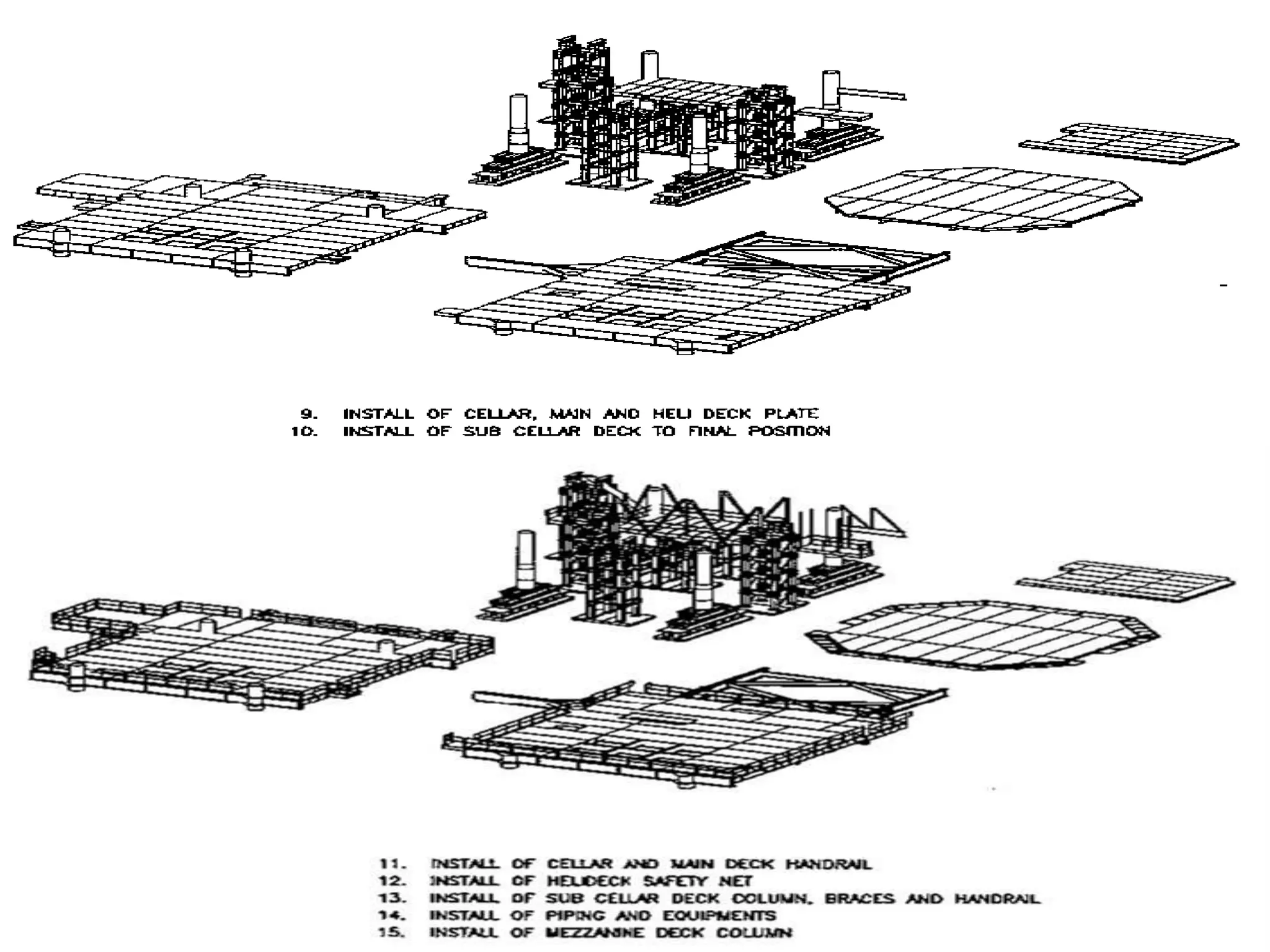
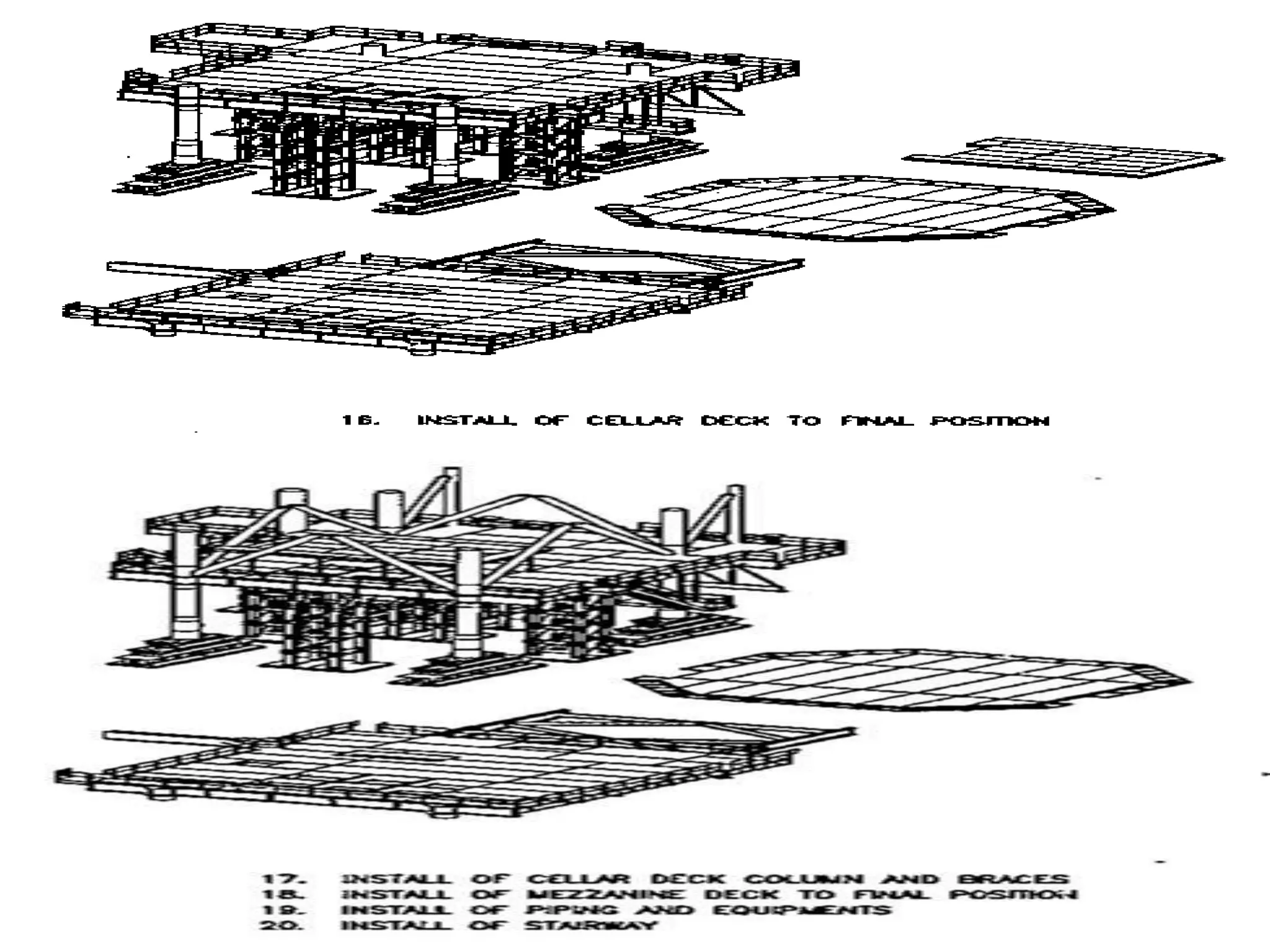
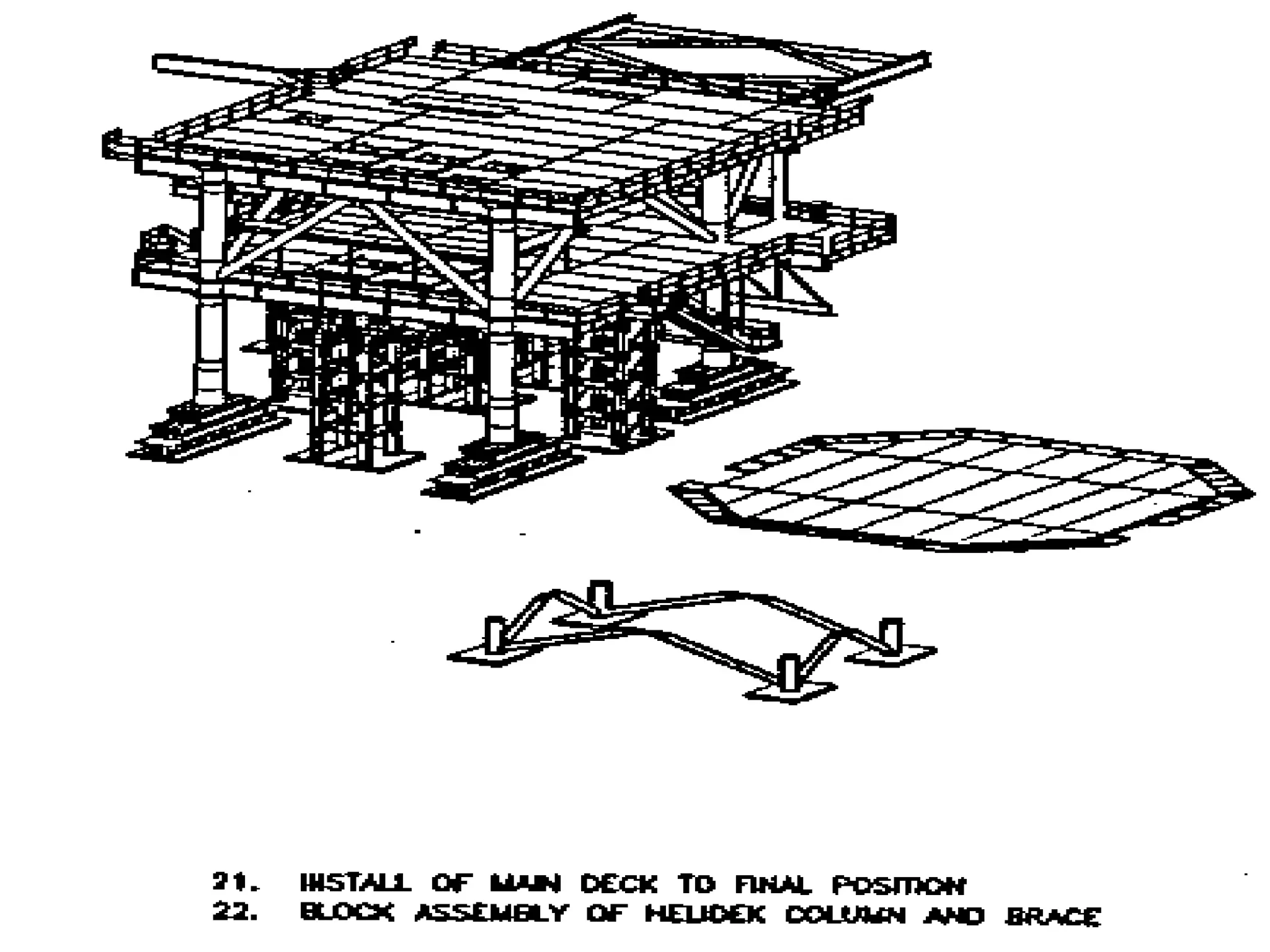
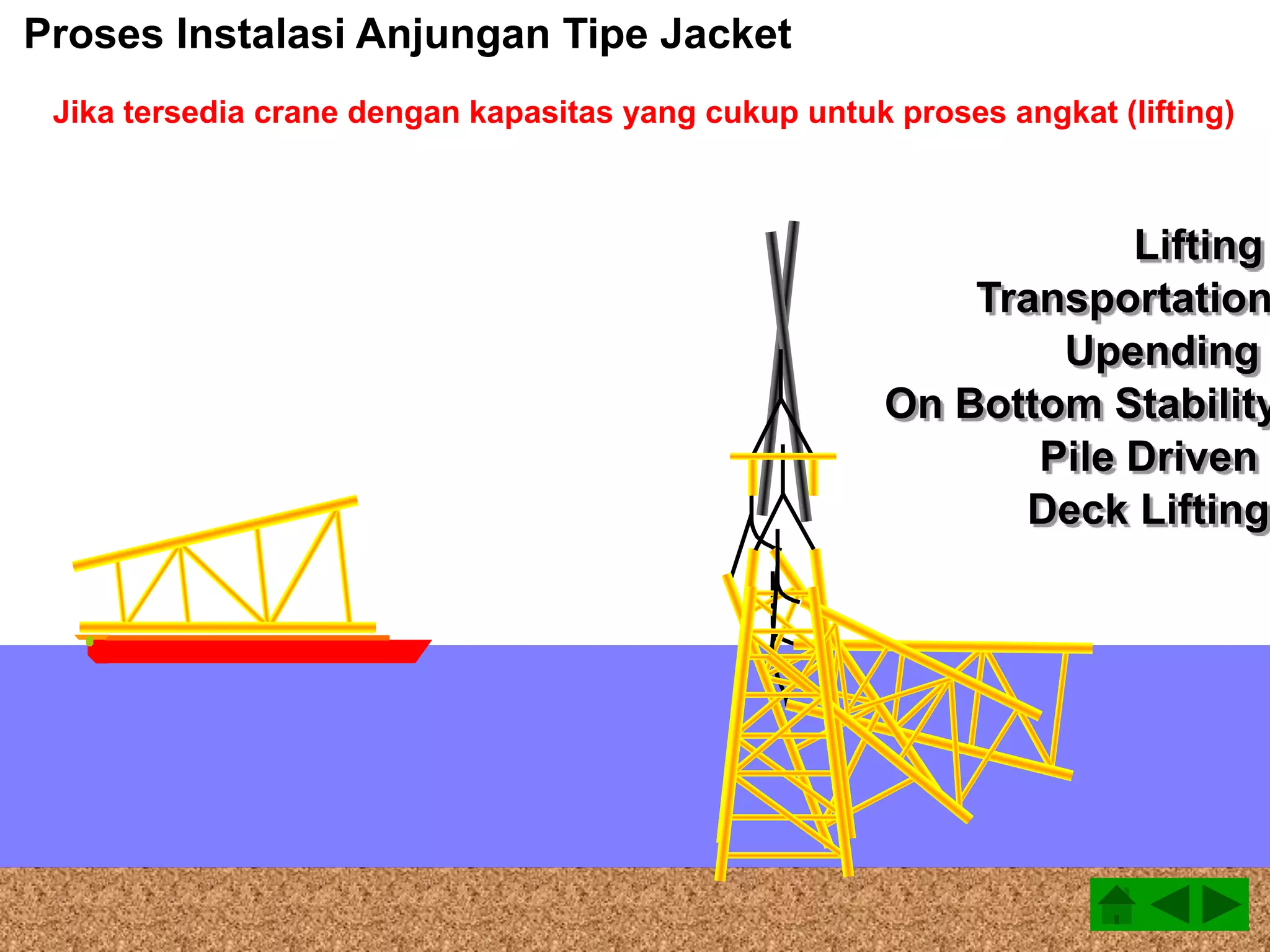
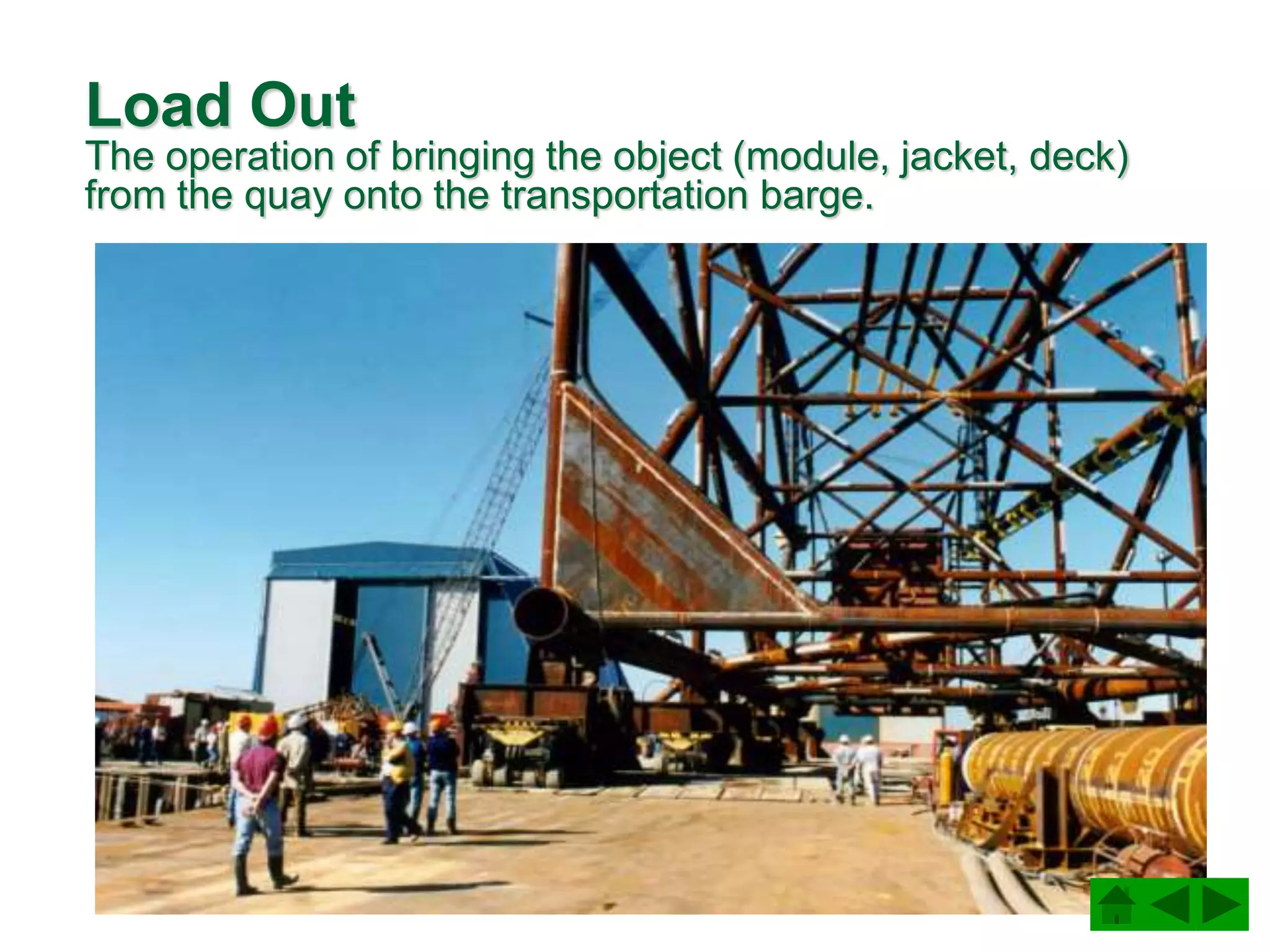
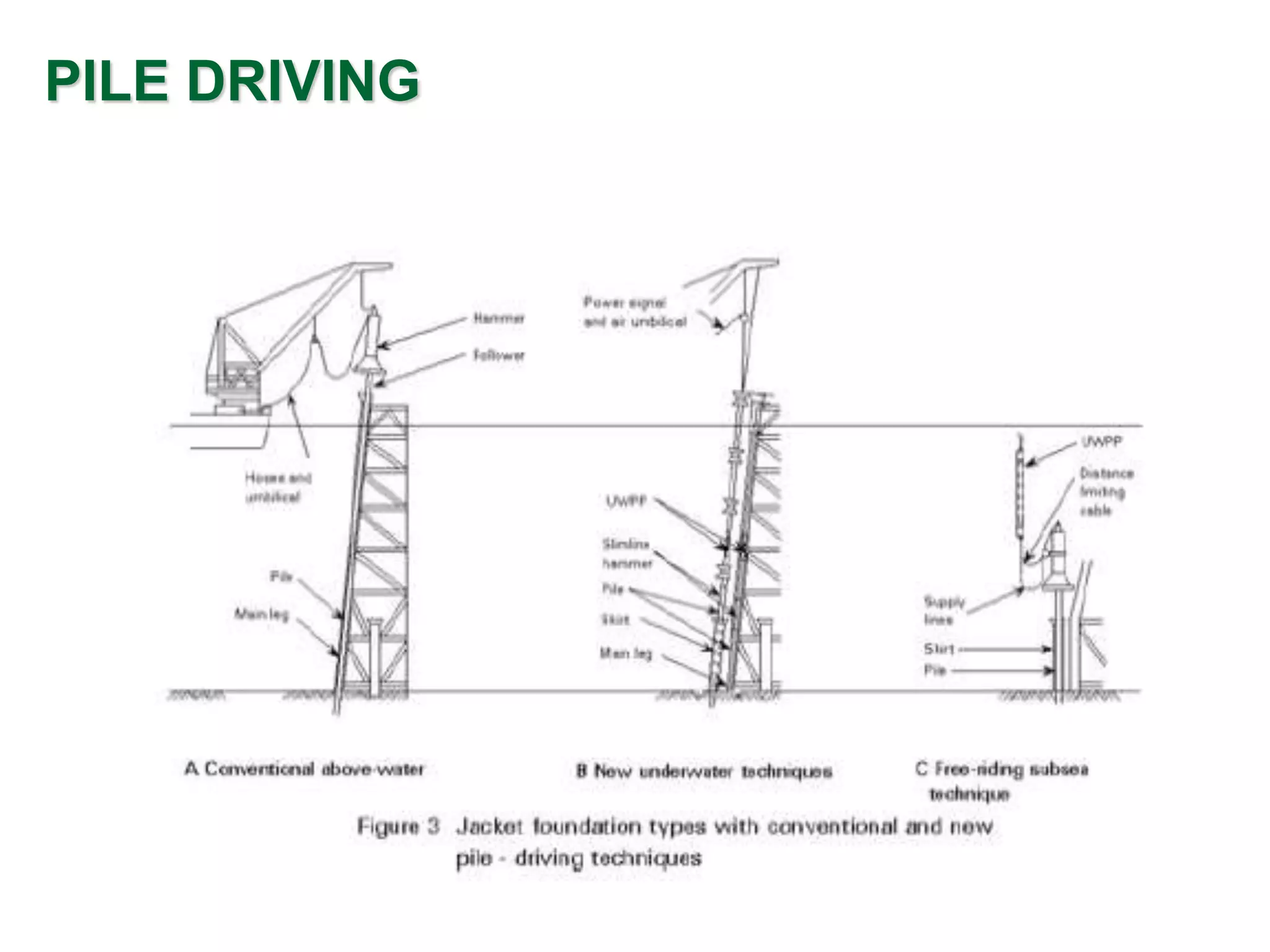
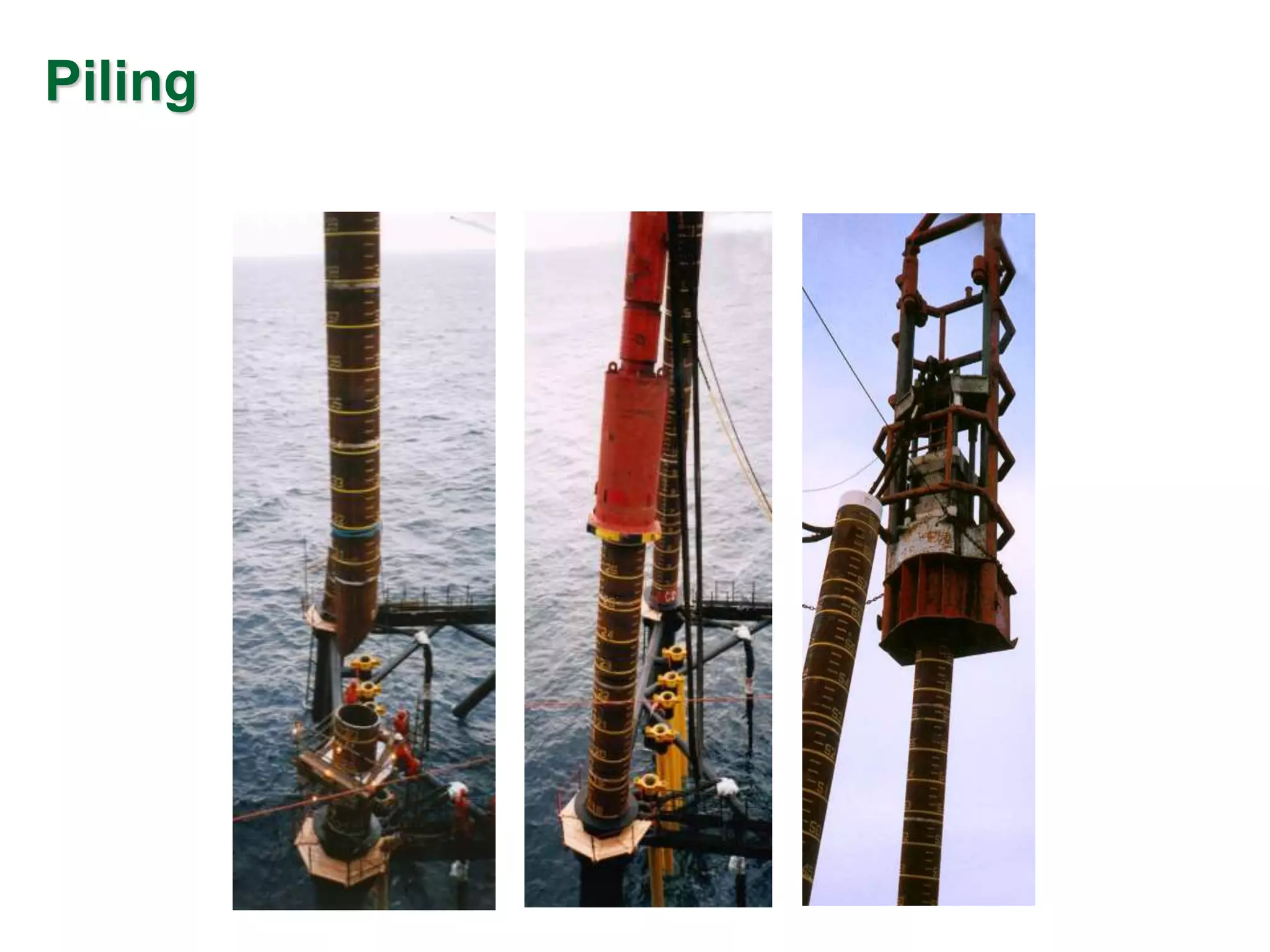
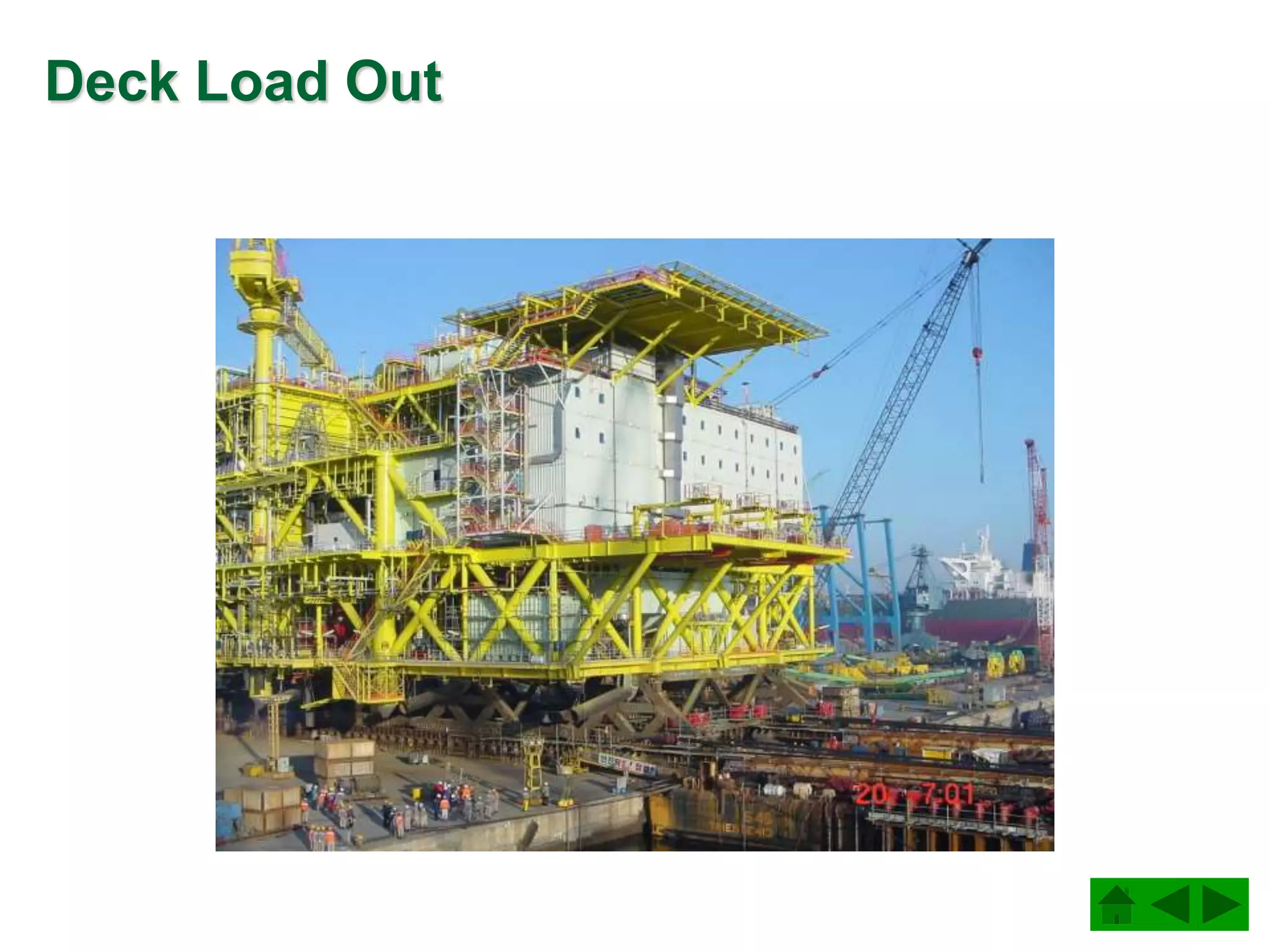
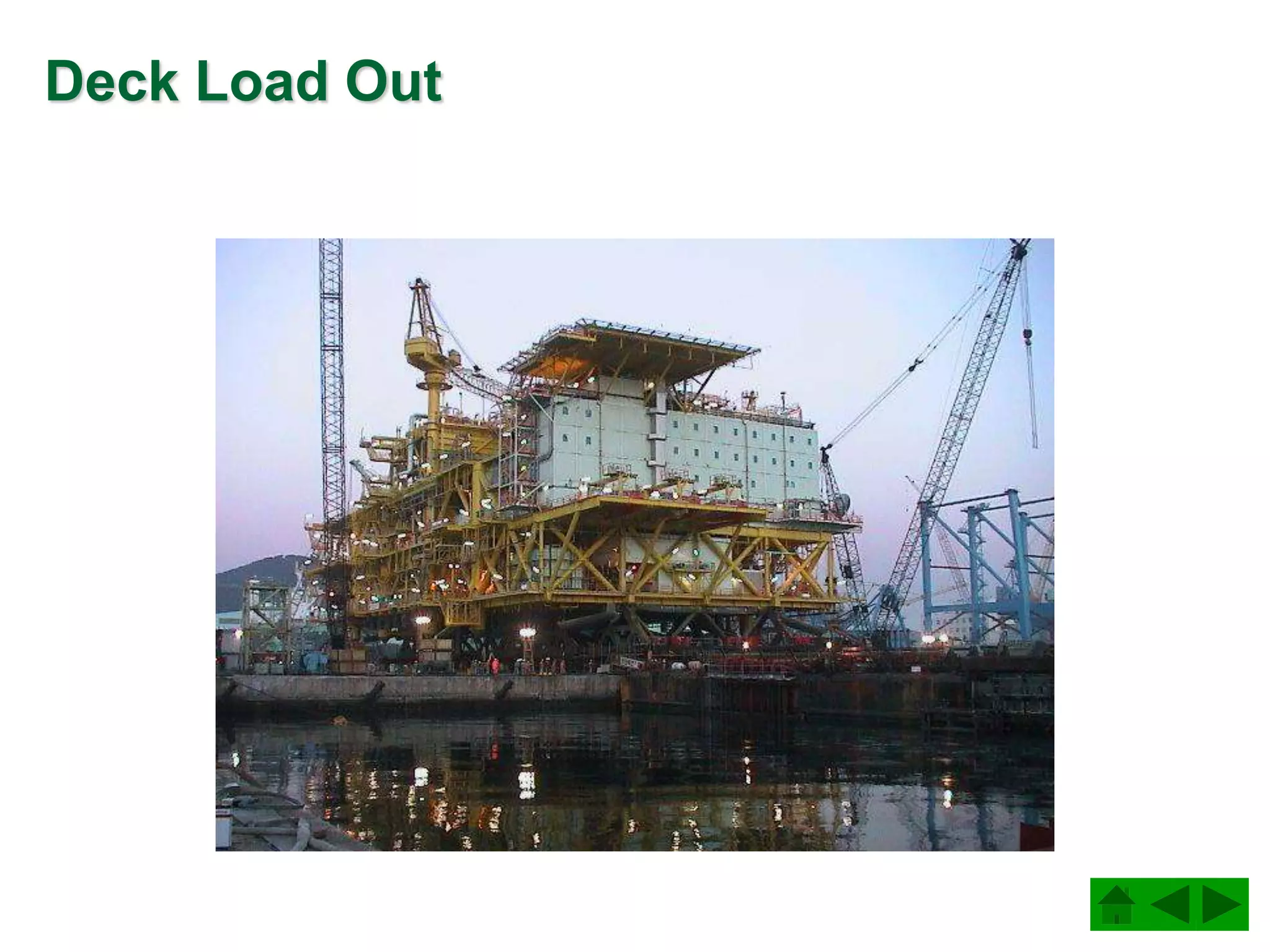
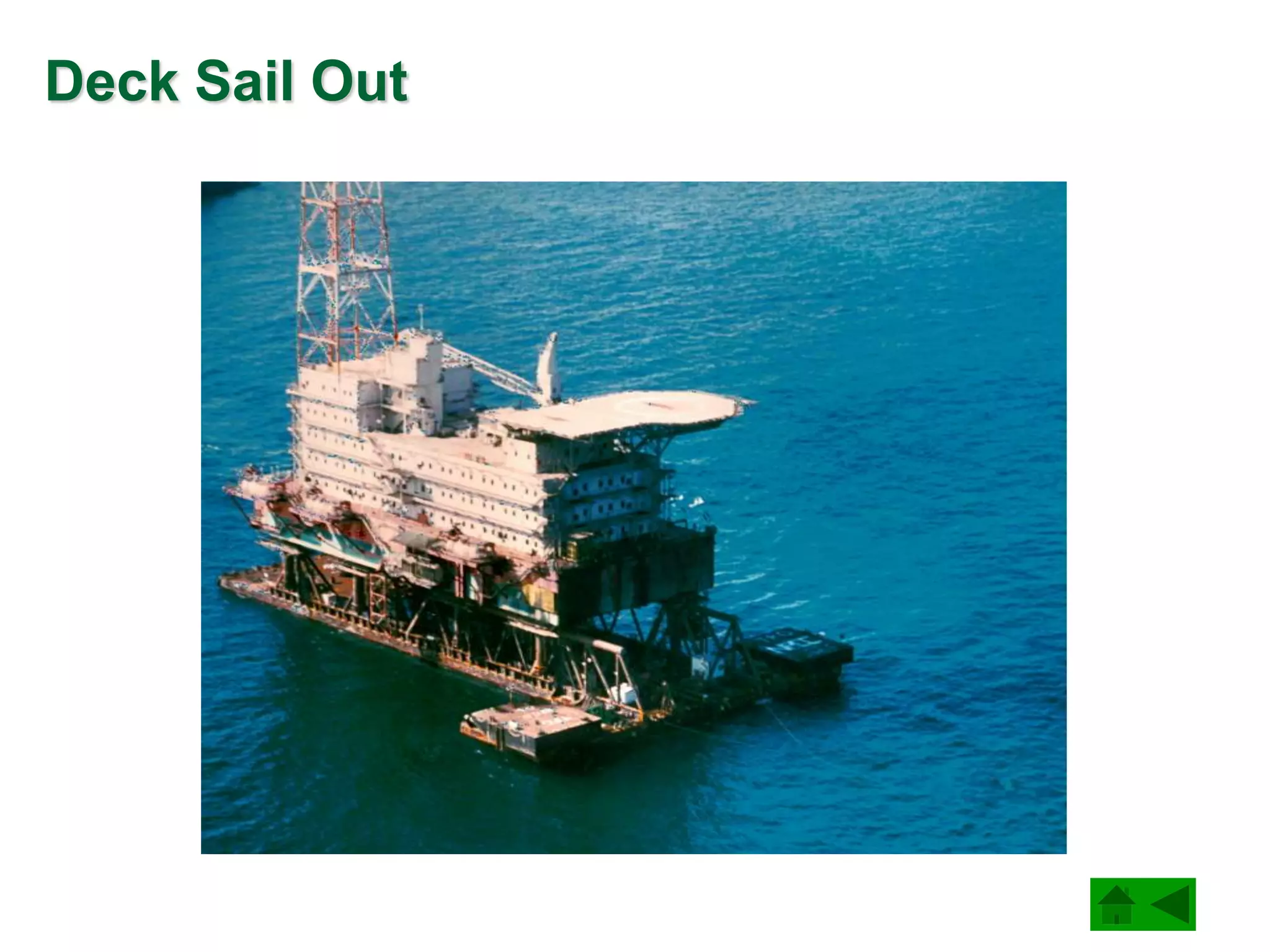
This document discusses the construction of fixed offshore platforms using steel tubular structures. It describes the key phases of fabrication and installation including fabrication of small structural units, jacket structure fabrication, jacket erection, deck fabrication, and lifting and installation of the deck and jacket. Steel tubular joints are welded together during fabrication. The jacket and deck are assembled onshore then transported offshore for installation by lifting with crane vessels. Piles are driven into the seabed to secure the jacket structure.