1. Acetone, Butanol, and Ethanol Production 1
Acetone, Butanol, and Ethanol Production from
feedstock Using Clostridium beijerinckii NCIMB 8052
Abstract: In this study acetone, butanol and ethanol (ABE) production was
attempted from Corn Stover in small cultures using Clostridium Beijerinckii NCIMB
8052. Prior experiments using C. Beijerinckii have yielded ABE solvents in a range of
14.6g/L to approximately 165.1g/L (conducted in fed batch cultures); With about
60% of solution being butanol. From this study, we successfully produced n-butanol,
and ethanol from corn stover fermentation. We produced approximately 4mL of
butanol and 1mL of ethanol from a 1L (86g) corn stover solution. We had a
productivity of about 3.37% (m/m) n-butanol. Through Gas chromatography and
Infrared Spectroscopy, we were able to identify and confirm the presence of butanol
and ethanol from fermentation. We successfully increased productivity have a
solvent yield in a 4:1 ration- 80% butanol and 20% ethanol. This is a 25% increase
from prior ABE fermentation with a solvent yield ration 3:6:1 with approximately
60% butanol in total solution.
Dylan LaFerriere
Professor Brunet
Independent Research
26 April 2016
2. Acetone, Butanol, and Ethanol Production 2
Introduction
Acetone-butanol-ethanol (ABE) fermentation is the second most commonly
fermentation process, right behind ethanol production from potatoes (Jones &
Woods, 1986). In the early part of the 20th century, Chemist Chaim Weizmann
discovered that using a particular bacterial strain of Clostridium to digest starch had
produced three organic compounds; acetone, butanol and ethanol. Acetone at this
time was used to make cordite, a low explosive substitute for gunpowder in World
War I (Granstrom, 2010). Acetone was used to reduce the muzzle blast from
automatic weapons used in the war. This demand for acetone allowed for the
Weizmann/ABE process to be economically viable and commercially used. Ethanol
was also used for a good source of fuel, for it had a high energy content close to that
of gasoline.
The ABE process however, does not yield large quantities of acetone-butanol-
ethanol. The fermentation process produces the ABE solvents in a 3:6:1 ratio being
3 parts acetone, 6 parts butanol and 1-part ethanol (V.V Zverlov, 2006). In the mid
1900s, it was discovered that butanol could be produced petrochemically (Qureshi,
2001). Simply, propylene is reacted with an aldehyde-specifically formaldehyde-to
produce butyraldehyde, which is then reduced to n-butanol. However, this process
requires petroleum oil for the production of ABE solvents. In the past 30 years, oil
prices have been increasing dramatically. The increase in oil prices in directly
proportional to the cost of butanol production from a petroleum based process. The
fermentation process for producing butanol eliminates the need for petroleum
because it uses carbohydrates as a medium for alcohol production.
3. Acetone, Butanol, and Ethanol Production 3
In recent years, extensive research in regards to the ABE process has been
conducted. It is well known that starch is a major component of agricultural crops
(Qureshi, 2001). Starch can be digested by enzymes into sugars such as glucose.
These sugars can then be fermented into acetone, butanol and ethanol by using
strains of clostridia (Formanek, 1997).
Early Experiments
Previous studies regarding butanol production when using clostridia have
focused on yield from starch, starch based materials, agricultural waste and corn. All
of these substrates contain either starch, or glucose. Each of which are capable of
being fermented into ABE solvents.
However, many factors play part in the efficiency of butanol fermentation.
Initial use of the ABE process showed small product yield, low concentration of
products and productivity. Along with this, the cost of substrates (glucose, starch,
agricultural crops) hadn’t been cost effective. In other words, it took more money to
produce the butanol than a company made from distributing it.
In recent years, the interest in butanol fermentation has increased;
experiments have been conducted to find ways to increase ABE production, yield
and productivity all while maintaining a low substrate cost.
Scientist have a strong interest in starch, starch based materials and biomass,
for they all contain fermentable carbohydrates. Along with that, they have also
shown interest in finding other strains of clostridia that may be able to yield greater
values of solvents. Frederic Monot, a French scientist conducted experiments for the
production of acetone and butanol by clostridium acetobutylicum ATCC (American
4. Acetone, Butanol, and Ethanol Production 4
Type Culture Collection) 824 in different mediums (1982). This experiment tested
the yield of ABE due to its interactions with different mediums, all of which
contained a glucose substrate. His results showed that when in the presence of
magnesium sulfate, cell growth of the clostridium had increased greatly along with
product concentration (approximately 3.23g/L solution). Increased concentrations
of potassium chloride, Iron Sulfate, ammonium acetate and glucose all increased
product concentration (6g/L, 5.5g/L, 4.22g/L, 20.44g/L respectively) and cell
growth.
With the knowledge of the increased product concentration from different
mediums, a new medium containing all tested solutions was established for
maximum product yield. It was suggested that a medium- 50-200mg/L Magnesium
Sulfate, 0.015g/L Potassium chloride, 1-50mg/L Iron Sulfate, 1-2g/L ammonium
acetate, and 20 to 60g/L glucose- be used for optimal solvent production (Monot,
1982). Monot's focus was mainly on the ABE solvent production from glucose.
Recently agricultural waste, starch based materials and other sugars are
more desirable substrates than petroleum in further investigations. Corn fiber
arabinoxylan (CFAX) is a hemicellulose commonly found in cell walls of plants. As it
is composed of sugars- glucose, xylose, galactose, and arabinose (a monosaccharide)
all of which can be fermented into butanol using clostridium. Nashib Qureshi tested
the production of acetone, butanol and acetone from corn fiber xylan using
clostridium acetobutylicum P260 (2006). Corn fiber is a byproduct of corn that is
typically used to feed farm animals. The unique characteristic of corn fiber is that it
contains sixty to seventy percent hydrocarbons, of which thirty is hemicellulose.
5. Acetone, Butanol, and Ethanol Production 5
Along with that, the xylan fiber-found in corn fiber- molecule contains chains of
sugars such as glucose, xylose, galactose and arabinose suggesting that it is a
suitable substrate for fermentation (Qureshi, 2006). Clostridium acetobutylicum
lacks the enzymes required for hydrolyzing starches.
A hydrolyzing enzyme breaks down starches and carbohydrates into sugars,
which then can be fermented into the ABE solvents by Clostridia (Qureshi, 2006).
Prior to the fermentation of the corn fiber, a control test was conducted on each of
the sugars present in xylan to test if they could be fermented into butanol. Total ABE
solvent production from glucose, xylose, galactose, and arabinose after 72 hours of
fermentation was 21.37g/L, 11.12g/L, 10.09g/L, and 15.8g/L respectively. In
comparison to the study conducted by Monot (production of ABE solvents from
glucose using clostridium acetobutylicum ATCC 824), there is a clear increase in
ABE production. Monot's results showed a maximum ABE production of 20.44g/L
when using glucose as a substrate. However, Qureshi had collected a maximum ABE
production of 21.37g/L with a glucose substrate. Both experiments yielded very
similar solvent concentrations, thus further supporting the fermentation of butanol
from glucose using strains of clostridium acetobutylicum
After fermentation of xylan substrate, there were no results collected, and no
production of ABE solvents. This suggested the xylanase enzyme had not hydrolyzed
CFAX fully, and the bacteria died of starvation. In order to fix this, xylose was added
to the culture so the bacteria would survive until the production of sugars.
Following, a second trial was run in which data was collected. Results show that the
fermentation yielded a total ABE solvent concentration of 24.67g/L, with a product
6. Acetone, Butanol, and Ethanol Production 6
yield of 0.44, and a productivity of .47g/L*h. In comparison to the control test using
xylan as a substrate, productivity increased by 15%. This is a result of all of the
sugars from xylan being consumed by the Clostridia into ABE solvents (Qureshi,
2006). This evidence further proves increasing levels of production of acetone,
butanol and ethanol solvents through fermentation using clostridium.
Researchers have looked into ABE production using different strains of
clostridium. In previous studies, clostridium acetobutylicum was a common species
of clostridium used in the fermentation of butanol. However, small solvent yields
have discouraged the use of the ABE process with C. acetobutylicum. Recently a new
strain of bacteria has been used, clostridium beijerinckii. Unlike C. acetobutylicum,
this strain of clostridium contains amylase enzymes, this type of enzyme is
responsible for hydrolyzing starches and carbohydrates into sugars and acids,
which then the bacteria can use to ferment into butanol (Formanek, 1997).
Typically, the hydrolysis of starch in the fermentation process is a rate-limiting step
where the fermentation cannot begin until the substrate is hydrolyzed by an
enzyme. In this case, that step is done simultaneously with the fermentation
process. This factor makes clostridium beijerinckii a more ideal culture to use.
Joseph Formanek tested this strain of bacteria in the production of butanol using 6%
glucose and maltodextrin as substrates. Clostridium beijerinckii is found as a wild
type referred to as NCIMB 8052. However, research has shown that a mutant
version, clostridium beijerinckii BA101, has a much higher concentration of amylase
enzymes, making it a better culture to use in the fermentation process.
7. Acetone, Butanol, and Ethanol Production 7
Results from Formanek’s tests show that when using a 6% glucose substrate,
total solvent production from c. beijerinckii was 27.5g/L, of which 18.6g/L was
butanol. In comparison, the wild type strain NCIMB 8052 had yielded a total ABE
solvent concentration of 14.5g/L suggesting the mutant strain BA101 more readily,
and efficiently produces butanol from glucose. When BA101 was tested in a 6%
maltodextrin substrate, total ABE solvent production was measured at 26.1g/L, of
which 18.6g/L was butanol (Formanek, 1997). This evidence helps suggest that
clostridium beijerinckii has a greater solvent production than that of its wild type
strain and in comparison to c. acetobutylicum.
In a similar study conducted in 2001, Nashib Qureshi used the mutant strain
C. beijerinckii to digest starch and produce acetone, butanol and ethanol. His results
had shown that when BA101 was grown on starch in culture, the amylase enzymes
shown an increase in production which further leads to an increase in production
yield. His experiment tested large batch cultures, containing large amounts of sugar
concentrations. When fermentation took place in a batch culture, it produced
51.5g/L of ABE solvents. When fermentation took place in a fed batch culture (for
industrial purposes), it produced a solvent concentration of 165.1g/L. Along with
that, productivity increased from 0.35g/L*h to 0.98g/L*h (Qureshi, 2001). Qureshi's
experiment helped show that clostridium beijerinckii BA101 hydrolyzes starch
more effectively and readily than that of its wild-type strain, and it also
demonstrates an increase in production and productivity. With more knowledge on
the effects of clostridium beijerinckii BA101 in the fermentation of butanol,
investigation on a greater ABE production has taken place.
8. Acetone, Butanol, and Ethanol Production 8
In 2002 the production of butanol from starch based peanuts and
agricultural waste was conducted. Packaging peanuts were created as an
alternative, biodegradable source for packaging material for transport. With such a
large amount of packaging peanuts produced, there is an abundance of them. As
they are starch based (88.4wt%), they are able to be digested into carbohydrates,
and later fermented into butanol (Jesse, 2002). As a control experiment, starch was
used as a substrate to test for butanol production with BA101. Results from the test
showed that solvent production from starch was 27.4g/L. When starch based
packaging peanuts were used as a substrate, ABE solvent production was recorded
at 21.7g/L, with a productivity of .20g/L*h. Although there was a decrease in solvent
production from packaging peanuts in comparison to starch, the sole fact of butanol
production from starch based peanuts gives hope for future research in this area.
C. Beijerinckii was also tested with agricultural waste to test for ABE solvent
production. Two types of agricultural waste were tested: model waste, and actual
waste. Model waste was composed of packaging peanuts, cracked corn, apples, and
pears diluted to a 1-liter volume with distilled water; whereas the actual waste was
composed of apple drops, packaging peanuts, and cracked corn with 50 milliliters of
distilled water. Model waste was created as a control group to use for comparison in
relation to actual agricultural waste. Acetone, butanol, and ethanol were produced
in both model and actual agricultural waste. However, results showed that ABE
solvent production in model agricultural waste was 20.3g/L in comparison to
14.8g/L from actual agricultural waste (Jesse, 2002) In a similar study conducted by
Nashib Qureshi and Badal C. Saha, they tested the butanol production from wheat
9. Acetone, Butanol, and Ethanol Production 9
straw hydrolysate using C. beijerinckii P260. Wheat straw is a dry stalk after the
wheat has been removed. It is also another type of agricultural waste, closely related
to the study done by TW Jesse in 2002. Results from the test show that when a
wheat straw substrate is fermented using C. beijerinckii P260, a total ABE solvent
concentration of 25.0g/L, a yield of .42 and productivity of .60g/L*h were collected
(Qureshi, 2007). In a controlled experiment involving glucose and c. beijerinckii
P260, total solvent concentration was at 20.1g/L with a yield of 0.41, and a
productivity of 0.28g/L*h. These results suggest that wheat straw yields larger
production of solvents than does glucose, making it an excellent substrate for
butanol production. These past studies have given great insight to understanding
the production of butanol through fermentation. Several strains of clostridia have
proven to be efficient in converting starch, agricultural wastes and sugars into
useful byproduct such as acetone, butanol, and ethanol.
In moving forward, a focus on the production of ABE solvents from feed
stock/biomass seems to be ideal. Such biomasses are sugar cane, agricultural
residues, corn stover etc. Feedstock has unique characteristics that can be used
effectively in ABE production. The composition of biomass is mainly carbohydrates,
made up almost entirely of sugars: 30-50% cellulose and 20-40% hemicellulose
(Lee, 2007). Cellulose can be broken down commonly into glucose, which is a
common substrate used in the ABE process. If biomass were to be treated with
actively growing clostridium, the sugars present will ferment to produce acetone,
butanol and ethanol solvents. Corn stover is one of few byproducts of biomass that
has not been tested for its production of butanol. Corn stover is a lignocellulosic
10. Acetone, Butanol, and Ethanol Production 10
biomass-the non-starch, fibrous part of plant material. The biggest desire to use
corn stover is because it is an abundant material, and renewable. In looking at the
chemical composition of corn stover, it is made almost entirely of sugars, both
mono- and polysaccharides. Like most biomass it has a high percentage of cellulose,
and hemicellulose. With such high efficiency of sugars, it seems likely that it is a
good candidate for ABE production. In continuing, corn stover also contains around
20 percent Xylan-a polysaccharide found in plant cell walls. Xylan is also referred to
as a group of hemicellulose chains; this we know can be fermented into ABE
solvents. However, as stated earlier in 2006 Nashib Qureshi measured butanol
production from xylan fiber found in corn stalks using Clostridium acetobutylicum
P260 and found it was a suitable substrate for production; although it was noted
that xylose was added to the medium broth prior to inoculation to prevent
starvation of the bacteria.
To test this hypothesis, corn stover will be blended together into a fine dust
and placed in a dilute solution of a strong acid. This is known as an acid digestion;
the acid will break down sugar and starch bonds in the material, and allow them to
remain in solution. With the starches and sugars broken into the medium, we can
filter the solid waste out. The biomass mixture will then be inoculated in separate
tests with an actively growing culture of Clostridium beijerinckii NCIMB 8052.
Fermentation will be conducted in an anaerobic chamber for 72 hours, and perched
with nitrogen gas to remove any oxygen. ABE solvent production will be tested
through gas chromatography. A calibration curve will be constructed in order to test
for final concentration of products. A calibration curve looks at the area of peaks of
11. Acetone, Butanol, and Ethanol Production 11
compounds, and that area is analogous to the concentration of that product. The
calibration curve will be a reference for trying to estimate the approximate
concentration of ABE solvents from this study. 1-Butanol is the desired product we
are looking for. If we can find a way to increase the productivity of butanol from the
ABE process, then it would be a more desirable way to create butanol biofuels.
It is beneficial to look at the overall process through a simulation and
understand the chemical reactions that the corn stover substrate will undergo.
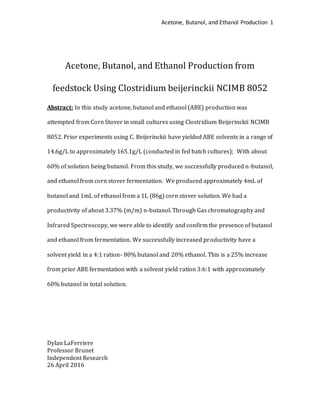
Figure 1.1 Procedure Flow Chart
*The above diagram depicts the simulation process of the study. It begins with corn stover
to the milling process; followedby acid digestion, fermentation, gas stripping of ABE
solvents, condensations and then distillation of ABE solvents
Corn Stover Grind & Mill Sulfuric Acid Digestion IncubateMedium
48Hrs
InoculateC. Beijernickii
NCIMB 8052 Spores in
ThioglycolateMedium
Incubate spores 48Hrs
Transfer Corn Stover
Medium to
Fermentation Vessel
Purge Vessel w/
Nitrogen Gas
Transfer C. Beijernickii
to fermentation Vessel
w/constant Nitrogen
Gas
Fermentation (72Hrs)
Fractional Distillation
(up to 100℃)
Extract Butanol from
fermentation
solution/water with
Diethyl Ether
EvaporateDiethyl
Ether w/Nitrogen Gas
Gas Chromotography
and IR Spectra
12. Acetone, Butanol, and Ethanol Production 12
Fractional Distillation will remove acetone, butanol, and ethanol separately
in order to measure concentration and product yield. Due to the difference in
colligative properties of each ABE solvent, we can use fractional distillation to
remove each of the three solvents. Acetone being removed first, followed by ethanol
and lastly butanol. The distillation column will be packed with glass beads. We will
stop fractional distillation when the temperature reaches 100℃; this is when water
will be separated, and with the excessive amount of water in solution, this process
would be tedious. To avoid this problem, we will separate n-butanol from the
remaining fermentation mixture with an ether extraction. The ether/butanol layer
will be bubbled with nitrogen gas to evaporate the ether.
Table 1.1 Boiling points of ABE solvents
Compound Boiling Point (°C)
Acetone 56.3
Ethanol 78.3
Water 100
Butanol 117.7
Figure 1.2 Fractional Distillation Diagram
13. Acetone, Butanol, and Ethanol Production 13
The above image is an apparatus used forfractional distillation. The Bunsen burner
will be replaced witha heating mantle to secure the round bottom flask.
Materials and Methods
Bacteria Culture propagation
Clostridium Beijerinckii NCIMB 8052 spores were purchased from
http://www.atcc.org/Products/All/51743.aspx#history, and stored at 4C until
ready for use. In order for proper growth of bacteria, and anaerobic chamber was
required for rehydration, inoculation and incubation of bacteria. To create
anaerobic conditions, we used a sodium Thioglycolate medium to grow the C.
beijerinckii spores.Thioglycolate is an anaerobic medium that reduces oxygen gas in
solution to water. Thioglycolate medium is composed of sodium Thioglycolate,
thioglycolic acid, l-cysteine, methylene blue and 0.05% agar. Sodium Thioglycolate,
thioglycolic acid and L-cysteine are responsible for the reduction of oxygen gas in
solution. Methylene blue is an indicator that turns blue/green when in the presence
of oxygen, and the agar helps slow diffusion of oxygen back into solution.
Thioglycolate is a strange medium, as it diffuses oxygen throughout the medium;
where at the top of the medium there is a large amount of oxygen and at the bottom
of the solution there is zero oxygen present. Due to this effect, Thioglycolate can
grow multiple types of bacteria at the same time. However, in respect to C.
beijerinckii, it will grow spores at the bottom of the solution where there is no
oxygen present.
Figure 3.1 Clostridium beijerinckii and Thioglycolate
14. Acetone, Butanol, and Ethanol Production 14
*The figure here shows the C. beijerinckiiNCIMB8052 spores growing in
Thioglycolatemedium. The cloudy sediment at the bottom of the flaskis the bacteria
growth. The bottom of Thioglycolatemedium lacksoxygen, this allows for anaerobic
bacteria to propagate.
Corn Stover Pretreatment
Corn stover was a generous donation from May-Val Farms in West Hampton,
Massachusetts. Approximately 86g of corn stover was ground into fine particles
using a blender. The resulting corn stover was suspended in 1L 5M Sulfuric acid. 5M
Sulfuric acid was prepared by diluting 10mL of concentrated Sulfuric acid with
990mL of distilled water. The solution was autoclaved at 121C for 1 hour, and then
cooled to room temperature. The pH of the solution was adjusted to 5.0 with
approximately 60mL of 6M Sodium Hydroxide. The final pH of the system was
recorded at 5.8. The final solution was incubated at 45C for 72 hours.
Approximately 48 hours into incubation, mold became apparent on the surface of
15. Acetone, Butanol, and Ethanol Production 15
the medium. The flask was removed, autoclaved at 121C and placed back in the
incubator for another 24 hours. The autoclave killed off the mold present in
solution. Following incubation, the flask was removed and the solid corn stover was
decanted from solution using vacuum filtration. The solution was stored at 4C.
Prior to bacteria inoculation and fermentation of corn stover medium, the
media was neutralized to a pH of 7. To do so, 12.49g of Calcium Carbonate were
added to the medium to neutralize the solution. A LabQuest 2 with pH probe was
used to monitor the pH. The resulting pH of the solution was 7.00. The calcium
carbonate reacts with the sulfuric acid present in solution to make an insoluble salt,
calcium sulfate. The salt was removed from the medium through vacuum filtration.
2.5mL of yeast extract (40g/L) was added to the medium. The corn stover medium
was stored at 4C.
Fermentation
Fermentation studies took place in a 5L fermentation vessel with multiple
attachments. There was a bubbler attached to the inside of the system, to which a
line of nitrogen gas was attached. The is a release valve that comes out of the system
for the release of pressure and oxygen purged out by the nitrogen gas. The pressure
release line was attached to a water trap, so that any oxygen that would exit or enter
the trap would get trapped in the water, and would not enter the system. The vessel
was bolted shut to ensure the container is free of oxygen.
16. Acetone, Butanol, and Ethanol Production 16
Figure 5.1 Fermentation Vessel
*in the photo is the nitrogen gas tank with entrance line on the right hand side of the phot.
The pressure release line is coming out the left side of the fermenter, attached to the double
trap
A Bioreactor was not suitable for this fermentation, as it could not do
fermentations under anaerobic conditions.
1L of corn stover medium (pH 7) was transferred to the 5L fermentation
vessel. The system was closed, and purged with nitrogen gas to remove any oxygen
present in the system and the medium. The Nitrogen tank was set at 16psi, and the
valve was opened just enough for gas to pas through. There was gentle bubbling
through the solution. 10mL of grown C. beijerinckii was transferred to the vessel
containing the corn stover medium. The system was perched with nitrogen gas for
10 minutes. The system was purged of oxygen once every 24 hours for 3 days. The
fermentation was concluded following 72 consecutive hours. An aliquot of the raw
fermentation mixture was taken, and a Gas chromatograph of the solution was
taken. The spectra showed one large, clear peak with a retention time of 7.01
17. Acetone, Butanol, and Ethanol Production 17
minutes. The solvents were extracted through fractional distillation and an ether
extraction.
Fractional Distillation
The fermentation solution was placed in a 500mL 3-necked round bottom
flask with an additional funnel and a fractional column attached. The flask was
placed in a sand bath and slowly heated at 100℃. At approximately 78℃, there was
approximately 1mL of solution collected. When the solution was heated to 100℃,
fractional distillation was halted to avoid the removal of water from the
fermentation solution.
Fractional Distillation Module:
*The fractional distillation set-up used for the separation, and purification of ethanol. The set-up
included a 500mL 3-necked round bottom flask with an addition funnel and fractional column
attached. A thermometer-measured vapor temperature- and a condensation column was attached to
the fractional column. A 125mL Erlenmeyer flask was used as the collection glass.
18. Acetone, Butanol, and Ethanol Production 18
Ether Extraction
The remaining fermentation solution (300m) was set aside for a diethyl ether
extraction. The process was done by placing 50mL of fermentation solution into a
125mL separatory funnel and 25mL of diethyl ether was added. The mixture was
shaken vigorously, and pressure was released from the funnel. The solution was
allowed to settle and the two layers were separated. The bottom aqueous layer was
removed from the funnel and placed in a beaker labeled “waste.” The top layer of
ether and butanol was then extracted and placed in a 400mL beaker. The extraction
was done until all of the fermentation solution has been used. The ether and butanol
solution was then placed in a 100mL test tube, and nitrogen gas was used to flush
the solution. The process caused an evaporation of the ether in solution. The process
was halted when condensation inside the tube no longer occurred. This meant all of
the ether had been evaporated. The remaining butanol was measured at 4mL. The
butanol was placed in a 5mL screw-cap vial. The butanol was characterized through
gas chromatography and infrared spectroscopy.
Analysis
Both products extracted (Ethanol, n-Butanol) were characterized using Gas
Chromatography and Infrared Spectroscopy. The IR spectra allows us to identify
functional groups present in solution, and the GC allows us to confirm the presence
of the two products from fermentation. Infrared spectroscopy sends a beam of
infrared light through the liquid sample. When the frequency of the beam is
equivalent to the absorbance of the vibrational modes for the different bonds
present in the molecule, a peak is electronically plotted on a graph. The different
19. Acetone, Butanol, and Ethanol Production 19
bonds in the molecule absorb infrared light at different frequencies. The peaks elute
out on the graph. The graph is a relation between wavenumber (1/cm) and
absorbance. When the peak frequencies are collected, they are compared to
tabulated values of standard bond frequencies. This allows us to identify the
functional groups present in the molecule.
Gas chromatography works solely on the boiling point of the product. A
microliter sample of each product is injected into a 10% carbowax column that
contains an inert, polar solid. As the column is heated from 40℃-130℃, as the
product evaporates into the gas phase, a helium carrier gas caries the gaseous
product along the column to a detector, which then identifies the product, and a
peak is eluted out onto a graph at different times-this is also known an retention
time. The peak represents the time it took for the gas to be detected by the GC. Since
each sample evaporates at a specific boiling point, we can compare our
peak/retention times to standard solutions’ retention times to confirm the identity
of the product.
Results
Infrared Spectroscopy
A small sample of each product was placed on the detector of the IR, and the
sample was measured. The IR spectra were clear with minimal contaminants in the
graph.
20. Acetone, Butanol, and Ethanol Production 20
IR Functional Group wavenumber
Type of Bond Wavenumber (1/cm) Intensity
C = C 1680-1600 Medium
C = N 1650-1550 Medium
Benzene Ring ~1600 and ~1500-1430 Strong to weak
C = O 1780-1650 Strong
C – O 1250-1050 Strong
O – H (alcohol) 3650-3200 Strong, broad
O – H 3300-2500 Strong, Very Broad
C – H 3300-2700 Medium
IR spectra n-Butanol
21. Acetone, Butanol, and Ethanol Production 21
*The IR spectra of n-butanol produced from fermentation was taken. The large,
broad peak at ~3500 1/cm is noted to be an alcohol group. The peak at ~3000 1/cm
represents the sp3 carbons present in the butanol molecule.
IR Spectra n-Butanol Standard
*The spectra of standard n-butanol shows a broad peak at ~3400 1/cm and
another peak at ~3000 1/cm. The peaks found represent the alcohol and sp3
carbons present in the molecule.
The IR spectra helped us identify the alcohol (O-H) group at ~3450 1/cm. This is the
main group found in the butanol molecule. The peaks at ~3000 1/cm represent the
sp3 carbons found in butanol. The two spectra are identical to each other, and if
superimposed, there would be no discrepancies between the two.
Gas Chromatography
A gas chromatograph spectrum of each product was taken on a Buck
Scientific Model 310 Gas Chromatograph with a 10% carbowax column and helium
carrier gas was used. The initial temperature was set at 40℃, held for 1 minute,
22. Acetone, Butanol, and Ethanol Production 22
ramped at 10℃/min, and brought to a final temperature of 130℃. A 1𝜇L sample of
each product was injected into the GC. A 5mL aliquot of the fermentation solution
was taken from the vessel directly following the 72 hours of fermentation. A GC
spectrum of the aliquot and each purified product was taken.
GC Retention Times
Solvent Peak
Retention time
(min)
Aliquot Retention
Time (min)
Distillation
fractions
Retention Time
(min)
Acetone 1 2.01 - -
Ethanol 2 3.33 3.30 3.26
Water 3 5.50 5.69 5.31
Butanol 4 6.50 7.01 6.36
A GC of standard (acetone, ethanol, water, butanol) samples were run, giving
retention times (min) of 2.01, 3.33, 5.50, 6.50 respectively. The aliquot showed
retention times of 3.30min, 5.69min, and 7.01 minutes. In comparison, the fractional
distillation products showed retention times of 3.26min, 5.31min, and 6.36min.
Productivity and Mass Percent
The productivity of the corn stover fermentation was measured in terms of
total volume butanol produced per grams of corn stover used.
𝑃𝑟𝑜𝑑𝑢𝑐𝑡𝑖𝑣𝑖𝑡𝑦 =
𝐵𝑢𝑡𝑎𝑛𝑜𝑙 ( 𝑚𝐿)
𝐶𝑜𝑟𝑛 𝑆𝑡𝑜𝑣𝑒𝑟 ( 𝑔)
23. Acetone, Butanol, and Ethanol Production 23
𝑃𝑟𝑜𝑑𝑢𝑐𝑡𝑖𝑣𝑖𝑡𝑦 =
4𝑚𝐿
86(𝑔)
= .0465𝑚𝐿/𝑔
From the data above, we can conclude that for every 86g of corn stover used, we
produced 4mL of butanol yielding a productivity of 0.0465mL/g. To better evaluate
the production of butanol, we calculated the mass percentage of butanol produced.
% 𝑀𝑎𝑠𝑠 =
𝑀𝑎𝑠𝑠 𝐵𝑢𝑡𝑎𝑛𝑜𝑙 ( 𝑔)
𝑀𝑎𝑠𝑠 𝐶𝑜𝑟𝑛 𝑆𝑡𝑜𝑣𝑒𝑟 ( 𝑔)
× 100
% 𝑀𝑎𝑠𝑠 =
(4𝑚𝐿 𝐵𝑢𝑡𝑎𝑛𝑜𝑙)(
0.81𝑔
𝑚𝐿
)
86𝑔 𝐶𝑜𝑟𝑛 𝑆𝑡𝑜𝑣𝑒𝑟
× 100
% 𝑀𝑎𝑠𝑠 =
3.24𝑔 𝑏𝑢𝑡𝑎𝑛𝑜𝑙
86𝑔 𝐶𝑜𝑟𝑛 𝑆𝑡𝑜𝑣𝑒𝑟
× 100
% 𝑀𝑎𝑠𝑠 = 3.77%
From the mass percent, we have discovered that of the 86g of corn stover, 3.24g of
butanol were produced for a 3.77% productivity.
Conclusion
In conclusion, results show ethanol and butanol have successfully been
produce from agriculture biomass. The fermented corn stover solution was purified
through fractional distillation and each collected solution was observed through gas
chromatography and IR spectra. From the comparison of standard retention times
and standard IR spectra, it can be concluded that the solvents produced are ethanol
and butanol, with a minor product of acetic acid. The overall yield of the
fermentation shows a total of 4mL butanol, having a productivity of 0.04651mL/g or
3.77% (m/m). This fermentation yields a 4:1 ratio of butanol and ethanol; 80%
butanol and 20% ethanol. In comparison to previous research in ABE fermentation
24. Acetone, Butanol, and Ethanol Production 24
from agricultural waste, the reaction has a 3:6:1 ration acetone, butanol and ethanol.
In previous reactions, only about 60% of total products was butanol. This research
of corn stover as the substrate medium shows a 25% increase of butanol in
comparison to previous research. The United States Department of Agriculture
states that there is approximately 111 million tons of agriculture waste in the US. If
all of the waste was used in fermentation, and knowing a 3.77% production of
butanol, we can conclude that approximately 1.25 billion gallons of butanol could be
produced, or about 29.7 million barrels of butanol. This is a major increase in
production of bio-butanol. However, it is concerning that acetone was not produced
through fermentation. In order for this to be analyzed, a batch fed fermentation
should be conducted to identify all major products of the ABE process.
Since the discovery of the ABE solvents through fermentation of sugars using
Clostridia, extensive research on increased solvent production, yield and
productivity has been done. Ethanol and butanol are two byproducts of the ABE
process, both of which are excellent alternatives for fuel.
In the early 20th century, ethanol was commonly used for fuel production for
its high heating content at 26000MJ/𝒎 𝟑
(Granstrom, 2010). However, butanol is a
far more superior fuel substitute to ethanol. Butanol contains approximately 22%
oxygen (Qureshi, 2006) and has a heating content of 29000MJ/𝒎 𝟑
(Granstrom,
2010). Butanol is significant for it is nearly identical to gasoline in the way that it
burns. The goal of future research is to have a substantial increase in butanol
production from anaerobic fermentation using inexpensive substrates. It has been
shown, that common fermentation substrates included starch, and sugars. But due
25. Acetone, Butanol, and Ethanol Production 25
to high economic value, this discouraged the use of fermentation of ABE solvents.
Recent studies have shown that alternative substrates such as agricultural waste,
corn fiber, packaging peanuts, and biomass such as wheat straw have shown
increased production of ABE. Improvements in ABE solvent production, with a 25%
increase of butanol compared to prior research helps support future studies to the
potential commercialization of butanol as a biofuel and safe alternative to
petroleum-derived fuel.
26. Acetone, Butanol, and Ethanol Production 26
References
"Clostridium Beijerinckii Donker Emend. Keis Et Al. (ATCC® 51743™)." ATCC. ATCC,
2014.
Formanek, Joseph. "Enhanced production by clostridium beijerinckii BA101 grown
in semi defined P2 medium containing 6 percent maltodextrin or glucose."
Applied and Environmental Microbiology 63.6 (1997): 2306-2310.
Granstrom, Tom. "Process for biobutanol." Aalto University: School of Sciences and
Technology (2010):1-22.
Lee, DoKyoung. "Composition of Herbaceous Biomass Feedstock." South Dakota
State University 1.07 (2007): 1-16.
Monot, Frederic. "Acetone and butanol production by clostridium acetobutylicum in
a synthetic medium." Applied and Environmental Microbiology 44.6 (1982):
1318-1324.
Qureshi, Nashib. "Butanol production from wheat straw hydrolysate using
clostridium beijerinckii." Bioprocess Bio-system Engineering 30.1 (2007):
419-427.
Qureshi, Nashib and HP Blascheck. "Recent Advances in ABE fermentation: hyper-
butanol producing clostridium beijerinckii BA101." Journal of Industrial
Microbiology and Biotechnology 27 (2001): 287-291.
27. Acetone, Butanol, and Ethanol Production 27
Qureshi, Nashib & H.P. Blaschek. “Recovery of butanol from Fermentation Broth by
Gas Stripping.” Renewable Energy 22 (2001): 557-564.
Qureshi, Nashib & Xin-Liang Li. "Butanol Production from Corn Fiber Xylan using
clostridium acetobutylicum." Biotechnology 22 (2006): 673-680.
T.W Jesse. "Production of butanol from starch-based waste packing peanuts and
agricultural waste." Journal of Industrial Microbiology & Biotechnology. 29
(2002): 117-123.
V.V. Zverlov. "Bacterial acetone and butanol production by industrial fermentation
in the Soviet Union: use of hydrolyzed agricultural waste for biorefinery."
Applied Microbiology & Biotechnology 71 (2006): 587-597.