
Recommended
Recommended
More Related Content
What's hot
What's hot (20)
Similar to Six sigma
Similar to Six sigma (18)
Recently uploaded
Recently uploaded (20)
Six sigma
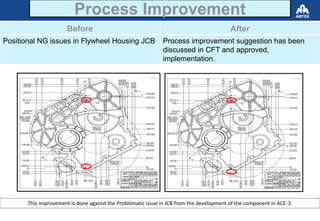
- 1. Process Improvement Before After Positional NG issues in Flywheel Housing JCB Process improvement suggestion has been discussed in CFT and approved, implementation. This improvement is done against the Problematic issue in JCB from the development of the component in ACE-3.
- 2. Cross Functional Team For all the non-conforming issues in JCB, CFT was formed and Brain Storming was done, and all the results and probable causes were validated, and actions were planned and executed. Sl.No . Name Function Role Responsibility Concern 1 MR. HITESH BHANOT OPERATIO NS LEADER Monitoring of the Task Resource Availability 2 Ankur Sharma Quality Monitor Inspection & Monitoring Daily Monitoring 3 Shripal Chaudhary Production Production Production and Consistency Production and Consistency 4 Vijay Prakash Maintenanc e Maintenanc e Maintenance & Health of Machinery Repair of Machines and Fixtures
- 3. Probable Causes and Validation Defect : Position of Bores J & K. Sr. No. Potential Cause Testing Method Validation Result Significant 1 Machining to machining variation. GEMBA VALID Significant 2 Tool loose clamping in fixture MACHINE VALID Significant 3 Hydraulic pressure sustenance during operation, accumulator’s gas leakage. GEMBA VALID Significant 4 Machining path of tools and their circular interpolation. GEMBA VALID Significant
- 4. Probable Causes and Validation Sr. No. Potential Cause Testing Method Validation Concern Validation Observation 1 Machining to machining variation. GEMBA Specification being maintained machining to machining, so variation in any aspect may lead to NG observation. Variation is there as loading of component is manual in practice, against reference dowels. 2 Tool loose clamping in fixture MACHINE Tool loose issue observed as draw bar’s disc springs observed plain during analysis. Disc Springs of HMC has been replaced and horizontal deployment plan is under process. 3 Hydraulic pressure sustenance during operation, accumulator gas leakage. GEMBA Accumulator’s pressure is suspected as no any method for inspecting pressure was there. Accumulator’s has been charged and affixed 4 Machining sequence of heavy and light tools GEMBA Heavy tools operating after light tools may disturb the component. Heavy tools and light tools sequence was not optimum. Defect : Position of Bores J & K.
- 5. Action Plan Sr. No. Potential Cause Testing Method Analyzed Cause Action Plan 1 Machining to machining variation. GEMBA Variation is there as loading od component is manual in practice, against reference dowels. - 2 Tool loose clamping in Spindle MACHINE Tool loose issue observed as draw bar’s disc springs observed plain during analysis. Disc Springs of HMC has been replaced and horizontal deployment plan is under process (to be completed by 15-01- 2021). 3 Hydraulic pressure sustenance during operation, accumulator gas discharged. GEMBA Accumulator’s pressure is suspected as no any method for inspecting pressure was there. Accumulator’s has been charged and affixed 4 Machining sequence of heavy and light tools GEMBA Heavy tools and light tools sequence was not optimum. Heavy tools are being machined prior to light tools. Defect : Position of Bores J & K.
- 6. Action Plan Defect : Position of Bore J.
- 7. Action Plan Defect : Position of Bore K.
- 8. Action Plan Defect : Position of Bore J & K. Holes B and C are being used to machine OP 20 as reference dowels, variation in machining is because of the interference in Fixture Pins and Dowel ID’s.
- 9. Action Plan Defect : Position of Bore J & K. Holes B and C are being used to machine OP 20 as reference dowels, variation in machining is because of the interference in Fixture Pins and Dowel ID’s.
- 10. Action Plan Defect : Position of Bore J & K. Holes B and C are being used to machine OP 20 as reference dowels, variation in machining is because of the interference in Fixture Pins and Dowel ID’s.
- 11. Action Plan Defect : Position of Bore J & K. Holes B and C are being used to machine OP 20 as reference dowels, variation in machining is because of the interference in Fixture Pins and Dowel ID’s, Hole J and K are being machined with respect to these dowel holes. We have now analysed and found feasibility of taking another reference for machining instead of DATUM hole B.
- 12. Action Plan Defect : Position of Bore J & K. We will now take C and C2 as machining reference and will machine Datum hole B in OP 20 along with J and K Holes, CD of Dowels will also be maintained in OP 20 along with J and K Holes.
- 13. Action Plan Defect : Position of Bore J & K. We will now take C and C2 as machining reference and will machine Datum hole B in OP 20 along with J and K Holes, CD of Dowels will also be maintained in OP 20 along with J and K Holes. Hole J Hole K C2
- 14. Action Plan Defect : Position of Bore J & K. We have created a manual fixture for Flywheel Housing same replica of Hydraulic fixture.
- 15. Action Plan Defect : Position of Bore J & K. We have successfully tested the manual fixture to be précised same as like hydraulic fixture. By validating the fixture
- 16. Action Plan Defect : Position of Bore J & K. New Dowel pin designed as per the concept of making arbitrary dowel.
- 17. Action Plan Position of Bore J & K achieved within Specifications and Samples approved by JCB