This document provides an overview of a welding techniques course, including:
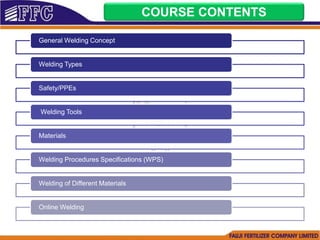
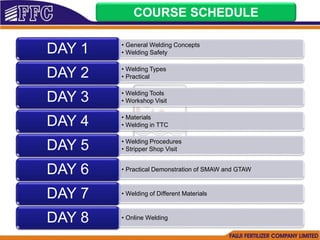
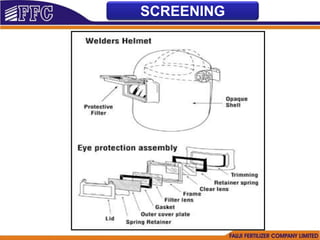
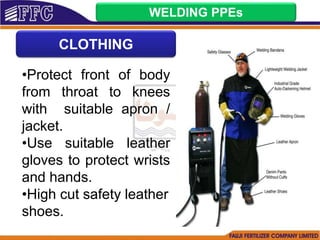
- An 8 day schedule covering general concepts, safety, welding types, tools, materials, procedures and practical demonstrations.
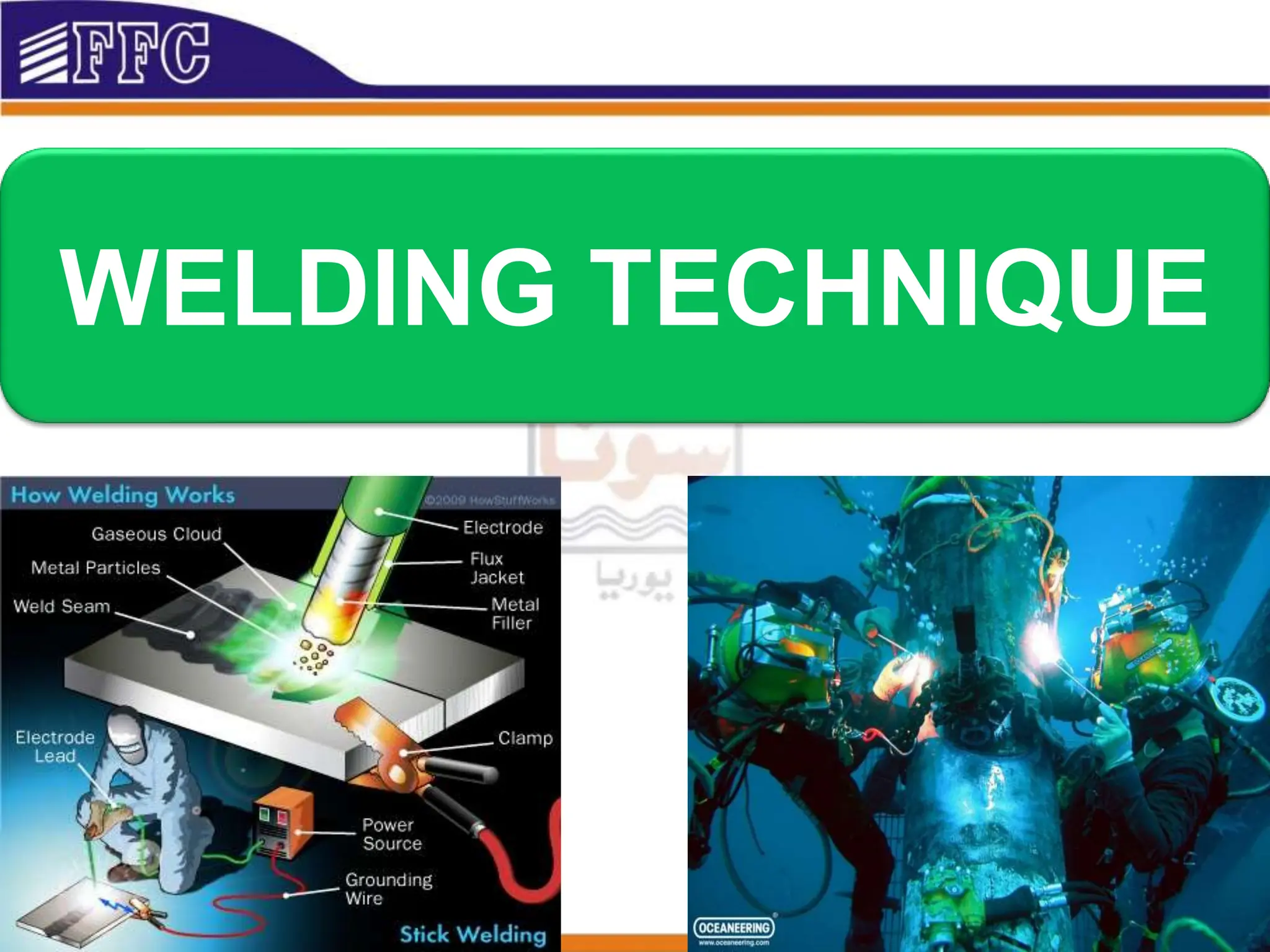
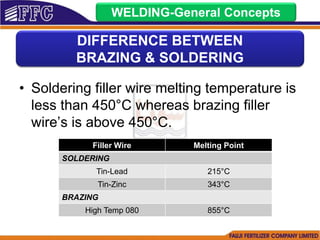
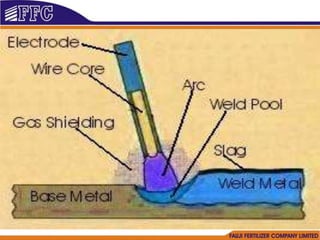
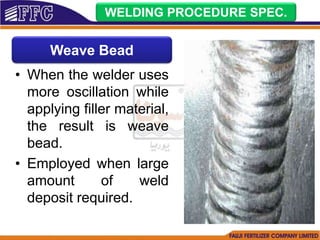
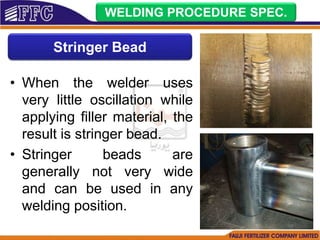
- Summaries of key welding concepts like definitions of welding, brazing, soldering and their differences.
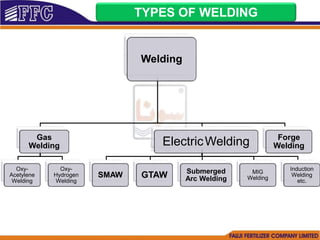
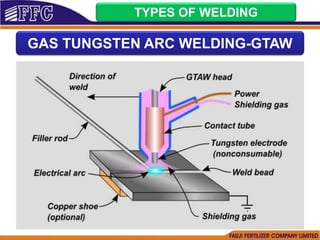
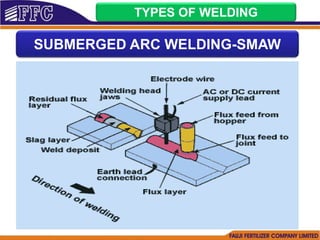
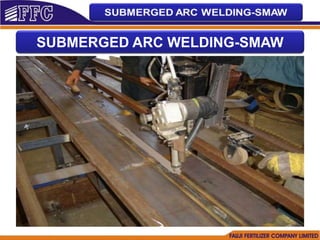
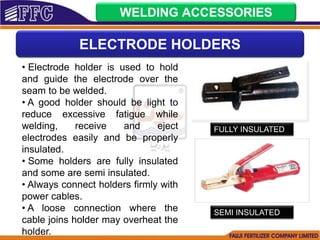
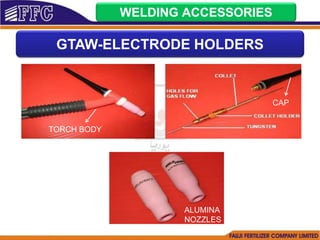
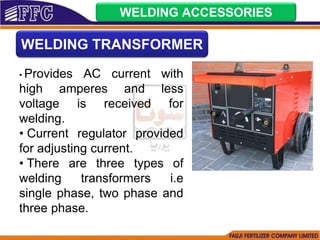
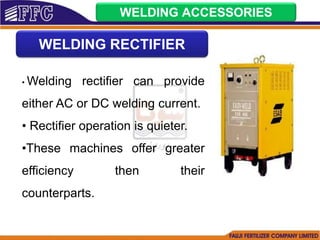
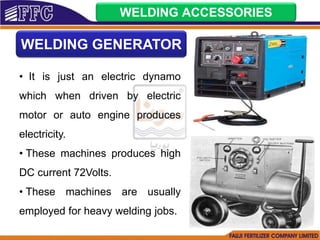
- Descriptions of common welding types like SMAW, GTAW, SAW including their requirements, operation and features.
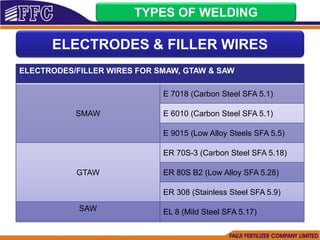
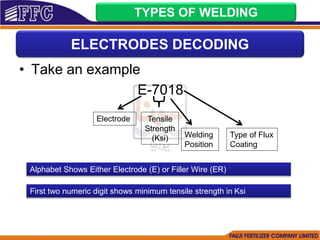
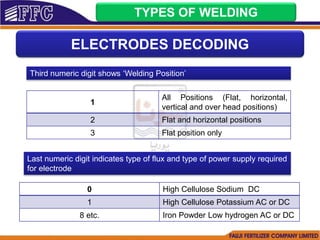
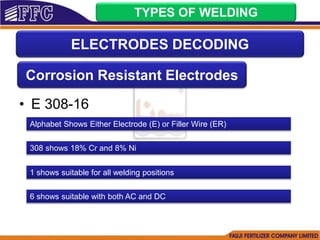
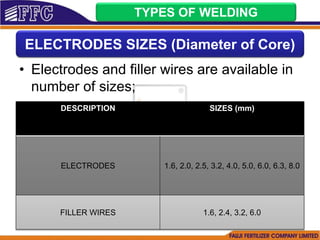
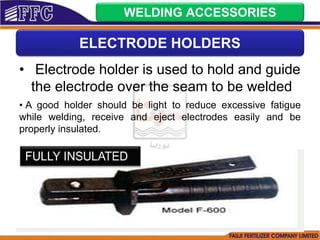
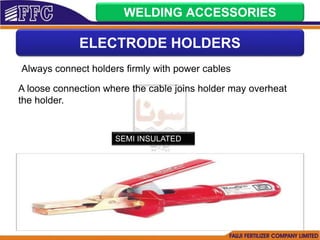
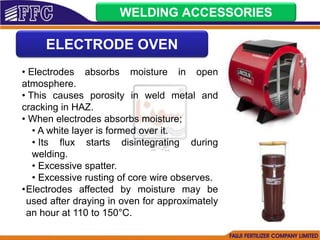
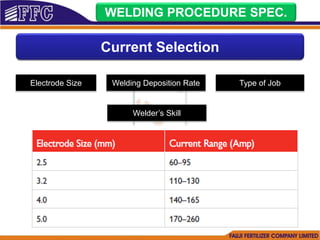
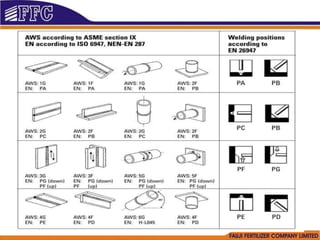
- Details on welding electrodes, fillers, sizes and their coding per AWS standards.