COLD CRACK
• Occursafter the metal has completely
solidified (at temp -1000C to 2000C)
• Can occur several days after weld
• Occurs in C-steel, low & high alloy steel
– propagates both between grains and
through grains.
– often associated with non-metallic
inclusion (elongated MnS).
– occurs in both weld metal and HAZ
but generally in HAZ
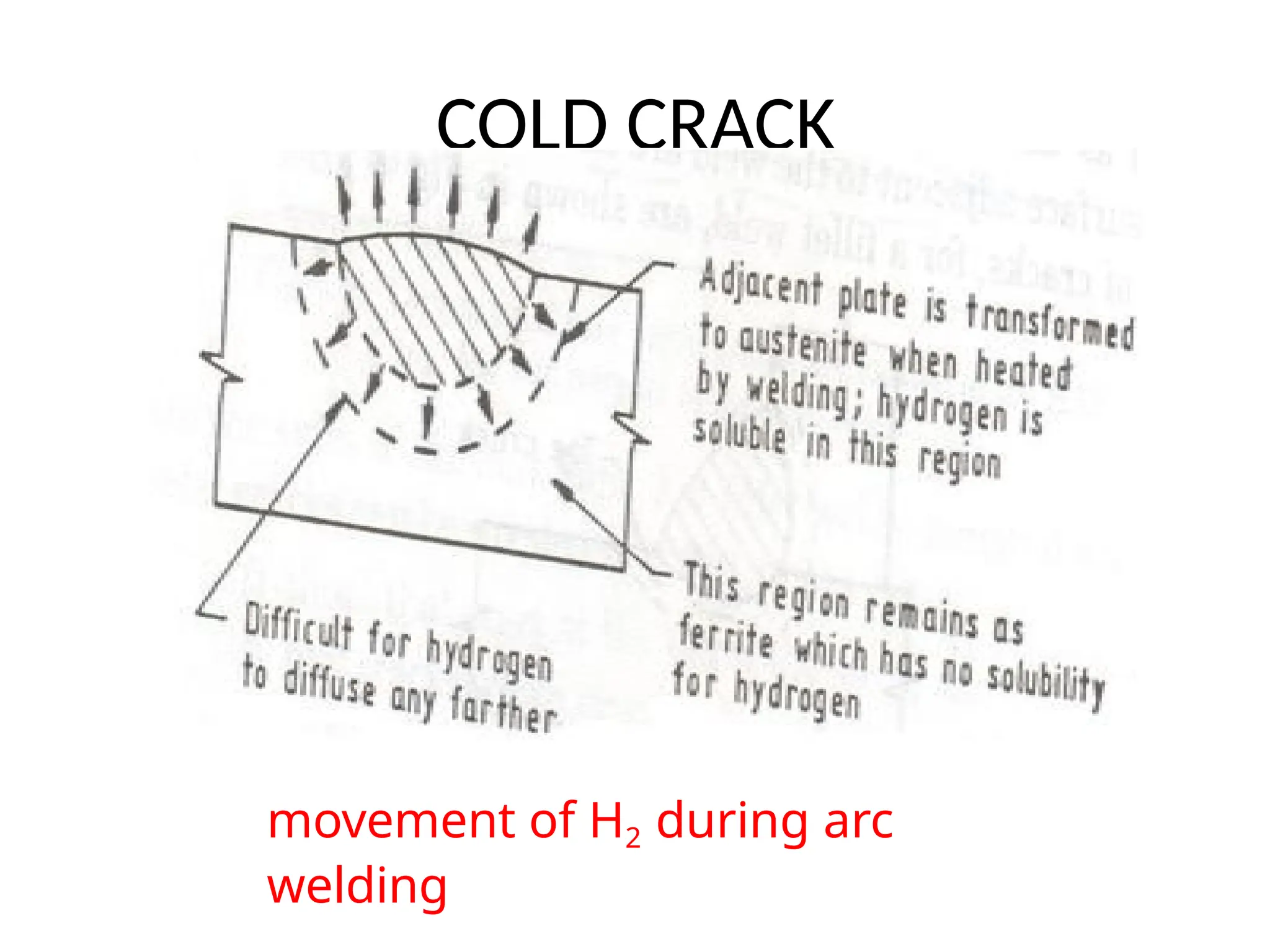
COLD CRACK
Cause-
• Hydrogenpick up during welding
– Source of hydrogen:-
• Moisture in base metal & welding electrodes
• Surface contaminated with organic
substances
• Surrounding atmospheres
• Phase changes (e.g. formation of
martensite) during cooling
Prevention:
• Controlling welding parameters:-
• proper pre-heating:
– reduces diffusion of H2
– ensures no moisture
• Post-welding treatment:
– stress
6.
COLD CRACK
• Cleanjoint from rust
• Use proper welding processes
and consumables:
– Low strength filler metals.
–Use low hydrogen type baked
electrode Repair:
– Remove and reweld.
7.
CRATER CRACK/STAR CRACK
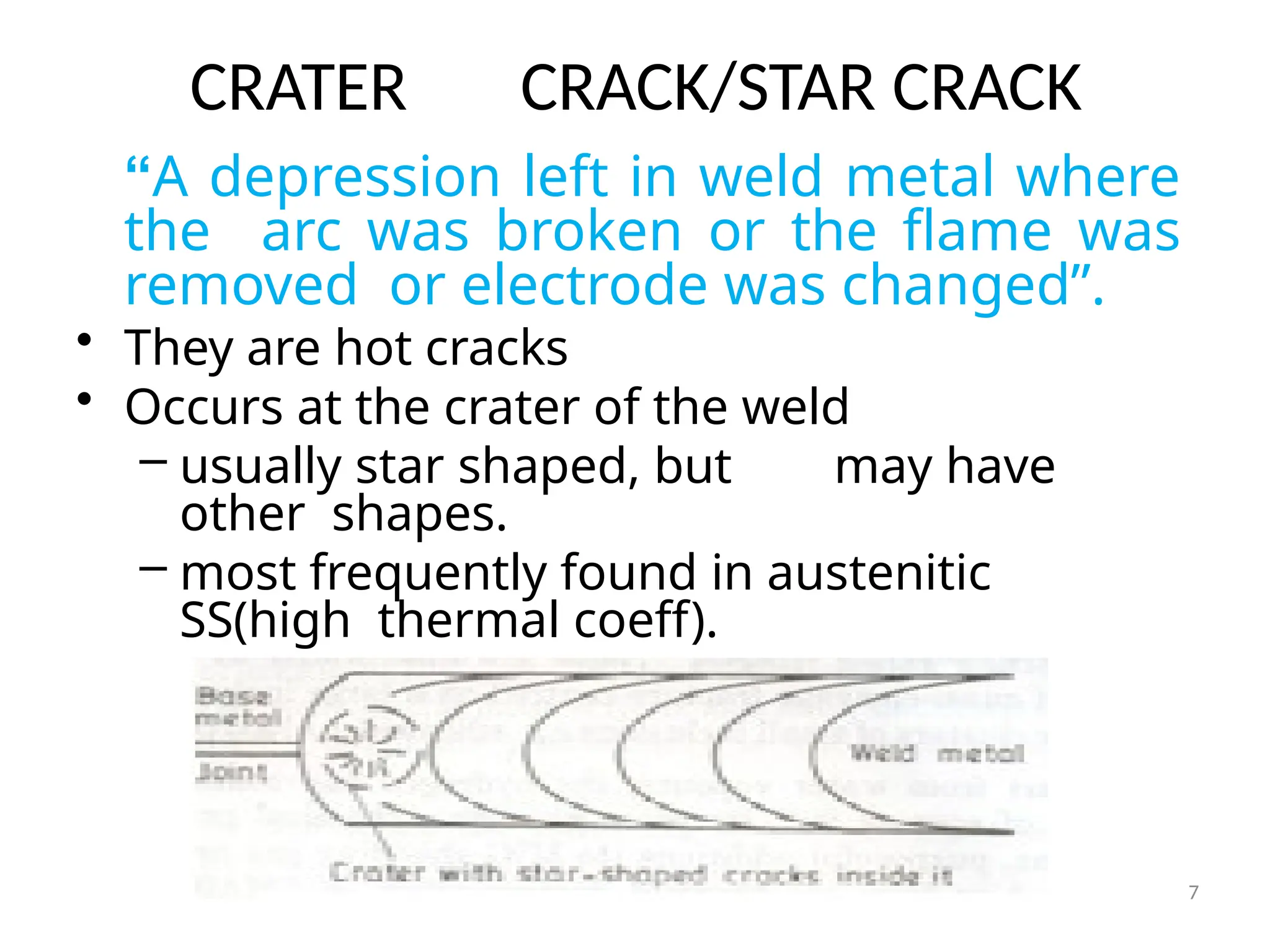
“Adepression left in weld metal where
the arc was broken or the flame was
removed or electrode was changed”.
• They are hot cracks
• Occurs at the crater of the weld
– usually star shaped, but may have
other shapes.
– most frequently found in austenitic
SS(high thermal coeff).
7
8.
CRATER CRACK/STAR CRACK
Cause:
•The center of weld pool becomes solid
before the outside, pulling the center
apart during cooling.
• High current (deep crater)
Prevention:
• can be minimised by filling craters to a
slightly convex shape prior to breaking the
welding arc.
• may be avoided through improved welding
skill
Repair:
– remove and reweld using
appropriate procedure.
9.
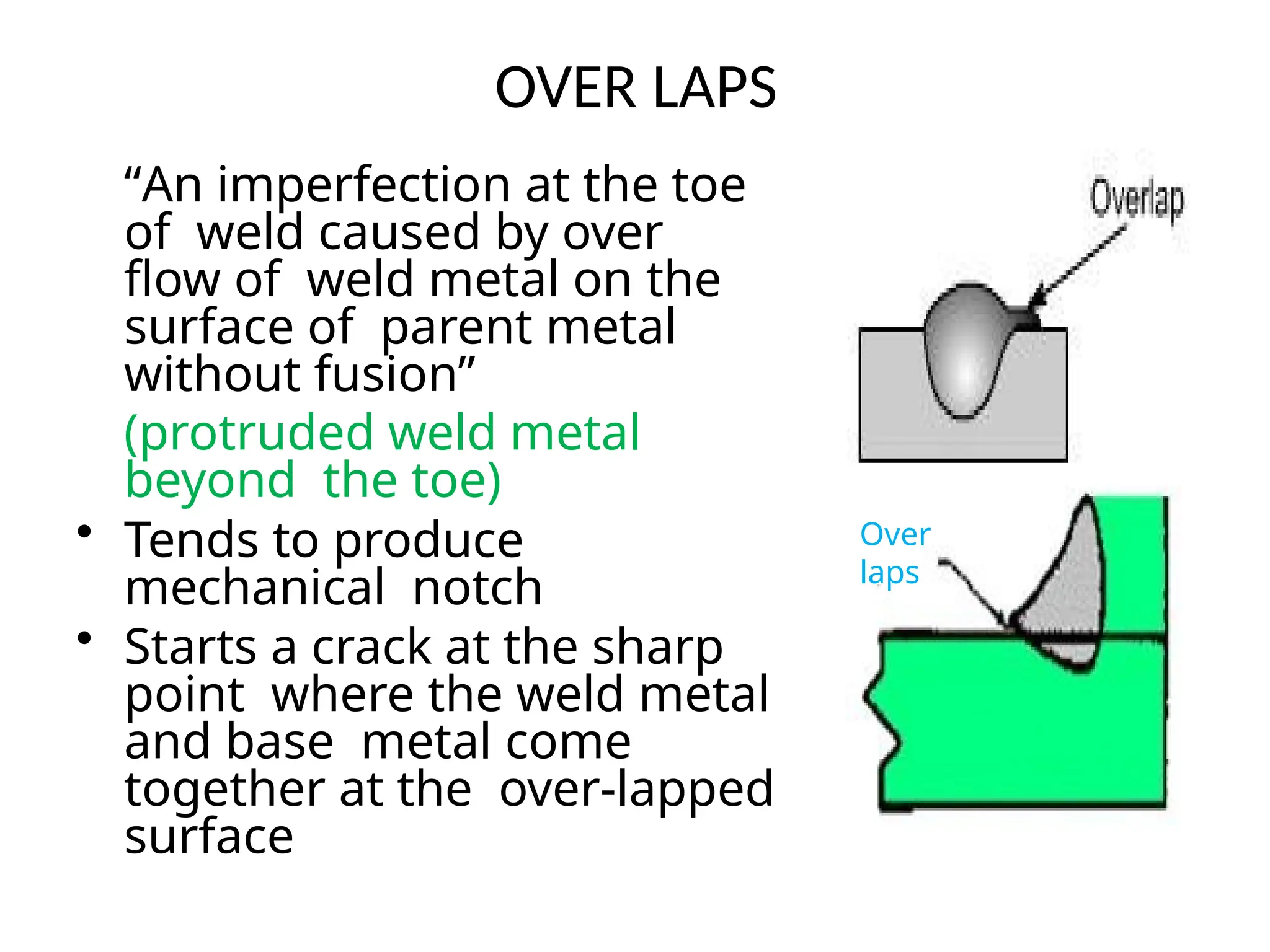
OVER LAPS
“An imperfectionat the toe
of weld caused by over
flow of weld metal on the
surface of parent metal
without fusion”
(protruded weld metal
beyond the toe)
• Tends to produce
mechanical notch
• Starts a crack at the sharp
point where the weld metal
and base metal come
together at the over-lapped
surface
Over
laps
10.
OVER LAPS
Cause:-
– currenttoo low
– Too large deposition in a single run
– Longer arc
–slow arc travel
speed. Prevention:
– Proper welding
technique
–Use proper size of
electrode Repair:
– Overlap must be removed to blend
smoothly into the base metal.
11.
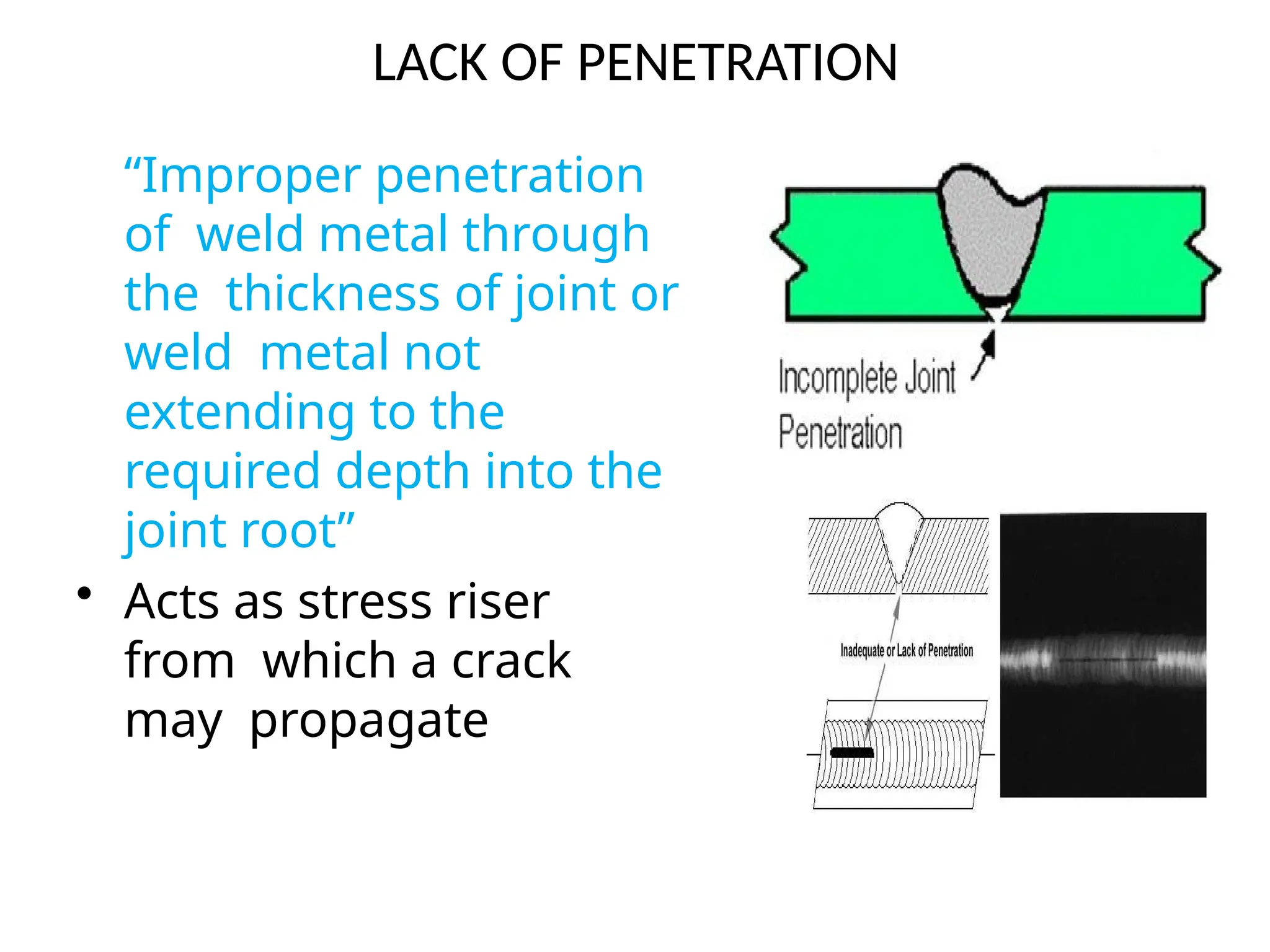
LACK OF PENETRATION
“Improperpenetration
of weld metal through
the thickness of joint or
weld metal not
extending to the
required depth into the
joint root”
• Acts as stress riser
from which a crack
may propagate
12.
LACK OF PENETRATION
Cause–
• Root gap too small
• high welding speed
• Low heat input
• Too large electrode
dia Prevention:
• Proper joint
preparation
• Proper heat input &
welding speed
• Use suitable size of
electrode Repair:
13.
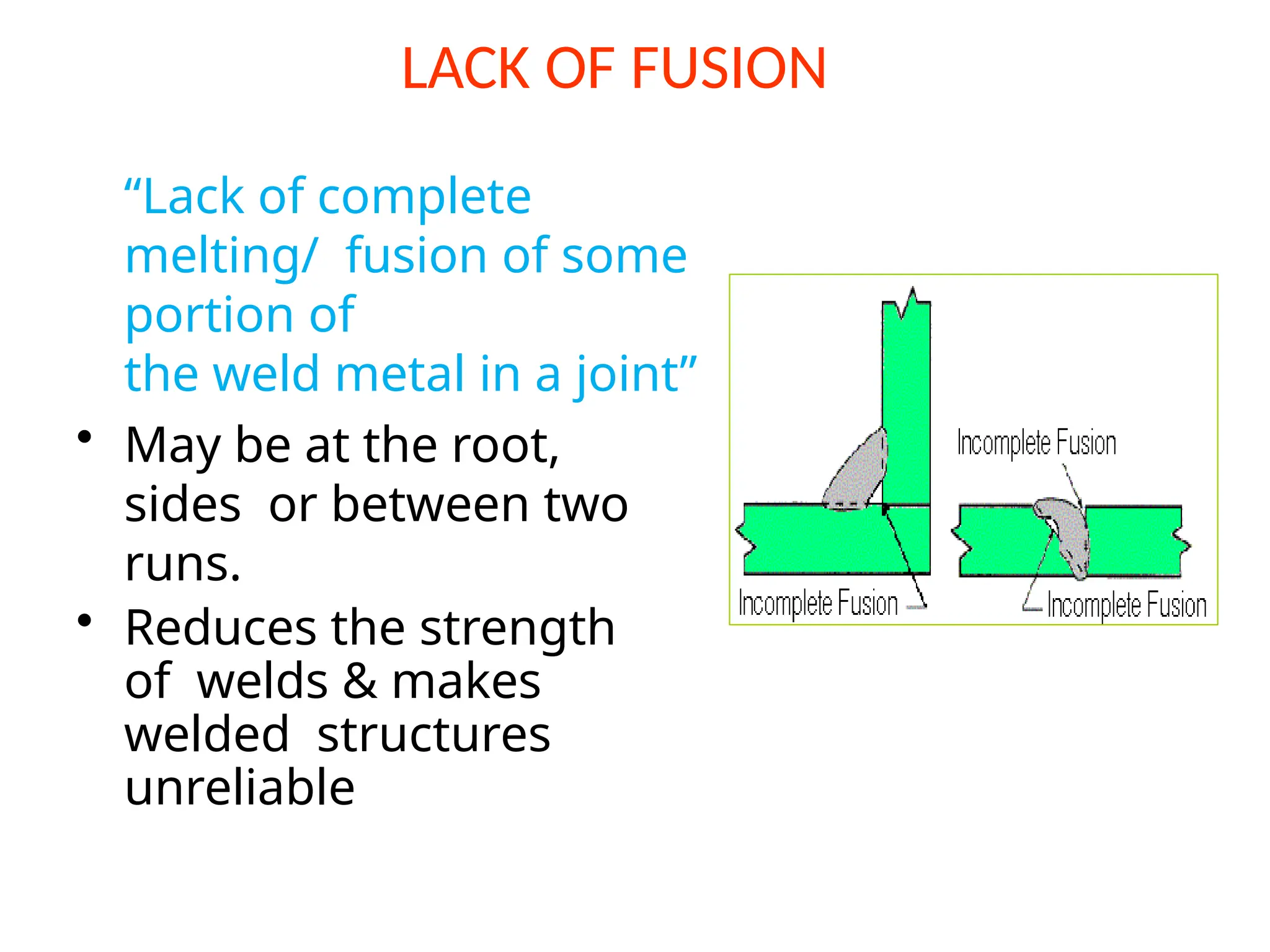
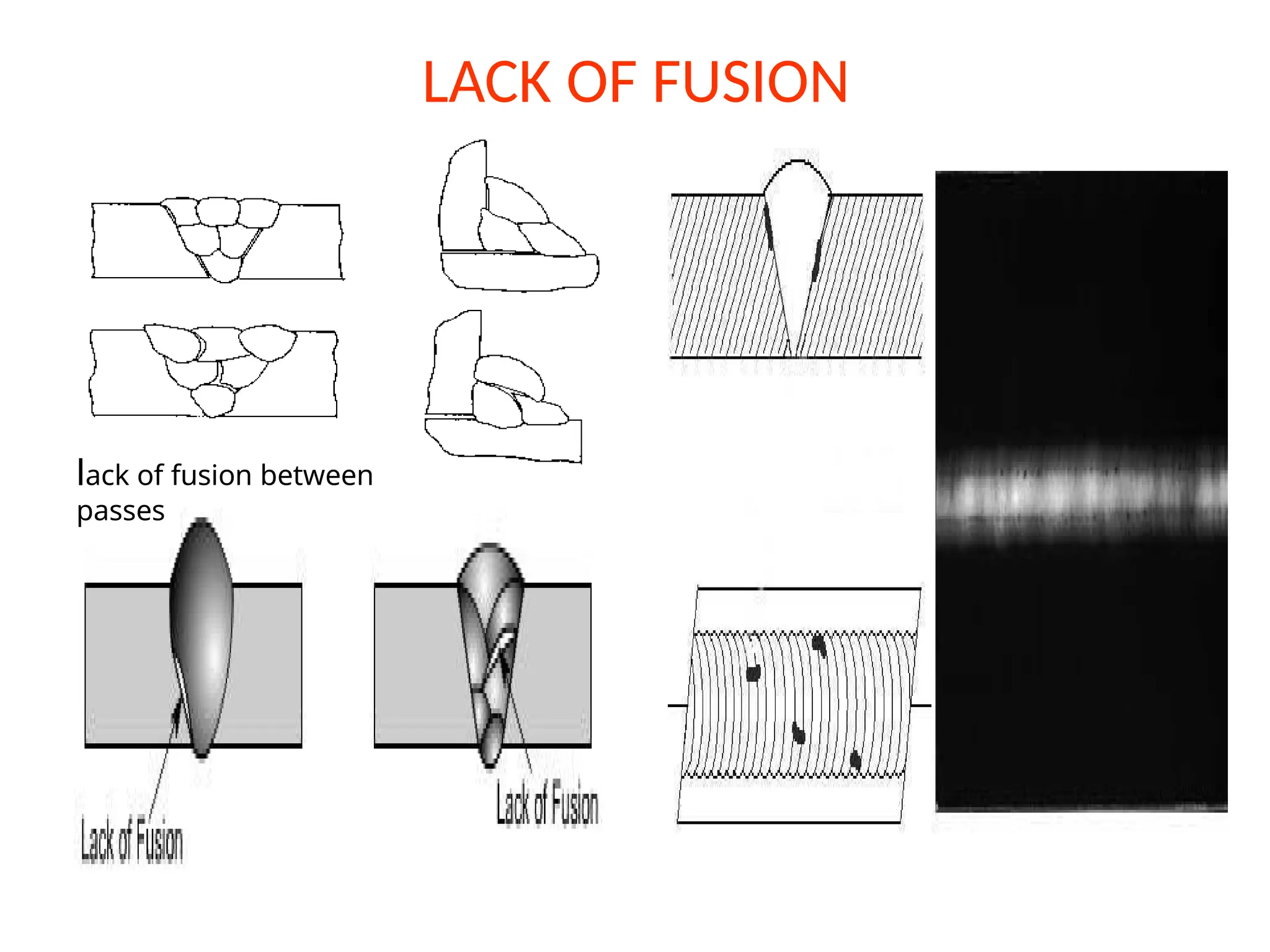
LACK OF FUSION
“Lackof complete
melting/ fusion of some
portion of
the weld metal in a joint”
• May be at the root,
sides or between two
runs.
• Reduces the strength
of welds & makes
welded structures
unreliable
LACK OF FUSION
Cause:
•Low welding current
• Excess welding speed
• Unfavourable heat
input Prevention:
• Maintain proper
current & welding
speed
• Proper cleaning of each
bead Repair:
• Chipping back & re-welding
16.
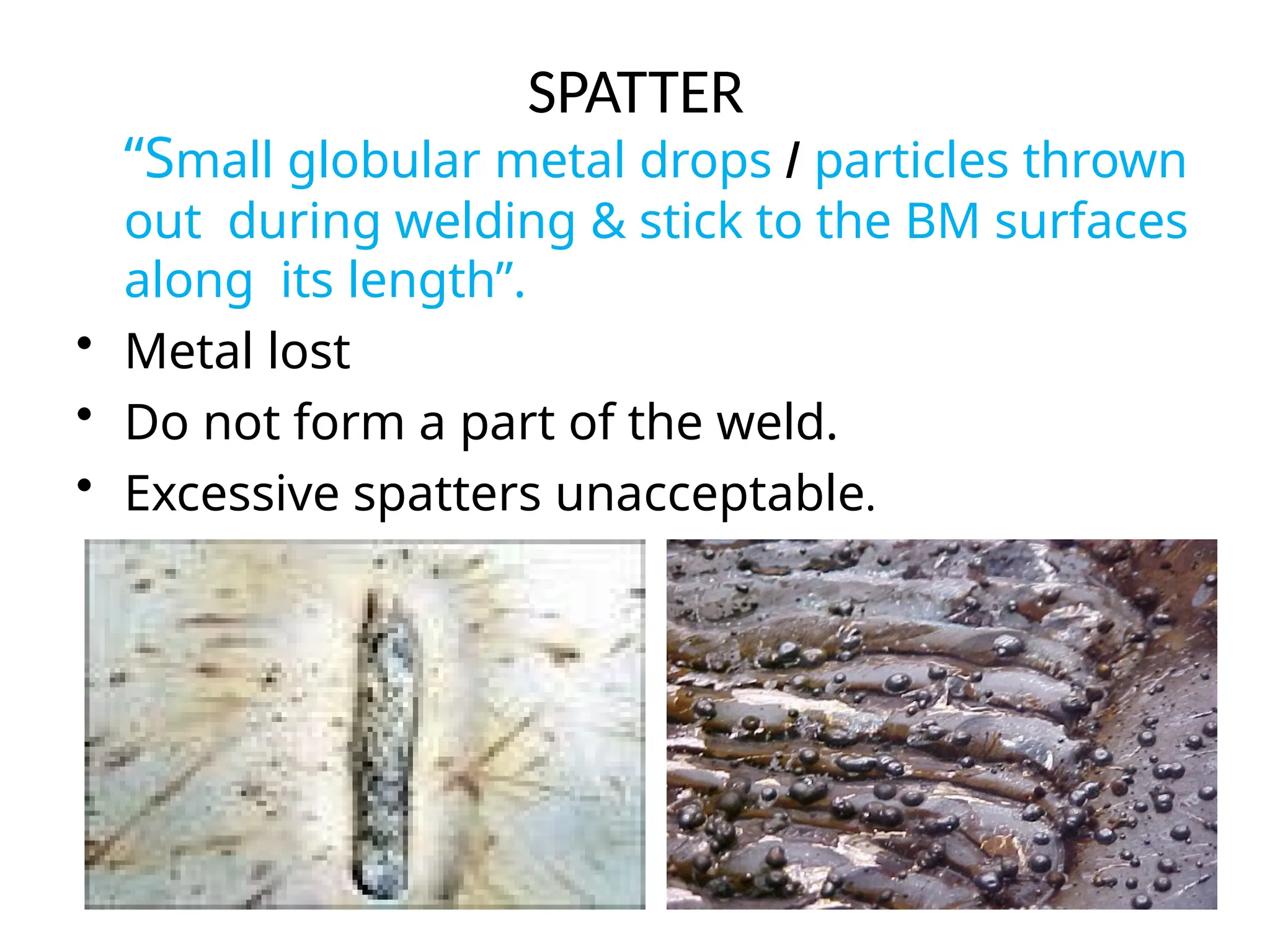
SPATTER
“Small globular metaldrops / particles thrown
out during welding & stick to the BM surfaces
along its length”.
• Metal lost
• Do not form a part of the weld.
• Excessive spatters unacceptable.
16
17.
SPATTER
Cause –
– Excessivearc current
– Excessive long arc
– Improper shielding gas
– Electrodes coated with improper flux ingredients
–Damp electrodes
Prevention:
– Correct welding
current for type
& size electrode
used.
– Correct proper
arc length &
use correct arc
voltage
Repair:
2R01e5move by grinding or
18.
INTRODUCTION TO WELDING
STANDARDSAND CODES
• Welding standards and codes are a set of guidelines
and specifications established by various organizations
and regulatory bodies to ensure the quality, safety,
and reliability of welded products and structures.
• These standards and codes provide a framework for
the welding industry, defining best practices,
materials, welding procedures, and inspection criteria
that must be followed during welding processes.
Here's an overview of the key aspects of welding
standards and codes:
19.
• Purpose:
– Weldingstandards and codes are developed to achieve several important goals:
• Ensure the safety of personnel involved in welding processes.
• Guarantee the structural integrity and performance of welded components and
structures.
• Promote consistency and quality in welding practices.
• Facilitate communication between stakeholders, such as designers, fabricators, and
inspectors.
• Establish a common basis for contractual agreements and regulatory compliance.
• Regulatory Bodies and Organizations:
– Various organizations and regulatory bodies worldwide develop and maintain
welding standards and codes. Some of the most prominent include:
• American Welding Society (AWS): Publishes standards for welding and related processes
in the United States.
• International Organization for Standardization (ISO): Develops international standards for
welding and related processes.
• American Society of Mechanical Engineers (ASME): Creates codes and standards
primarily for pressure vessels, boilers, and piping.
• European Committee for Standardization (CEN): Develops European welding standards.
• International Institute of Welding (IIW): Offers global guidance on welding and allied
processes.
20.
• Components ofWelding Standards and Codes:
– Welding standards and codes typically include the following
components:
• Welding procedure specifications (WPS): Detailed instructions on
how to perform a specific welding process, including parameters,
materials, and testing requirements.
• Welder qualification requirements: Criteria for certifying welders and
ensuring their competency.
• Welding material specifications: Specifications for the type,
composition, and properties of welding materials such as electrodes,
filler metals, and base metals.
• Inspection and testing procedures: Guidelines for inspecting and
testing welded joints to ensure compliance with quality and safety
standards.
• Design considerations: Recommendations for designing welds and
structures to minimize stress, distortion, and potential failure.
• Safety requirements: Information on safety practices, equipment,
and precautions to protect personnel during welding operations.
21.
• Industry-Specific Standards:
–Different industries may have specific welding standards and codes
tailored to their unique requirements. For example, the aerospace,
automotive, and nuclear industries often have stringent standards due
to the critical nature of their applications.
• Compliance and Certification:
– Manufacturers, fabricators, and welding personnel must adhere to
relevant welding standards and codes to ensure compliance with
industry regulations and contractual obligations.
– Certification programs exist to verify that individuals, organizations,
and products meet the specified standards. This includes welder
certification, welding procedure qualification, and product certification.
• Evolution and Updates:
– Welding standards and codes evolve over time to incorporate new
technologies, materials, and industry best practices. Stakeholders
should stay informed about updates and revisions to ensure continued
compliance.