PREPARATORY PROCESSES
• TextileChemical Processing involves processes like dyeing, printing and
finishing of textiles.
• However, the textile product has first to be cleaned up to make it
receptive to the dyes and other chemicals that are used for these
processes.
• The Pre treatments or preparatory processes are Compulsory for the
Textile Materials, so as to remove the unwanted impurities (Natural /
Added).
Some of the pre treatments for important textiles are :
• Desizing, Scouring, Bleaching, Mercerizing (Cotton)
• Degumming / Scouring / Bleaching (Silk)
• Degreasing / Scouring, Crabbing, Potting, Felting / Non felting,
bleaching (Wool)
• Desizing, Heat treatments, bleaching (Polyester).
SINGEING
• The warpand weft yarns are made by spinning a
number of short fibres and consequently the
tiny fibres protrude from the surface.
• The cloth woven from such yarns also has the
protruding fibres and these are removed by
the process known as singeing.
• Singeing is the process of removing the loose hairy
fibers protruding from the surface of the cloth,
thereby giving smooth and even appearance.
4.
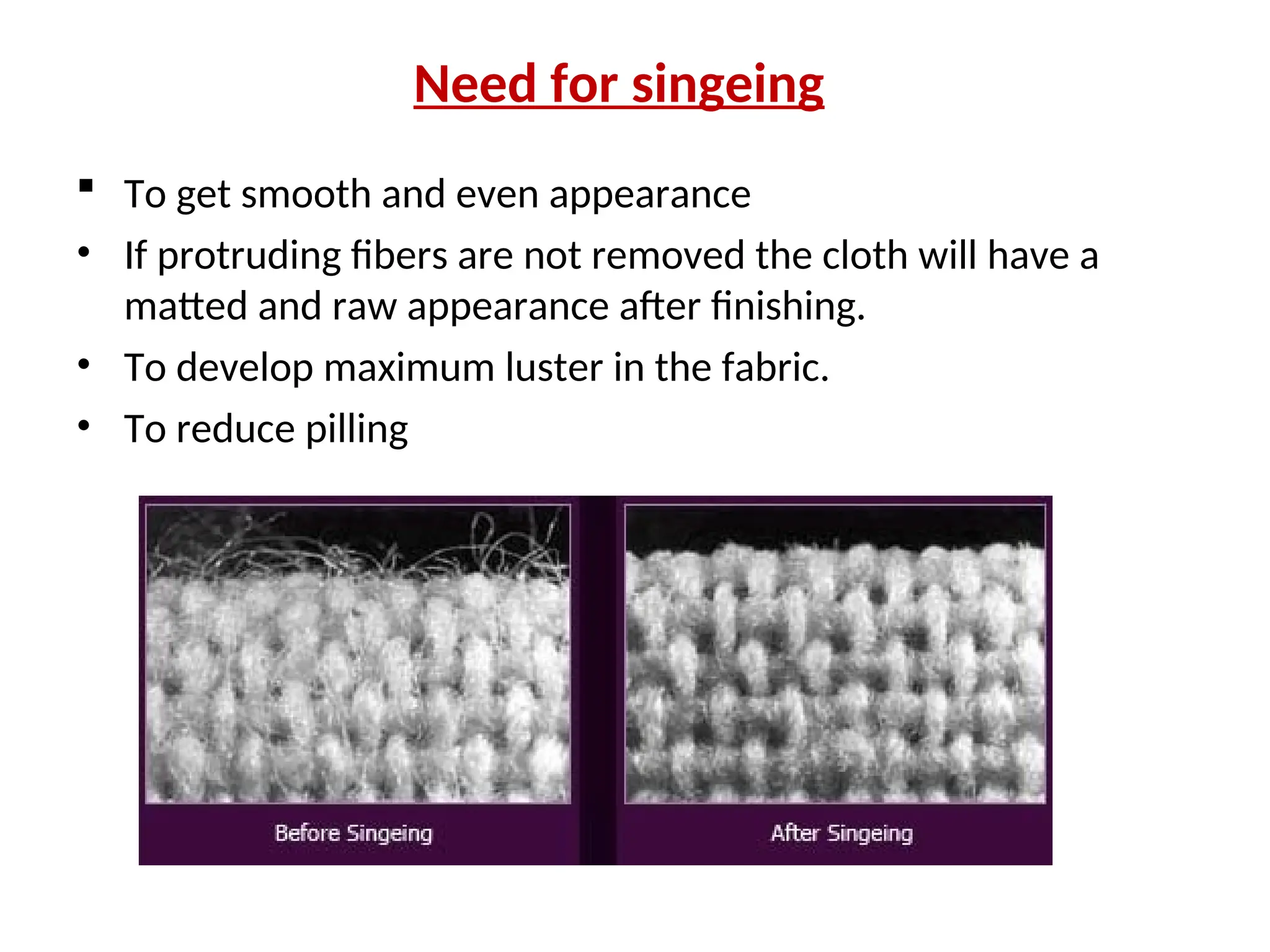
Need for singeing
To get smooth and even appearance
• If protruding fibers are not removed the cloth will have a
matted and raw appearance after finishing.
• To develop maximum luster in the fabric.
• To reduce pilling
5.
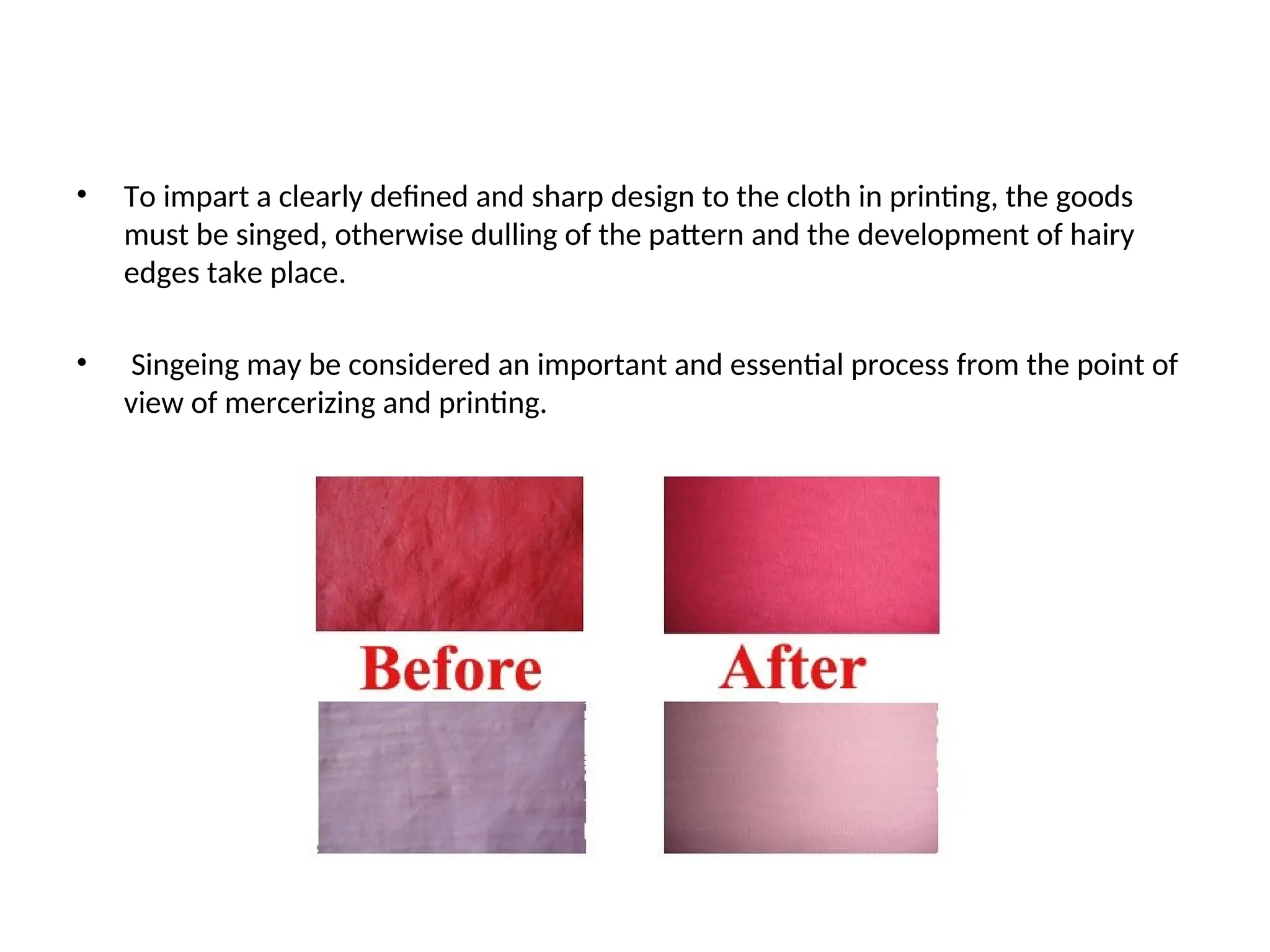
• To imparta clearly defined and sharp design to the cloth in printing, the goods
must be singed, otherwise dulling of the pattern and the development of hairy
edges take place.
• Singeing may be considered an important and essential process from the point of
view of mercerizing and printing.
6.
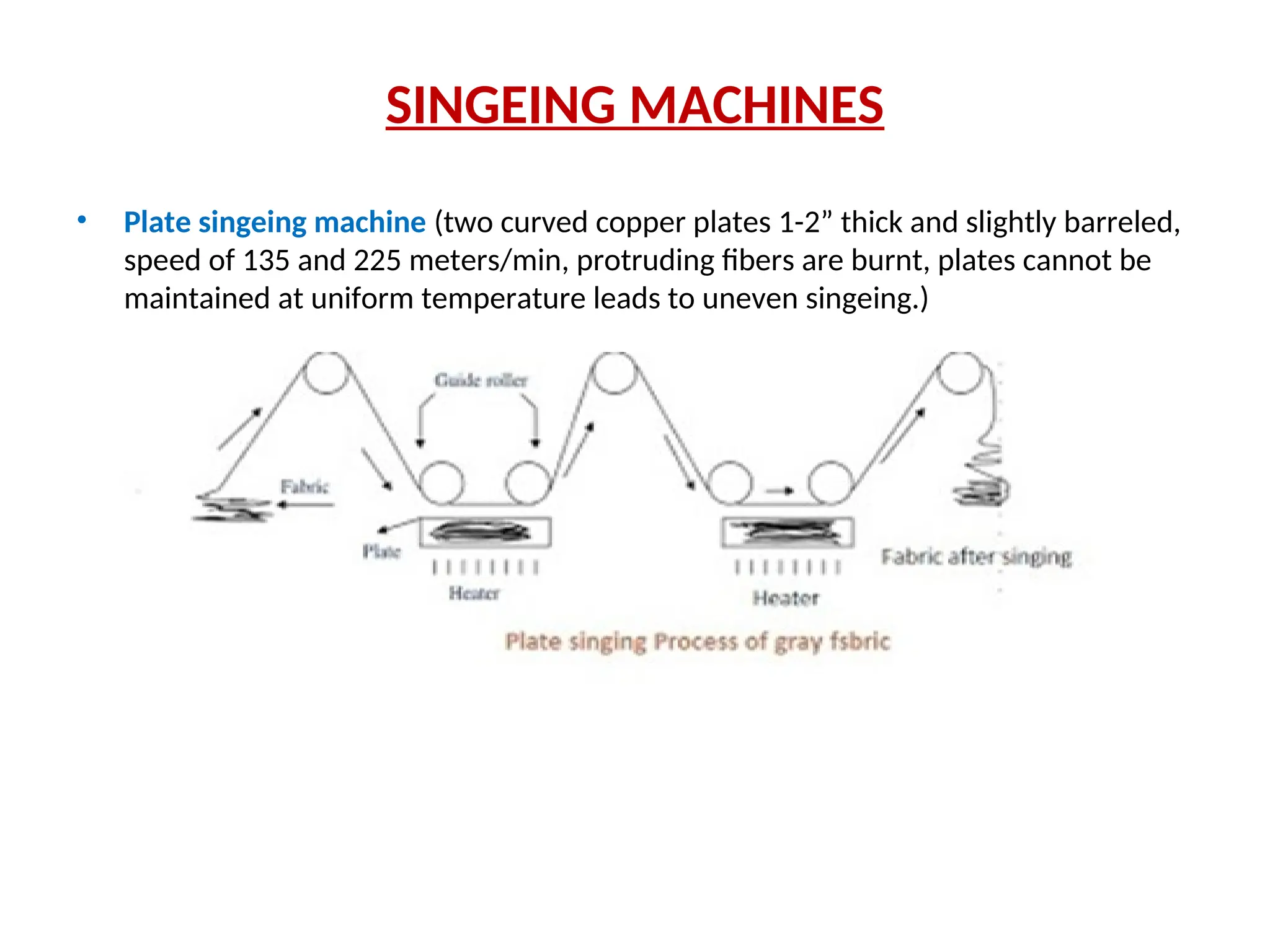
SINGEING MACHINES
• Platesingeing machine (two curved copper plates 1-2” thick and slightly barreled,
speed of 135 and 225 meters/min, protruding fibers are burnt, plates cannot be
maintained at uniform temperature leads to uneven singeing.)
7.
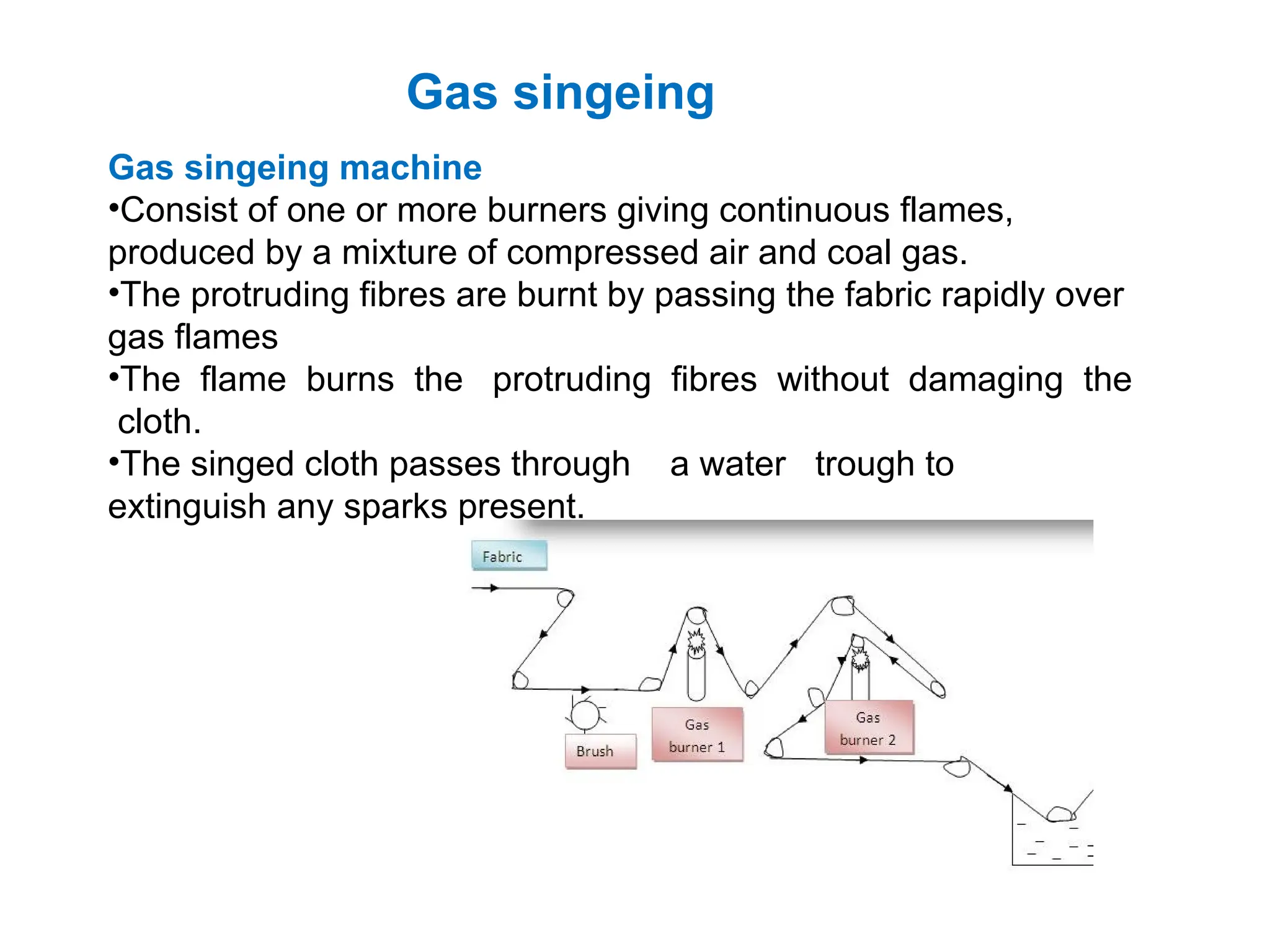
Gas singeing
Gas singeingmachine
•Consist of one or more burners giving continuous flames,
produced by a mixture of compressed air and coal gas.
•The protruding fibres are burnt by passing the fabric rapidly over
gas flames
•The flame burns the protruding fibres without damaging the
cloth.
•The singed cloth passes through a water trough to
extinguish any sparks present.
8.
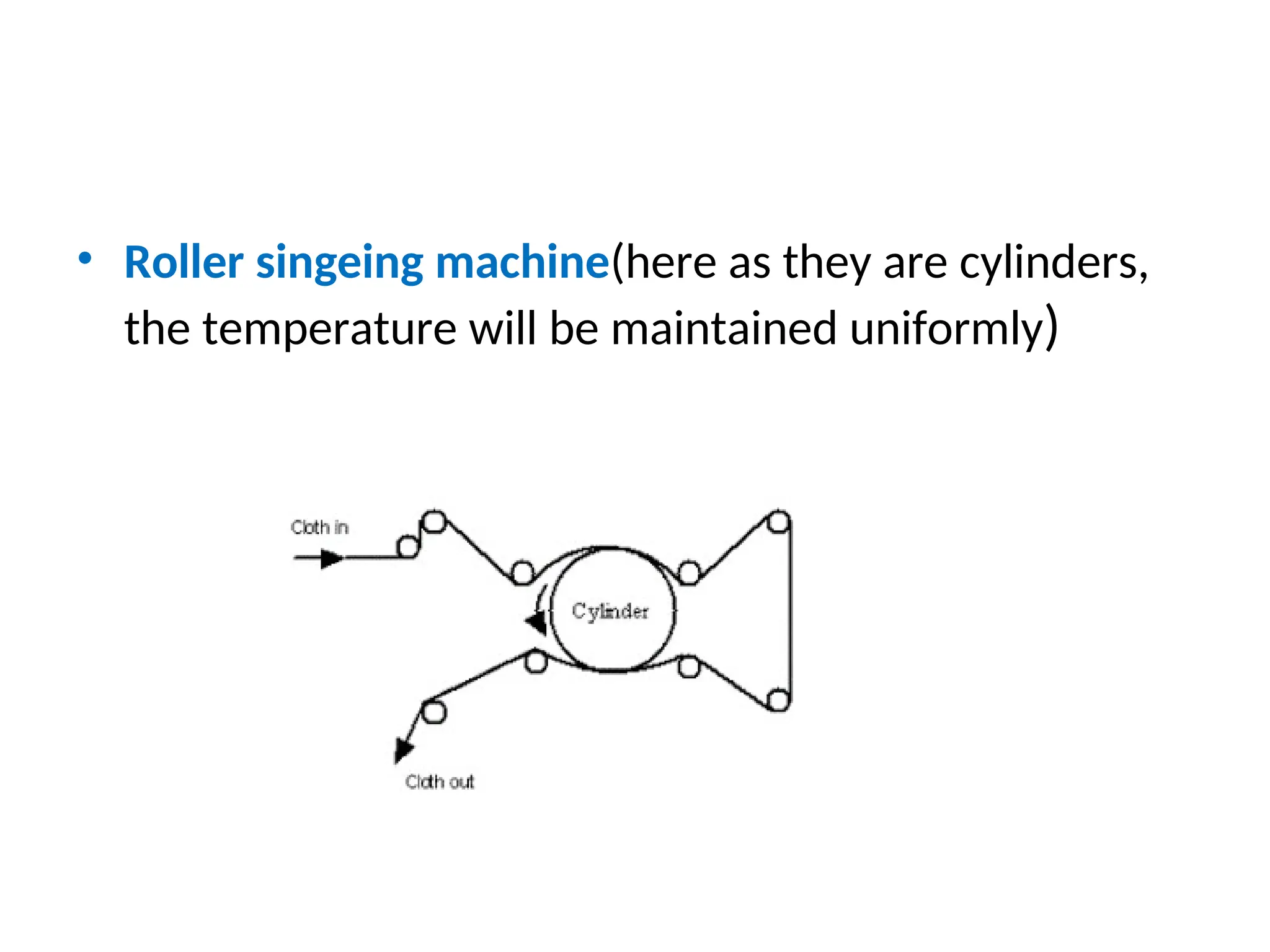
• Roller singeingmachine(here as they are cylinders,
the temperature will be maintained uniformly)
9.
Desizing
• Warp yarnsare sized during weaving to make it withstand
the stress and strain during weaving
• After weaving, the size present in the warp yarns prevents the
entry of water and hinders absorption of dyes , causing
uneven dyeing
• so it has to be removed using dilute acids or enzymes and
this process of size removal is called desizing.
• Desizing is the process of removal of added sizing agents
• Desizing is the surface treatment on the textile material.
• Based on the size ingredients the desizing treatment should
be fixed.
10.
OBJECTIVES OF DESIZING
•The object is to remove sizing agent from the grey fabric that
has been applied during weaving process
NEED FOR DESIZING
• Desizing is done to increase absorbency
• To get uniform dyeing
• To increase dye uptake
ROT STEEP
• Thisis the oldest and cheapest method of desizing .
• Here no special chemical is used.
• The cloth is first passed through warm water at 400
C in a padding
mangle where the cloth is squeezed
• The cloth is then allowed to stand for 24 hours.
• The microorganisms, naturally present in water, multiply and
secrete starch-liquefying (hydrolysing) enzymes, which break down
the starch present in the size to water-soluble products
• The cloth is then washed to remove these products.
13.
ROT STEEP
Advantages
• Rotsteeping is the cheapest of all desizing methods.
• No chemicals are required.
Disadvantages
• A large floor space is required for this process.
• The process is slow, so desizing time is long.
• Mildew may attack the cloth during steeping
• cause stain on the fabric.
14.
Acid desizing
• Dilutesulphuric acid or hydrochloric acid may be
used to hydrolyse the starch from the sized fabric.
• 0.25% - 0.5% solution of the acid at room
temperature (30o
C)is suitable for this process.
• The cloth is kept for 4-12 hrs and then washed.
• It is efficient and quick.
• Prolonged exposure treatment with acid will
degrade the material.
15.
Acid Desizing onCotton
• Recipe:
– Cotton (Woven) Fabric : X Kg
– Hydrochloric acid : 10 gpl
– Material Liquor Ratio : 1 : 10
– Temperature : 30o
C / Room
Temp
– Time : One Hour
– Pressure : Atm Press
16.
ACID DESIZING
Advantages:
• Aciddesizing is an economical process
•The process is effective and gives fairly uniform desizing,
as it is a chemical – based process
Disadvantage:
•The main disadvantage of the process is that mineral acid is harmful
to cellulose fibers if proper care is not taken.
•Especially during the storage stage, the acid-wet fabric must not be
allowed to dry.
•This would cause the formation of hydrocellulose, which will weaken
the fiber.
17.
• Enzymes givea gentle reaction with no danger of
destroying the fabric.
• Control of temperature and pH is very important.
• Most of the enzymes function at pH 5.5 – 7.5 and
temperature 50 – 60 ˚C.
• If the temperature is more than 70 ˚C the enzymes will
become inactive.
• Amylase enzymes are used in desizing
• Disadvantage
• Lower additional cleaning effect towards other impurities.
• No effect on certain starches (e.g. tapioca starch)
Enzymatic Desizing
18.
OXIDATIVE DESIZING
Desizing withoxidizing agents
• Oxidants for desizing of cotton fabric is widely accepted but their large scale
industrial application
• The most important aspects of oxidizing agents are that they can be applicable to
wide range of fabrics
Advantages
• The advantages of oxidative desizing are supplementary cleaning effect,
effectiveness for tapioca starches but oxidizing agents may damage to fibres.
scouring
• Scouring isthe process by which natural (oil, wax, gum, fat etc) as well as added
(during fabrication process) impurities are removed.
• Composition of Cotton: Cellulose : 96%, Oil/fat/wax: 0.6%, Mineral contents : 1%,
Natural colouring pigments : 1%, Others : 1.4%.
• Even though the oil/fat/wax impurities are negligible compared with cellulose, its
removal is compulsory.
• Before dyeing or printing of textile materials natural fibers must undergo scouring
process.
Process of scouring:
• The scouring is operated by the principle of alkaline saponification. The process of
converting water insoluble form of oil, fatty acids to water soluble form using
strong alkali is called as saponification.
• The oil present in the cotton is treated with sodium hydroxide at high temperature
and pressure. Due to this, the insoluble oil is converted into soluble soap which is
emulsified in the aqueous solution and thereby removed by washing.
• After scouring, absorbency of cotton is uniformly enhanced.
22.
Objectives of Scouring
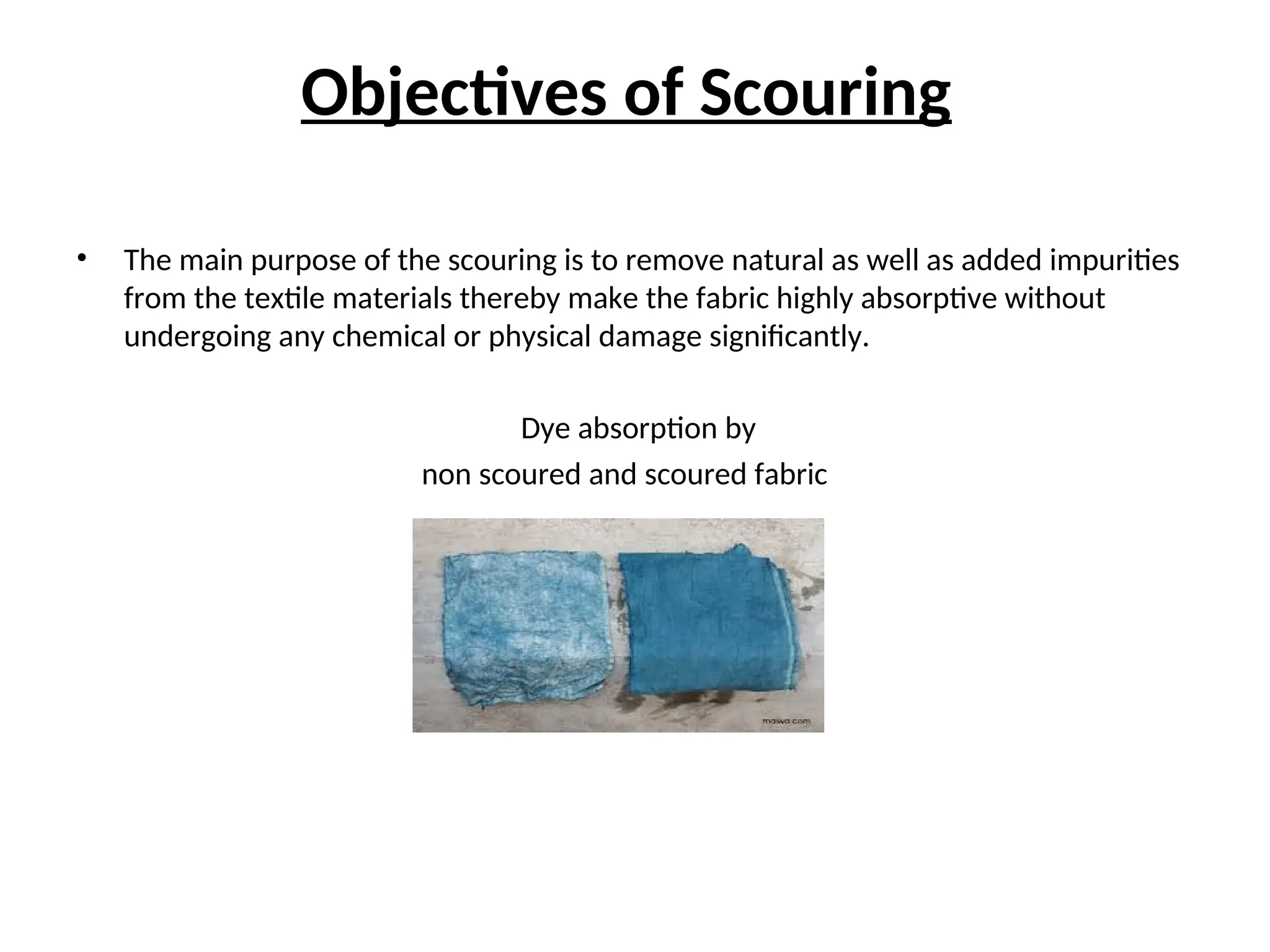
•The main purpose of the scouring is to remove natural as well as added impurities
from the textile materials thereby make the fabric highly absorptive without
undergoing any chemical or physical damage significantly.
Dye absorption by
non scoured and scoured fabric
23.
Scouring of cotton
Recipe
–Weight of Cotton Material : W Kg
– M:L Ratio : 1 : 10
– Sodium hydroxide (NaOH) : 3% (owm)
– Wetting agent : 0.5% (owm)
– Temperature : 100o
C
– Time : 3 hours
24.
Alkaline Scouring
• Scouringis carried out in a boiler called a "kier". The process consists of
circulating hot alkaline liquor Caustic soda under high pressure (20-30
pounds per square inch) through a packed column of desized fabric at
120-130˚C for 8hours.
• Scouring liquor is prepared with Sodium hydroxide =2-4%, sodium
carbonate =0.5-1%, Soap 0.5%, wetting agent 0.5%, Sodium silicate= 1%
Material: liquor ratio= 1:4.This is a batch process.
• In continuous scouring, the desized fabric is passed through scouring
solution and then passed on to 'J' box where the fabric is heated with live
steam at a temperature of 100˚C for 1hour. After cleaning, the
smoothness, neatness and absorbency of the fabric is enhanced.
• Enzymatic scouring is done using alkaline pectinase and is an ecofriendly
substitute to usual scouring. It provides better whiteness apart from
saving water and energy.
BLEACHING PROCESS
• Textilebleaching is one of the stages in the manufacture of textiles.
• All raw textile materials when they are in a natural form are known as griege
material.
• This griege material will have natural and acquired color
• The process of removal of these coloring matters and making the fabric white is
called as bleaching.
Objectives
• to decolourize the natural colouring matter
• make the fabric white or colourless
• to remove the stains which have occured during manufacturing process
• to make the fabric more absorbent
Types of bleaching
• Oxidative bleaching
• Reductive bleaching
28.
Bleaching of Cotton
•Bleaching is performed basically by two principles: 1. Reduction 2.
Oxidation
• Reduction : Presence / addition of atomic hydrogen in the process
or removal of atomic oxygen.
• Oxidation : Presence / addition of atomic oxygen in the process or
removal of atomic hydrogen.
Reductive bleaching:
It is done using reducing agents.
Reducing agents used for bleaching are,
• sulphur dioxide,
• sodium hydrosulphite, etc.
29.
Oxidative Bleaching
• Intextile wet processing industries, usually the oxidation type
of bleaching agents are preferred; since reductive type of
bleaching agents are not effective, damage the material /
machine and creates huge environmental pollution.
• The oxidation type bleaching agents are effective, not
damaging the environment, material and machine much as
the other type does.
• Hence, in the textile industries mostly oxidative type of
bleaching agents are preferred.
30.
Oxidative Bleaching Agents
Theoxidative bleaching agents are broadly classified into two
categories.
i) Chlorine based compounds ii) Non chlorine compounds
Chlorine based compounds: 1. Calcium hypochlorite
2. Sodium hypochlorite, 3. Sodium chlorite
Non chlorine compounds: 1. Hydrogen peroxide
2. Potassium permanganate, 3. Potassium dichromate
4. Peracetic acid
31.
Oxidative Bleaching ofCotton
• Calcium hypochlorite; CaOCl2 [Bleaching Powder]
• This bleaching agent is preferred only for local industries /
market due to many drawbacks.
• The bleaching powder is dissolved in water for 6 hours
CaOCl2 + H2O CaCl2 + Ca(OH)2 + Cl2↑
Cl2↑ + H2O HOCl + HCl
HOCl HCl + (O)
• The available chlorine [Cl2↑]generated during this process is
responsible for the amount of nascent oxygen [(O)] obtained
which is the powerful oxidizing agent used for the oxidative
type of bleaching action.
32.
Sodium hypochlorite bleaching
•Similar to calcium hypochlorite, NaOCl also gives
available chlorine in aqueous medium.
• NaOCl + H2O NaCl + NaOH + Cl2↑
• Cl2↑ + H2O HOCl + HCl
• HOCl HCl + (O)
• This available chlorine further gives nascent oxygen
(oxidizing agent) which oxidizes the impurities and
performs the bleaching function.
• This hypochlorite bleaching is controlled / stabilized by
setting the pH between 10 and 11.5 (using buffer –
Na2CO3)
33.
Hydrogen peroxide bleaching
•Hydrogen peroxide is considered as universal bleaching
agent, since it is suitable for almost all textile bleaching
• Original H2O2 has the pH of less than neutral pH [preferably
6.5].
• For cotton bleaching the pH has to be increased around 11.0
• Hence, an alkali and a stabilizer are needed to be added for
peroxide bleaching.
34.
Mechanism of peroxidebleaching
• Hydrogen peroxide in the neutral pH is in
equilibrium form, as
• H2O2 H+ + HO2-
• When the pH is increased to alkaline side,
nascent oxygen (O) liberates from it
• HO2- OH- + (O)
• Nascent oxygen is the oxidizing agent involved
for bleaching
35.
Advantages of H2O2over other
bleaching agents
• Hydrogen peroxide is in liquid form and does
not give any residue after bleaching
• Calcium hypochlorite gives residual chlorine
and CaCO3; sodium hypochlorite also gives
residual chlorine. These requires after
treatment like antichlor and souring in order
to remove the occluded chlorine and bring
the pH to neutral
36.
Peracetic Acid Bleaching
•Peracetic acid is prepared by reacting hydrogen peroxide
(50% w/w) with glacial acetic acid in 1:2 molar ratio at room
temperature for 24 hours.
• It contains about 20 – 25% w/v peracetic acid.
• Peracetic acid bleaching is less destructive than that of any
alkaline bleaching with respect to weight loss, strength loss
and loss in width of the fabric.
• The feel of the bleached fabric is also satisfactory.
• Tedious process of preparation and high cost involvement of
producing peracetic acid are the only drawbacks of this type
of bleaching.
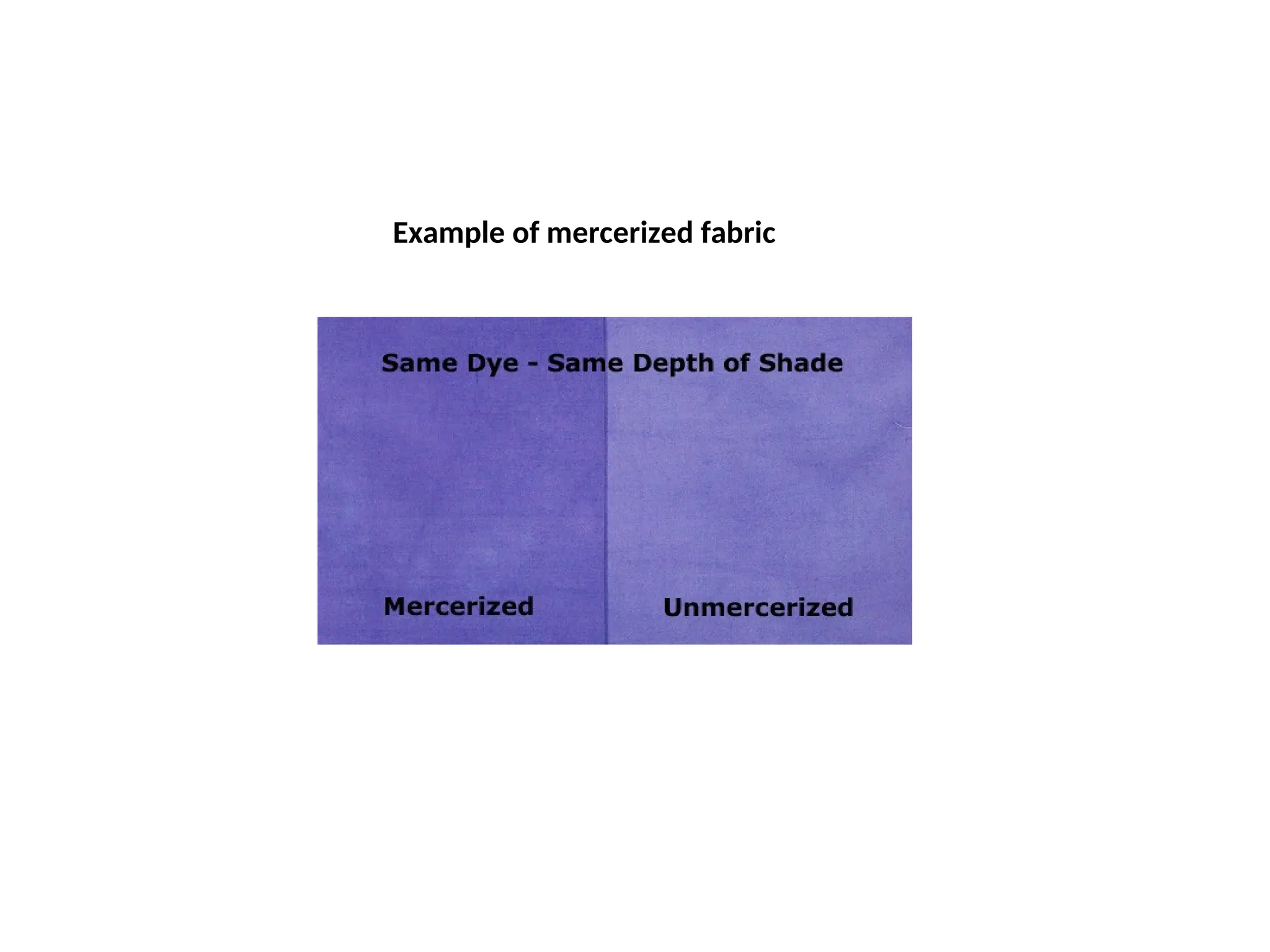
MERCERIZATION
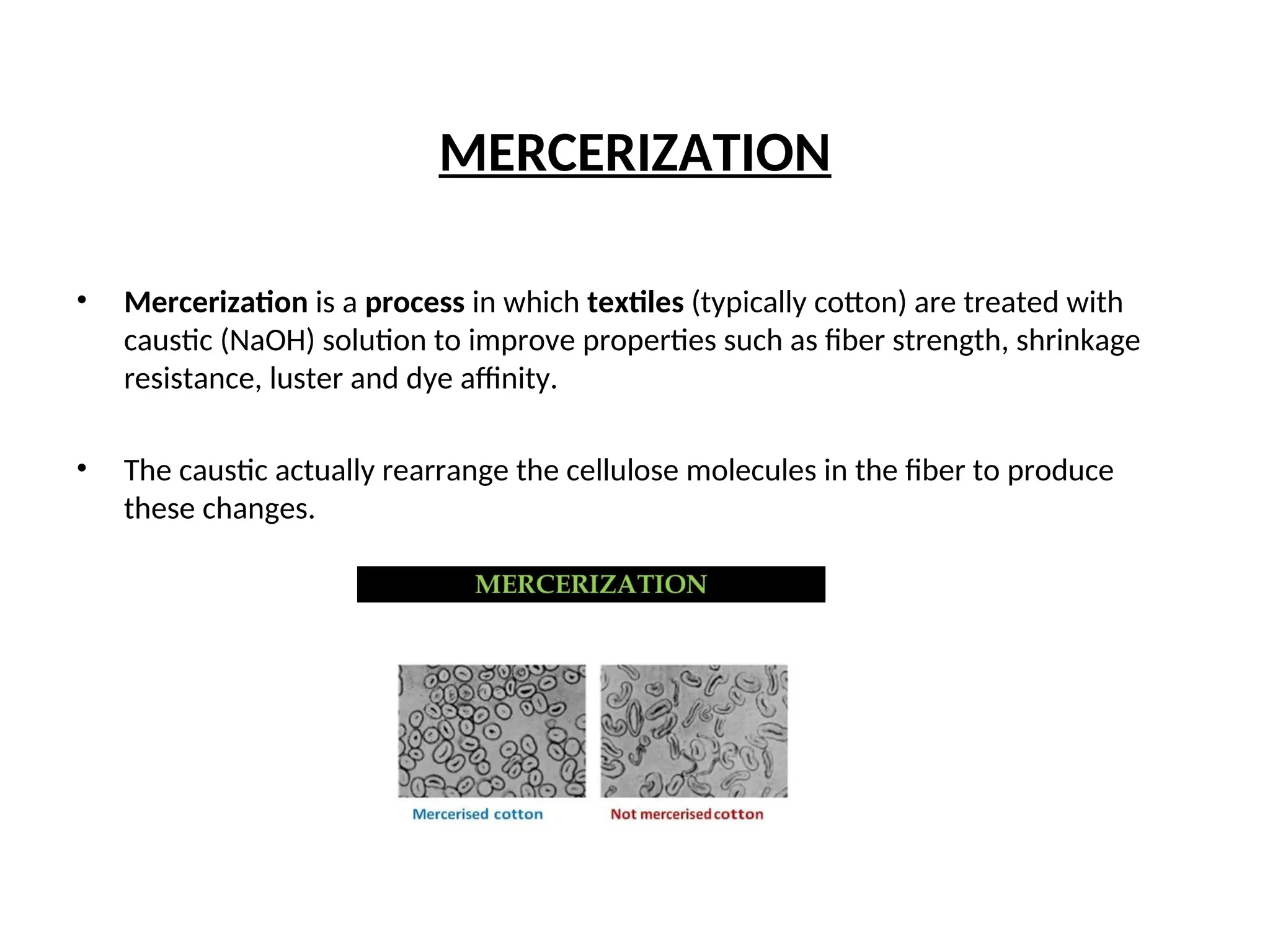
• Mercerization isa process in which textiles (typically cotton) are treated with
caustic (NaOH) solution to improve properties such as fiber strength, shrinkage
resistance, luster and dye affinity.
• The caustic actually rearrange the cellulose molecules in the fiber to produce
these changes.
39.
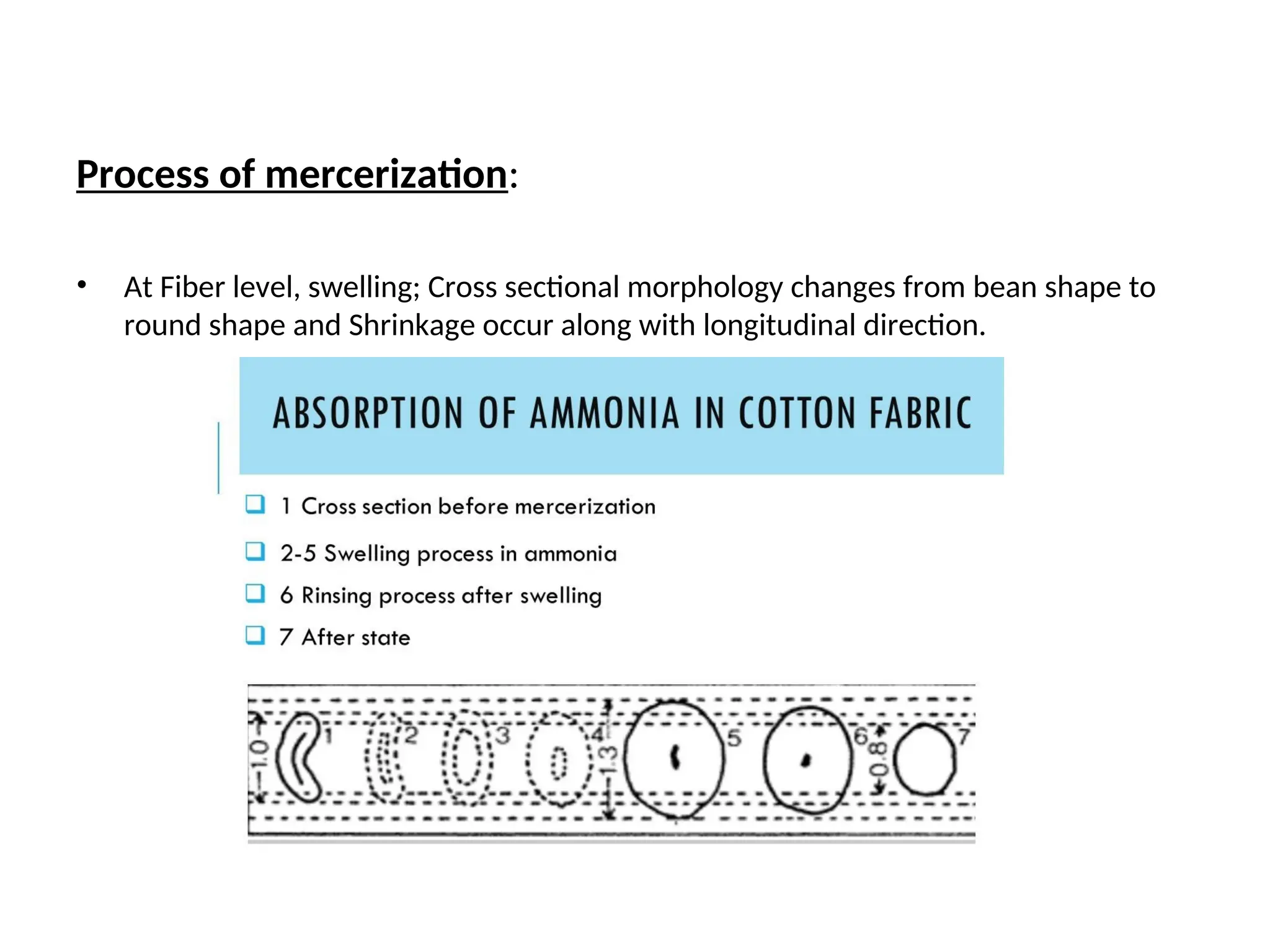
Process of mercerization:
•At Fiber level, swelling; Cross sectional morphology changes from bean shape to
round shape and Shrinkage occur along with longitudinal direction.
40.
Mercerizing of Cotton
•Mercerizing is the process of treating (only) cotton with
sodium hydroxide.
• Recipe: NaOH (20% w/v), Temperature Room
Temperature, Time 15 minutes.
• Advantages of Mercerizing: Overall Properties of cotton
would be increased. As the cross section is made uniform
into circular shape, the strength, absorbency, lusture, texture
are increased.
• Limitations: As the process involves high concentrated NaOH
that leads for pollution issues in the society.
41.
Types of mercerization:
•Tension or hot mercerization (boiled and the pressure is increased. Strength,
absorbency and luster is increased, mostly preferred)
• slack mercerization (done without any pressure and tension, strength is not
increased, only absorbency is increased)ex: bandage
Need for mercerization:
• To improve strength
• To improve luster
• To improve absorbency
• To improve affinity towards dyes
• To increase the dye ability
• To improve the brilliancy of shade
• To increase the tensile strength of fabric
• To improve the pliability and elasticity of the fabric.
Degumming
• Silk isa protein fiber
• The composition of silk is fibroin 70-75 %,
sericin 25-30 %, waxy substance-2-3%, Natural
colours-1-1.5 %, Mineral matter-0.5-1 %.
• Degumming is the process of removal of
sericin a natural gum in silk.
• It is usually done in a slightly alkaline
condition with soap or enzyme to improve its
luster and softness.
45.
Degumming with soap
•Majority of silk is degummed using soap.
Temperature is maintained at 90°C -95°C for 1-2
hours.
• Sodium bicarbonate or sodium carbonate (pH
10) can also be used along with soap.
• Then the fabric is washed with hot and cold
water to remove hydrolyzed gum.
• The alkalinity of soap and its detergency action
hydrolyzes sericin and also removes other
impurities.
46.
Enzymatic degumming
• Sericinis removed by treating silk in 1-2 g/l
trypsin enzyme at 50-60°C for 45- 60 minutes
• Then it is rinsed in hot water.
• The impurities like waxes and stains are
removed by treating silk in1 g/l soda ash at
80-90°C for 20 minutes. It is then washed with
cold water.


![Oxidative Bleaching of Cotton
• Calcium hypochlorite; CaOCl2 [Bleaching Powder]
• This bleaching agent is preferred only for local industries /
market due to many drawbacks.
• The bleaching powder is dissolved in water for 6 hours
CaOCl2 + H2O CaCl2 + Ca(OH)2 + Cl2↑
Cl2↑ + H2O HOCl + HCl
HOCl HCl + (O)
• The available chlorine [Cl2↑]generated during this process is
responsible for the amount of nascent oxygen [(O)] obtained
which is the powerful oxidizing agent used for the oxidative
type of bleaching action.](https://image.slidesharecdn.com/unitipreparatoryprocess-250818104820-9e8e1e20/75/Unit-I-Preparatory-process-of-dyeing-in-textiles-31-2048.jpg)
![Hydrogen peroxide bleaching
• Hydrogen peroxide is considered as universal bleaching
agent, since it is suitable for almost all textile bleaching
• Original H2O2 has the pH of less than neutral pH [preferably
6.5].
• For cotton bleaching the pH has to be increased around 11.0
• Hence, an alkali and a stabilizer are needed to be added for
peroxide bleaching.](https://image.slidesharecdn.com/unitipreparatoryprocess-250818104820-9e8e1e20/75/Unit-I-Preparatory-process-of-dyeing-in-textiles-33-2048.jpg)

























































![Chapter4_Initiation_of_Sediment_Motion_v2[1].pptx](https://cdn.slidesharecdn.com/ss_thumbnails/chapter4initiationofsedimentmotionv21-251208223747-f94ef163-thumbnail.jpg?width=640&height=640&fit=bounds)





![[BROCHURE] Italy Tour Project | @SlideON](https://cdn.slidesharecdn.com/ss_thumbnails/brochure8-251215152319-2805af68-thumbnail.jpg?width=640&height=640&fit=bounds)






