Students will cometo know
about
• Why Hydrotreating is necessary.
• How the reaction take place in presence of catalyst.
• Hydrogenation process.
• How the process works to get prevented from impurities in
products like naphtha, diesel etc
• Diagrammatic description.
• How the process variables like Reactor pressure,
temperature, and feed quality affects process.
3.
Introduction
• The Nephthahydrotreating process is a catalytic refining process
employing a selected catalyst and a hydrogen rich gas stream to
decompose organic sulphur, oxygen, and nitrogen compounds
contained in hydrocarbon fractions.
• In addition hydrotreating removes organo-metallic compounds and
saturates olefinic compounds.
• The hydrotreating process is commonly used to remove platforming
catalyst poisons from straight run or cracked nephthas prior to the
platforming process unit(catalytic reforming).
4.
• The catalystused in nephtha hydrotreating process is composed of an
alumina based impregnated with compounds of cobalt or nickel and
molybdenum.
• The feed source and the type of feed contaminants present determine
the catalyst type and operating parameters.
• Organo-metallic compounds, notably arsenic and lead compounds are
known to be permanent poisons to platinium containing catalyst. The
complete removal of these materials by hydrotreating will give longer
ultimate catalyst life in platforming unit(catalytic reforming unit).
• A substance which destroys the activity of the catalyst to accelerate a
reaction is called a poison and the process is called catalytic
poisoning.
• ***soak or saturate (something) with a substance.
5.
• Reason forremoving sulfur from the naphtha streams within a
petroleum refinery is that sulfur, even in extremely low concentrations,
poisons the noble metal catalysts (platinum and rhenium) in the
catalytic reforming units that are subsequently used to upgrade the
octane rating of the naphtha streams.
• Organic nitrogen is also a temporary poison to platforming catalyst.
• Oxygen compounds are detrimental to the operation of platforming unit. If
oxygen compounds are not removed in hydrotreaters, will then be
converted to water in the platforming unit, thus affecting the water/chloride
balance of the platforming catalyst.
• Olefins can polymerize at platforming unit operating conditions which can
result in exchanger and reactor fouling.
• ****Fouling is the accumulation of unwanted material on solid surfaces.
8.
• The nephthahydrotreating process makes a major contribution to the
ease of operation and economy of platforming.
• In addition to treating nephtha for platforming feed, there are uses for
the neptha hydrotreating process in other areas. Neptha produced
from thermal processes, such as delayed coking, FCC, thermal
cracking, and visbreaking, are usually high in olefinic content and
other contaminants and may not be stable on storage.
• These nephthas may be hydrotreated to remove the olefins and reduce
organic and metallic contaminants, providing a marketable product.
• Conclusion: it can be seen that the primary function of the neptha
hydrotreating process can be characterize as a clean up operation.
9.
• The mainpurpose of neptha hydrotreating process is to ‘clean up’ a
naptha fractions so that it is suitable as charge to a platforming unit.
• REACTIONS:
1. Conversion of organic sulfur compounds to hydrogen sulphide.
2. Conversion of organic nitrogen compounds to ammonia.
3. Conversion organic oxygen compounds to water.
4. Saturation of olefins
5. Removal of organo-metallic compounds.
10.
• Hydrodesulfurization (HDS)is a catalytic chemical process widely
used to remove sulfur (S) from natural gas and from
refined petroleum products, such as gasoline or petrol, jet fuel,
kerosene, diesel fuel, and fuel oils.[1][2]
The purpose of removing the
sulfur, and creating products such as ultra-low-sulfur diesel, is to
reduce the sulfur dioxide (SO2) emissions that result from using those
fuels in automotive vehicles, aircraft, railroad locomotives, ships, gas
or oil burning power plants, residential and industrial furnaces, and
other forms of fuel combustion.
• Another important reason for removing sulfur from the naphtha
streams within a petroleum refinery is that sulfur, even in extremely
low concentrations, poisons the noble metal catalysts (platinum and
rhenium) in the catalytic reforming units that are subsequently used to
upgrade the octane rating of the naphtha streams.
11.
• The industrialhydrodesulfurization processes include facilities for the
capture and removal of the resulting hydrogen sulfide (H2S) gas. In
petroleum refineries, the hydrogen sulfide gas is then subsequently
converted into byproduct elemental sulfur or sulfuric acid (H2SO4).
• An HDS unit in the petroleum refining industry is also often referred
to as a hydrotreater.
12.
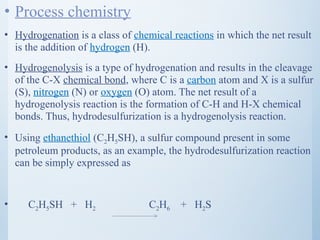
• Process chemistry
•Hydrogenation is a class of chemical reactions in which the net result
is the addition of hydrogen (H).
• Hydrogenolysis is a type of hydrogenation and results in the cleavage
of the C-X chemical bond, where C is a carbon atom and X is a sulfur
(S), nitrogen (N) or oxygen (O) atom. The net result of a
hydrogenolysis reaction is the formation of C-H and H-X chemical
bonds. Thus, hydrodesulfurization is a hydrogenolysis reaction.
• Using ethanethiol (C2H5SH), a sulfur compound present in some
petroleum products, as an example, the hydrodesulfurization reaction
can be simply expressed as
• C2H5SH + H2 C2H6 + H2S
15.
PROCESS DESCRIPTION
• Thehydrodesulfurization reaction takes place in a fixed-
bed reactor at elevated temperatures ranging from 300
to 320 °C and elevated pressures ranging from 30 to 130
atmospheres of absolute pressure, typically in the
presence of a catalyst consisting of an alumina base
impregnated with cobalt and molybdenum (usually
called a CoMo catalyst).
• Cobalt molybdenum : sulfur removal and olefin
saturation Nickel molybdenum: nitrogen removal &
aromatic saturation
17.
• The liquidfeed (at the bottom left in the diagram) is
pumped up to the required elevated pressure and is joined
by a stream of hydrogen-rich recycle gas.
• The resulting liquid-gas mixture is preheated by flowing
through a heat exchanger.
• The preheated feed then flows through a fired heater where
the feed mixture is totally vaporized and heated to the
required elevated temperature before entering the reactor
and flowing through a fixed-bed of catalyst where the
hydrodesulfurization reaction takes place.
• The hot reaction products are partially cooled by flowing
through the heat exchanger where the reactor feed was
preheated
• and then flows through a water-cooled heat exchanger
before it flows through the pressure controller (PC) and
undergoes a pressure reduction down to about 3 to 5
atmospheres.
18.
• The resultingmixture of liquid and gas enters the gas
separator vessel at about 35 °C and 3 to 5 atmospheres
of absolute pressure.
• Most of the hydrogen-rich gas from the gas separator
vessel is recycle gas, which is routed through an
amine contactor for removal of the reaction
product H2S that it contains.
• The H2S-free hydrogen-rich gas is then recycled back for
reuse in the reactor section.
• Any excess gas from the gas separator vessel joins the
sour gas from the stripping of the reaction product liquid.
• The liquid from the gas separator vessel is routed through
a reboiled stripper distillation tower.
19.
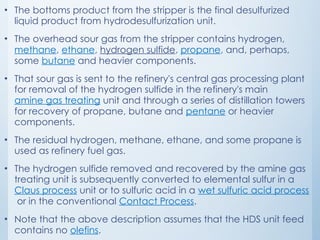
• The bottomsproduct from the stripper is the final desulfurized
liquid product from hydrodesulfurization unit.
• The overhead sour gas from the stripper contains hydrogen,
methane, ethane, hydrogen sulfide, propane, and, perhaps,
some butane and heavier components.
• That sour gas is sent to the refinery's central gas processing plant
for removal of the hydrogen sulfide in the refinery's main
amine gas treating unit and through a series of distillation towers
for recovery of propane, butane and pentane or heavier
components.
• The residual hydrogen, methane, ethane, and some propane is
used as refinery fuel gas.
• The hydrogen sulfide removed and recovered by the amine gas
treating unit is subsequently converted to elemental sulfur in a
Claus process unit or to sulfuric acid in a wet sulfuric acid process
or in the conventional Contact Process.
• Note that the above description assumes that the HDS unit feed
contains no olefins.
20.
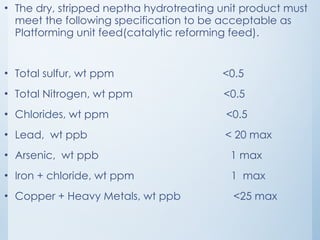
• The dry,stripped neptha hydrotreating unit product must
meet the following specification to be acceptable as
Platforming unit feed(catalytic reforming feed).
• Total sulfur, wt ppm <0.5
• Total Nitrogen, wt ppm <0.5
• Chlorides, wt ppm <0.5
• Lead, wt ppb < 20 max
• Arsenic, wt ppb 1 max
• Iron + chloride, wt ppm 1 max
• Copper + Heavy Metals, wt ppb <25 max
21.
Process Variables
1. ReactorPressure
• Reactor pressure dependant on feed stock properties
and catalyst life required.
• High reactor pressure is required for effective long term
catalyst and reactions are brought to high degree of
completion.
• Pressure for straight run naphtha is around 300 – 500 psig.
• Where for cracked nephtha which has high sulfur and
nitrogen contents higher pressure is required which is
around 800 psig.
22.
• Hydrogen tofeed ratio has got significant influence on
pressure of the reactor.
• Denitrification is dependant on pressure.
2. Temperature:
• Temperature has got significant effect in promoting
hydrotreating reaction.
• Its effect is rather slightly different for each of the
reactions.
• Desulfurization increases with increase in temperature.
• The desulfurization normally starts at temperature of
about 2300
C with the rate of reaction increasing
markedly with increases in temperature.
23.
• If thesulfur level should be around 0.15 to 0.5 weight ppm.
So it is important that the sulfur limit should be maintained
at 0.15 to 0.5 ppm.
• If the sulfur level decreases below 0.15 then we will have
to inject sulfur in the feed.
• Olefins saturation will behave similar like desulfurization
reaction with respect to temperature. But their reactions
are exothermic so the reactor temperature goes up.
• Therefore the reactor temperature should be adjusted
accordingly.
• Where the temperature limit the contents of olefins to
certain value but after which remaining olefins will react
with H2S to form mercaptans.
24.
• Where recombinationtemperature for olefins is 3430
C.
• Decomposition of oxygen and nitrogen require a some
what higher temperature than desulfurization and olefins
saturation.
• Units with significant level of nitrogen and oxygen must be
design for high pressure and low liquid hourly space
velocity to ensure a complete removal.
• The demetalization reaction minimum temperature of
3150
C, above 3150
C metals removal is essentially
complete. Below this temperature metals may not be
completely removed.
25.
• Normal designtemperature for both SRN and cracked
Nephtha are 3990
C maximum.
• Actual operating temperature will vary depending on the
feed type from 285 to 3850
C.
• As catalyst ages the quality of product may degenerate,
which will be corrected by increasing inlet temperature.
• If increasing temperature doesn’t cure the problem, it is
better just to change the catalyst or regenerate.
• Increasing the pressure drop is normally a sign that
catalyst require regeneration.
26.
3. FEED QUALITY
•Feed quality defines the inlet temperature of the reactor.
• Routine operation will normally be carried out at normal
pressure and temperature.
• But if the refinery purchases outside crude and if it has
high contents of sulfur and nitrogen with olefins, then
higher temperature is required.
• So final selection of reactor pressure is based on product
quality.
27.
4. Hydrogen toHydrocarbon Ratio
• The minimum hydrogen to feed ratio(SCFB) is dependant
on hydrogen consumption, feed characteristics and
desired product quality.
• For SRN of moderate sulfur content 250 to 400 SCFB is
normally required.
• Cracked nephtha must be processed at hydrogen ratio
3000 SCFB.
• Hydrogen to feed ratio is proportional to feed quality.
28.
5. Space Velocity
•The quantity of catalyst per unit feed will depends upon
feed stock properties operating conditions and product
quality required. LHSV is defined as
• LHSV = Volume of the charge per unit hour
v volume of the
catalyst
• LHSV normally depends on sulfur, nitogen quantity.
• SNR is processed at 4 – 12 LHSV.
• Where cracked nephtha 2 – 8 LHSV
29.
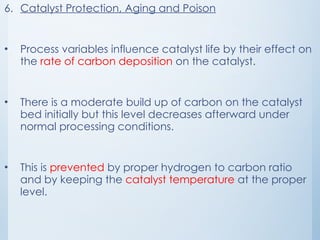
6. Catalyst Protection,Aging and Poison
• Process variables influence catalyst life by their effect on
the rate of carbon deposition on the catalyst.
• There is a moderate build up of carbon on the catalyst
bed initially but this level decreases afterward under
normal processing conditions.
• This is prevented by proper hydrogen to carbon ratio
and by keeping the catalyst temperature at the proper
level.
30.
• High temperatureincreases the rate of carbon forming
reactions.
• Catalyst deactivation can be measured by looking at its
effectiveness at normal process conditions after a period
of time.
• Primary causes of catalyst deactivation :
1. Accumulation of coke on active sites
2. Chemical combination of feed stock contaminants with
the catalyst compounds.
3. Carbon level upto 5% is tolerable for desulfurization but
not so good for denitrification.
31.
• Gradual accumulationof inorganic species like lead,
arsenic, calcium, sodium, silicon and phasphorous can
result permanent loss of catalyst, requiring catalyst
removal.
• Pressure drop across the reactor also signal the apperent
loss of catalyst. 60 – 100 psig drop give an idea that
deposits should be removed or catalyst should be
replaced partially.
• Dissolved oxygen should be eliminated from the feed.
• Oxygen can create fouling in presence of olefins.
• If this happens then you will have to add antifouling
agents. Removing oxygen is preferred choice.









![• Hydrodesulfurization (HDS) is a catalytic chemical process widely
used to remove sulfur (S) from natural gas and from
refined petroleum products, such as gasoline or petrol, jet fuel,
kerosene, diesel fuel, and fuel oils.[1][2]
The purpose of removing the
sulfur, and creating products such as ultra-low-sulfur diesel, is to
reduce the sulfur dioxide (SO2) emissions that result from using those
fuels in automotive vehicles, aircraft, railroad locomotives, ships, gas
or oil burning power plants, residential and industrial furnaces, and
other forms of fuel combustion.
• Another important reason for removing sulfur from the naphtha
streams within a petroleum refinery is that sulfur, even in extremely
low concentrations, poisons the noble metal catalysts (platinum and
rhenium) in the catalytic reforming units that are subsequently used to
upgrade the octane rating of the naphtha streams.](https://image.slidesharecdn.com/9-250316082255-774ae84d/85/9-hydrotreating-process-3-classes-pptx-10-320.jpg)