Downloaded 324 times








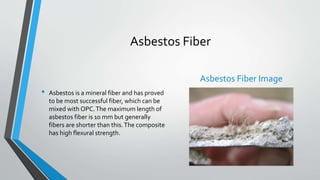
![FIBER REINFORCED CONCRETE [FRC]
• In conventional concrete, micro-cracks develop even before loading because of
drying shrinkage and other causes of volume change. When the structure is loaded,
the micro cracks open up and propagate.The development of such micro-cracks is
the main reason of inelastic deformation in concrete.
• The weakness can be removed by inclusion of small, closely spaced and uniformly
dispersed fibers in concrete.The addition of fibers in concrete substantially
improve its static and dynamic properties.These fibers offer increased resistance
to crack growth, through a crack arresting mechanism and improve tensile
strength and ductility of concrete.](https://image.slidesharecdn.com/ct-170428133318/85/Special-Concrete-And-Concreting-Method-20-320.jpg)

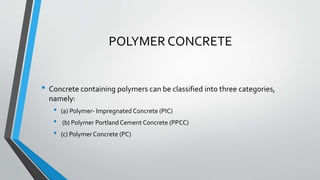




![READY MIXED CONCRETE [RMC]
• A Concrete whose constituents are weight-batched at a central batching plant, mixed
either at the plant itself or in truck mixers, and then transported to the construction site
and delivered in a condition ready to use, is known as ready mixed concrete (RMC).
• This technique is very useful in congested sites or at diverse work places and saves the
consumer from the botheration of procurement, storage and handling of concrete
materials. Due to low cost, durability and its ability to be customized for different
applications, ready mixed concrete is becoming more and more popular.The concrete
quality in terms of its properties or composition and quantity or volume required for the
particular application is specified by the customer.
• The use of ready mixed concrete is also advantageous when only small quantity of
concrete are required or when concrete is placed only at intervals. Usually, the price of
ready-mixed concrete is somewhat higher than of site mixed concrete, but this may often
by saving in the cement content, site organization and supervisory staff.](https://image.slidesharecdn.com/ct-170428133318/85/Special-Concrete-And-Concreting-Method-62-320.jpg)

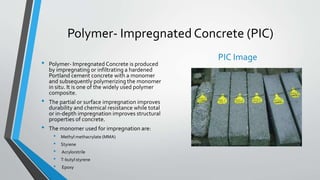
![ROLLER COMPACTED CONCRETE [RCC]
• RCC consists of Portland cement, coarse and fi ne aggregates, and water.
• RCC requires no forms, finishing, steel reinforcement or joint sawing.
However, saw-cut joints can be easily created to offer an enhanced
appearance and to help control cracking.](https://image.slidesharecdn.com/ct-170428133318/85/Special-Concrete-And-Concreting-Method-68-320.jpg)
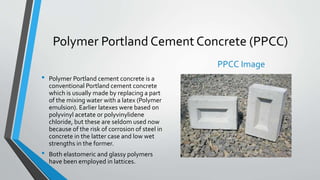
![SELF COMPACTED CONCRETE [SCC]
• Self-consolidating concrete is a highly flowable type of concrete that spreads into
the form without the need of mechanical vibration. Self-compacting concrete is a
non-segregating concrete that is placed by means of its own weight.The
importance of self-compacting concrete is that maintains all concrete’s durability
and characteristics, meeting expected performance requirements.
• In certain instances the addition of super plasticizers and viscosity modifier are
added to the mix, reducing bleeding and segregation. Concrete that segregates
loses strength and results in honeycombed areas next to the formwork. A well
designed SCC mix does not segregate, has high deformability and excellent
stability characteristics.](https://image.slidesharecdn.com/ct-170428133318/85/Special-Concrete-And-Concreting-Method-70-320.jpg)


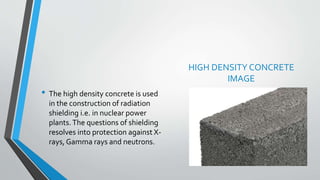
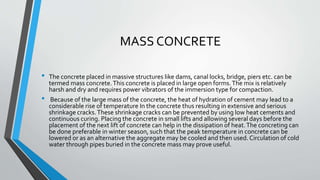
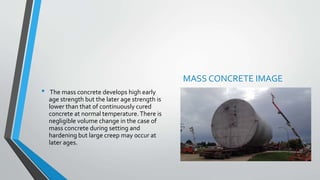
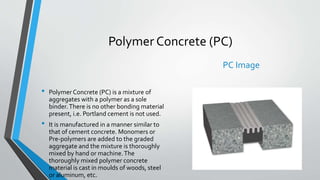
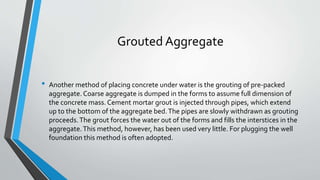
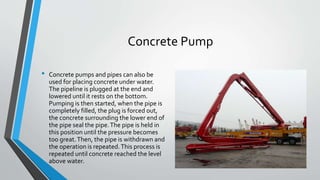
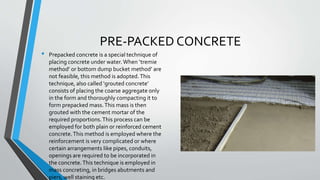
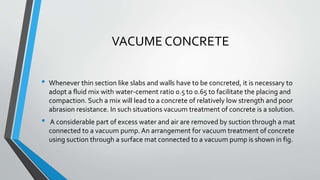
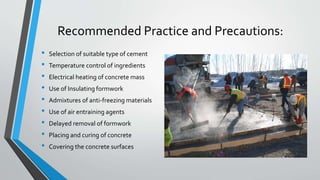
This document discusses various types of special concretes including lightweight concrete, high density concrete, mass concrete, plum concrete, fiber reinforced concrete, polymer concrete, ferrocement, high strength concrete, high performance concrete, precast concrete, and fly ash concrete. It describes the materials and properties of each type of concrete and their applications in construction.



































































