자료를 수집 , 정리 , 분석하기 위한 과학적 방법 추론하는 방법과 근거로 의사를 결정하는 방법 통계학 추측통계학 : 표본으로부터 모집단의 특성 추론 기술통계학 : 자료의 수집 , 정리 , 분석 통계학 (Statistics)
2.
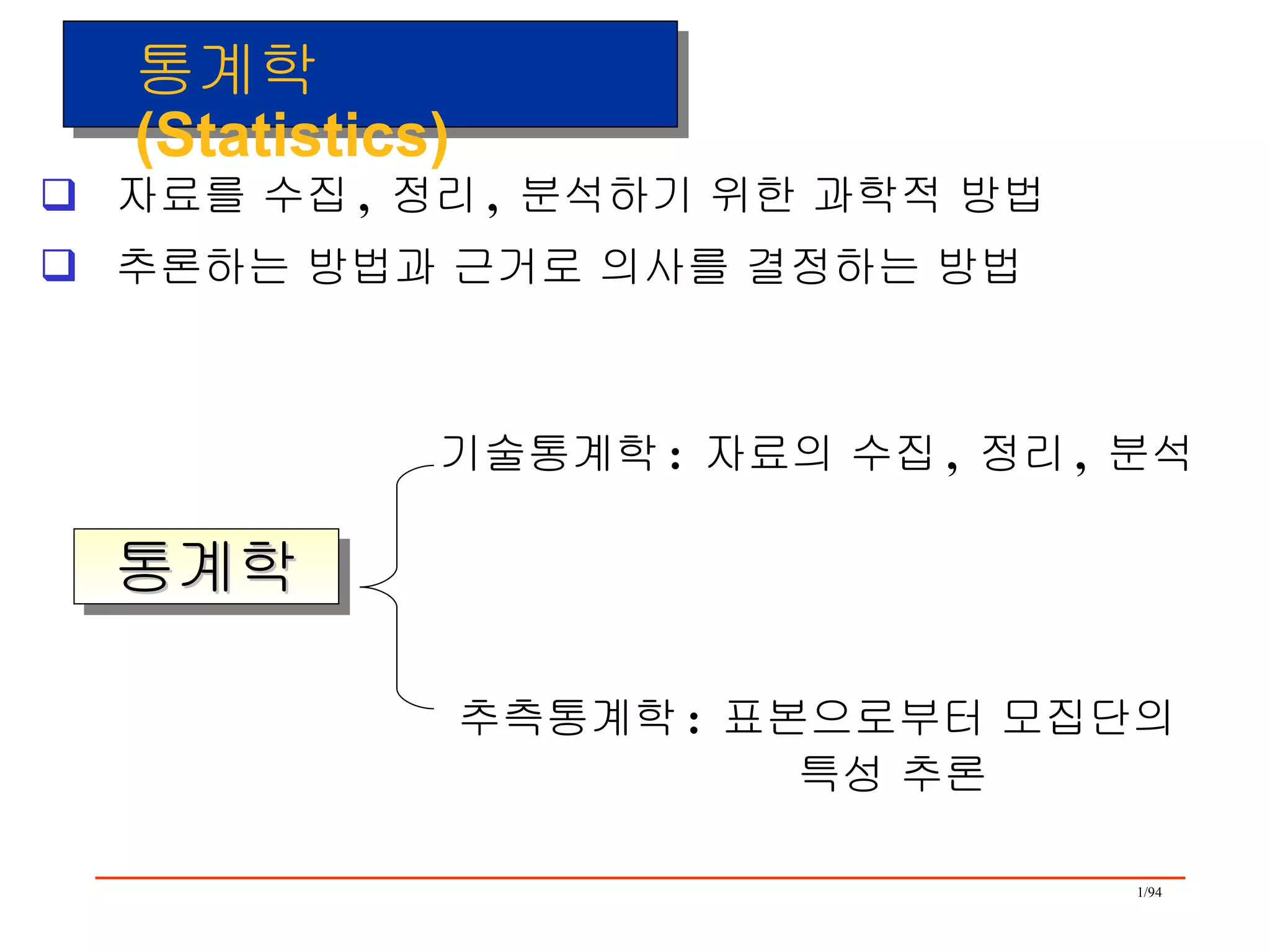
독일 : • 국상학 • 코닝 (Corning 1606~1681) - 국가의 현상을 파악하기 위해서 통계 인용 • 아헨발 (Achenwall, 1719~1772) - 통계학의 아버지 영국 : • 정치산술학 • 그란트 (J, Graunt, 1620~1674) - 사망표에 관한 자연적 그리고 정치적 관찰 • 페티 (W, Petty, 1623~1687) - 정치산술 프랑스 : 확률론 • 갈릴레이 (G. Galilei, 1564~1642) • 파스칼 (B. Pascal, 1623~1662) • 페르마 통계학의 역사
3.
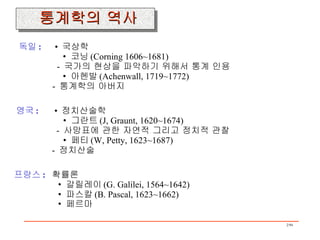
• 카틀레(L, Quetelet 1796~1874) - 기술통계학의 시조 - “ 사회물리학”에서 통계학을 교육학 , 사회학 , 생물학에 접목 • 칼튼 (F, Galton, 1822~1911) • 피어슨 (K, Pearson, 1857~1936) - 회귀 , 상관 개념 도입 20C 초 기술통계학 추측통계학 • 고셋 (W.S. Gosset, 1876 ~ 1937) - 소표본 이론 • 피셔 (R.A. Fisher, 1800 ~ 1962) - 실험계획법 기초이론과 과학적 조사 방법 • 쉬하르츠 (W.A. Shewharts) - 관리도
4.
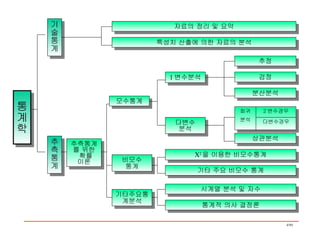
자료의 정리 및요약 특성치 산출에 의한 자료의 분석 추정 검정 분산분석 상관분석 X 2 을 이용한 비모수통계 기타 주요 비모수 통계 시계열 분석 및 자수 통계적 의사 결정론 1 변수분석 다변수 분석 모수통계 비모수 통계 기타주요통계분석 기술통계 추측통계 통계학 추측통계를 위한 확률 이론 2 변수경우 다변수경우 회귀 분석
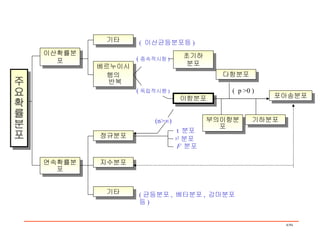
기타 베르누이시행의 반복초기하 분포 정규분포 지수분포 기타 다항분포 포아송분포 이항분포 부의이항분포 기하분포 이산확률분포 주요확률분포 연속확률분포 (n> ) t 분포 2 분포 F 분포 ( 균등분포 , 베타분포 , 감마분포 등 ) ( 이산균등분포등 ) ( 종속적시항 ) ( p >0 ) ( 독립적시행 )
7.
: 모집단으로부터일부 또는 전체 data 를 조사하여 모집단이 가지고 있는 특성을 규명하고자 하는 것 : 모집단 전체 조사 : 모집단의 일부조사 모집단의 특징을 추측 통계 기초 표본조사 통계조사 전수조사
8.
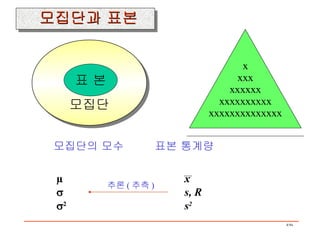
표 본 모집단x xxx xxxxxx xxxxxxxxxx xxxxxxxxxxxxxx 모집단의 모수 표본 통계량 µ x s, R 2 s 2 추론 ( 추측 ) 모집단과 표본
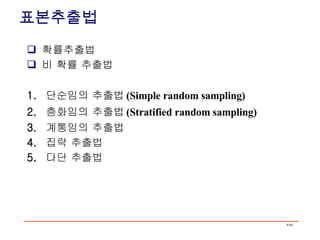
모집단과 표본 Data 추출 Random sampling 복원추출 비복원 추출 통계 기초 모집단 (population) 관심의 대상 - 공정 - 제품 - 부품 ( 반제품 , 재공품 ) - 원 / 부자재 M 표본 (Sample) 모집단의 특성을 표현 - 공정의 일부 - 제품의 일부 - 부품의 일부 - 원 / 부자재의 일부 M
11.
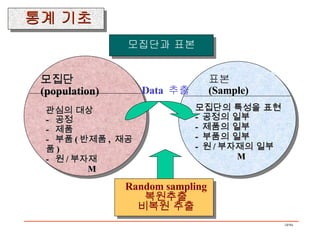
계량치데이타 (continuous data)길이 , 무게 , 강도등 양적으로 측정되는 데이터 예 ) 길이 , 무게 , 온도 , 압력 , 전압 , 저항 , 밀도 , 농도 등 계수치 데이터 (discrete data) 불량품의 수 , 결점수 등과 같이 질적으로 판단하여 개수로 세는 데이터 예 ) 양품 / 불량품 , 합격 / 불합격 , 이상유무 , 결점수 , 결점일수 실수킥의 수 통계 기초 DATA
12.
DATA = 중심 + 산포 중심경향 (Central Location) 산포 (Variability) 모양 (Shape) 통계 기초 DATA 해석 목 적
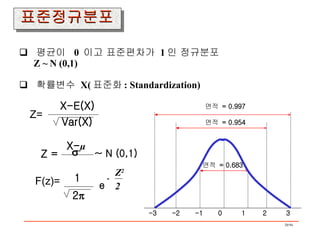
기대값과 분산 확률변수 X 의 기대값 (expected value) E(X): n i=1 x i p(x i ) E(X) = xf(x)dx - 확률변수 X 의 분산 (variance) Var(X): Var(X) = E(X- ) 2 , = E(X) n (x i - ) 2 P(x i ) ( 이산확률 변수 ) i=1 (x- ) 2 f (x) dx ( 연속확률 변수 ) - = X 의 표준편차 E(X) = = Var(x) x
15.
추 정 : 의 추정량 E ( ) = 추정량 : 의 불편 추정량 통계량 미지모수 예 : E ( x ) = µ , µ = x E(s 2 ) = 2 , s 2 = 2 = S 2 E = , = E (s) < E (s/C 4 ) = R d 2 R d 2 1 n n-1 ( x i - x ) 2
16.
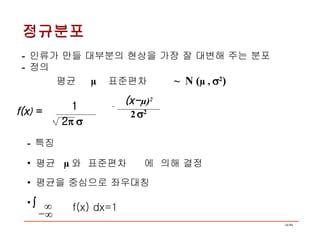
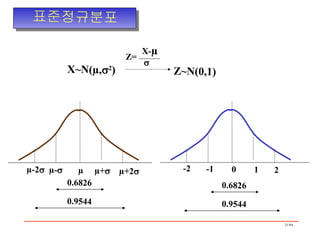
정규분포 - 인류가 만들 대부분의 현상을 가장 잘 대변해 주는 분포 - 정의 평균 µ 표준편차 ~ N ( µ , 2 ) 2 e (x- µ) 2 2 2 f(x ) = - 특징 평균 µ 와 표준편차 에 의해 결정 평균을 중심으로 좌우대칭 1 - f(x) dx=1
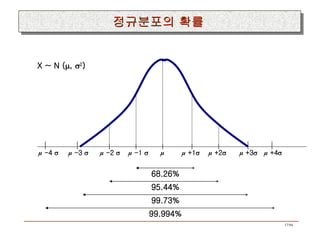
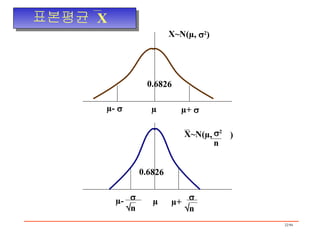
X~N(µ, 2 ) µ- µ µ+ X~N(µ, ) 0.6826 µ- µ µ+ 2 n 0.6826 n n 표본평균 X
23.
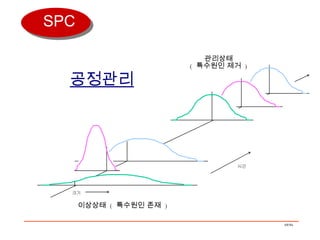
품질에 대한 변동의의미 과도한 변동 ( 산포 ) 의 발생은 공정관리 능력이 없음을 의미한다 . 변 동 ( 산포 ) 품질에 대한 최대의 적
24.
SPC( 통계적 공정관리 ) S (Statistical) : 통계적 자료와 분석 기법 운영 P (Process) : 공정의 품질 변동 원인 및 능력 파악 C (Control) : 품질 목표 달성 및 개선 활동 관리
25.
공정에서 요구되는 품질이나생산성 목표를 달성하기 위하여 PDCA 사이클을 돌려가면서 통계적 방법으로 공정을 효율적으로 운영해 나가는 관리방법 공정의 활동상태를 객관적 DATA 에 의하여 파악하고 , 좋은 제품이 생산될 수 있도록 관리해 줌으로써 , 불량 제도에 도달하고 고객만족을 도모하며 더 나아가서 새로운 고객을 창출해 내는 것이다 . SPC 의 정의 SPC 의 목표
26.
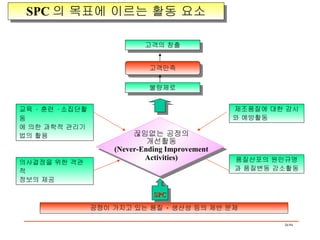
SPC 의 목표에이르는 활동 요소 고객의 창출 고객만족 불량제로 제조품질에 대한 감시 와 예방활동 품질산포의 원인규명과 품질변동 감소활동 교육 · 훈련 · 소집단활동 에 의한 과학적 관리기 법의 활용 의사결정을 위한 객관적 정보의 제공 공정이 가지고 있는 품질 · 생산성 등의 제반 문제 SPC 끊임없는 공정의 개선활동 (Never-Ending Improvement Activities)
27.
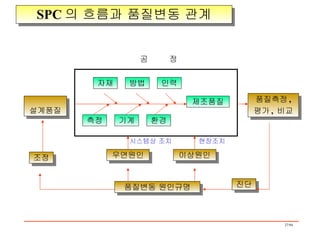
SPC 의 흐름과품질변동 관계 자재 방법 인력 측정 설계품질 기계 환경 제조품질 품질측정 , 평가 , 비교 우연원인 이상원인 시스템상 조치 현장조치 조정 품질변동 원인규명 진단 공 정
28.
국소적인 조치와 시스템에 대한 조치 국소적인 조치 (Local Actions) - 일반적으로 변동의 이상원인을 제거하기 위해 요구됨 - 그 공정과 밀접한 관련자에 의해 취해질 수 있음 . - 전형적으로 공정문제의 약 15% 만 시정될 수 있음 . 시스템에 대한 조치 (Actions on the System) - 우연원인에 의한 변동 감소를 위해 요구됨 . - 대부분이 시정을 위한 경영자 조치가 요구됨 . - 전형적으로 공정문제의 약 85% 를 시정하는데 필요함 . SPC
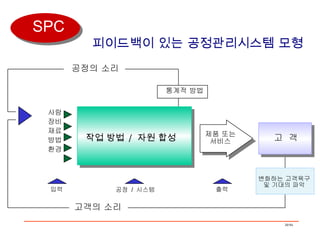
피이드백이 있는 공정관리시스템모형 사람 장비 재료 방법 환경 작업 방법 / 자원 합성 통계적 방법 입력 공정 / 시스템 출력 고객의 소리 공정의 소리 제품 또는 서비스 고 객 변화하는 고객욕구 및 기대의 파악 SPC
31.
1. 평균및 산포의 측도 , 확률 분포 2. ( 신 ) QC 7 가지 도구 3. 샘플링 , 샘플링 검사법 4. 공정능력조사 5. 통계적 추정 및 가설 검정 6. 상관 , 회귀 , 분석 7. 분산분석 , 실험계획법 8. 다변량분석 9. 다구찌의 품질공학기법 10. 신뢰성기법 - 신뢰성 시험 , FMEA SPC 에 사용되는 통계적 수법
32.
QC 7 가지도구의 특장 ( 特長 ) QC 7 가지 도구 1. 쉽게 간단히 작성할 수 있다 . 2. 눈으로 보고 곧 알 수 있다 . 3. 모두가 쓸수 있다 . 4. 적용범위가 넓다 . 5. 유용하다 .
33.
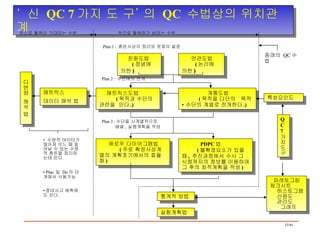
‘ 신 QC 7 가지 도 구’ 의 QC 수법상의 위치관계 앞으로 활용이 기대되는 수법 앞으로 활용하기 바라는 수법 Plan 1 : 혼돈사상의 정리와 문제의 설정 친화도법 ( 정념에 의한 ) 연관도법 ( 논리에 의한 ) Plan 2 : 수단에의 전개 매트릭스 데이터 해석 법 매트릭스도법 ( 목적과 수단의 관련을 안다 .) 계통도법 ( 목적을 다단의 목적 • 수단의 계열로 전개한다 .) 다변량 해석 법 Plan 3 : 수단을 시계열적으로 애로우 다이어그램법 ( 주로 확정사상계열의 계획초기에서의 효율화 ) PDPC 법 ( 불확정요소가 있을 때 , 추진과정에서 수시 그 시점까지의 정보를 이용하여 그 후의 최적계획을 작성 ) • 수량적 데이터가 많아져 어느 때 일어날 수 있는 수량적 혼돈을 정리하는데 쓴다 . • Plan 및 Do 의 단계에서 사용가능 • 중대사고 예측에도 쓴다 . 특성요인도 통계적 방법 실험계획법 파레토그림 체크시트 히스토그램 산점도 관리도 그래프 배열 , 실행계획을 작성 QC 7 가지도구 종래의 QC 수법
34.
관 리 도 1. 수집 - 자료 취합 및 관리도 상에 그림 2. 관리 - 공정데이터로 시험관리한계 계산 - 변동의 특별원인 식별과 이에 대한 조치 3. 분석 및 개선 - 변동의 일상원인 파악과 이의 감소를 위한 조치 시행 지속적 공정 개선을 위해 이 3 단계를 반복한다 . 관리 상한 관리 하한 중심선 SPC
35.
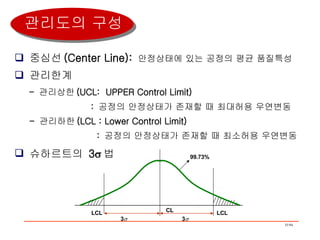
중심선 (Center Line): 안정상태에 있는 공정의 평균 품질특성 관리한계 - 관리상한 (UCL: UPPER Control Limit) : 공정의 안정상태가 존재할 때 최대허용 우연변동 - 관리하한 (LCL : Lower Control Limit) : 공정의 안정상태가 존재할 때 최소허용 우연변동 슈하르트의 3 법 3 CL 99.73% 3 LCL LCL 관리도의 구성 크기
36.
공정을 관리상태로 유지하고공정의 관리 상태 유무를 조사 관리도의 유형 - R ( 평균치와 범위 ) 관리도 ( 개개의 측정치 ) 관리도 계량치에 사용 - R ( 메디안과 범위 ) 관리도 pn ( 불량개수 ) 관리도 p ( 불량률 ) 관리도 c ( 결점수 ) 관리도 계수치에 사용 µ ( 단위당 결점수 ) 관리도 관리도
37.
평균값 관리도 범위관리도 개개의 측정값 관리도 인접한 두 측정값의 차 관리도 누적합 관리도 중앙값 관리도 이동평균 관리도 지수가중 이동평균 관리도 다변량 차트 짧은 생산주기 SPC 관리도 계량형관리도
38.
계량형 관리도중에서 가장많이 사용되는 관리도 평균값 관리도 + 범위 관리도 정규분포 이용 - 평균값과 표준편차 동시에 관리 - 품질특성의 분포를 관리 x 관리도 : 군의 평균값의 변화와 군간의 변화 관리 R 관리도 : 산포의 변화 관리 x 관리도의 장점 - 품질특성치 x 가 정규분포가 아닌 다른 분포를 따른다 해도 중심극한의 원리에 의해 x 는 정규분포에 근사하므로 정규분포 의 성질을 이용할 수 있다 . - X 관리도 보다 x 관리도가 공정변동에 더 민감하게 작용하며 공정변화를 빠르게 포착할 수 있다 . 평균값과 범위 관리도 ( x-R 관리도 )
39.
x-R 관리도 의 작성 절차 STEP 1: 데이터 수집 - 군의 크기 : 3 ~ 5 개 - 군의 수 : 20 ~ 25 군 STEP 2: 평균치 계산 - 각 군의 평균치 계산 : x = x/n - 측정치 자릿수 보다 한자리 아래까지 STEP 3: 범위 계산 - 각 군의 범위 계산 : R = Xmax - Xmin STEP 4: 총 평균치 계산 x = x/k STEP 5: 범위의 평균치 계산 R = R/k
40.
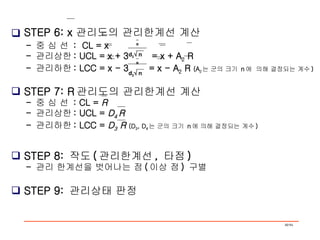
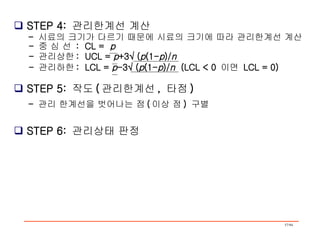
STEP 6: x 관리도의 관리한계선 계산 - 중 심 선 : CL = x - 관리상한 : UCL = x + 3 = x + A 2 R - 관리하한 : LCC = x - 3 = x - A 2 R (A 2 는 군의 크기 n 에 의해 결정되는 계수 ) STEP 7: R 관리도의 관리한계선 계산 - 중 심 선 : CL = R - 관리상한 : UCL = D 4 R - 관리하한 : LCC = D 3 R (D 3 , D 4 는 군의 크기 n 에 의해 결정되는 계수 ) STEP 8: 작도 ( 관리한계선 , 타점 ) - 관리 한계선을 벗어나는 점 ( 이상 점 ) 구별 STEP 9: 관리상태 판정 R d 2 n R d 2 n
41.
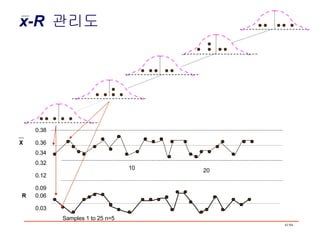
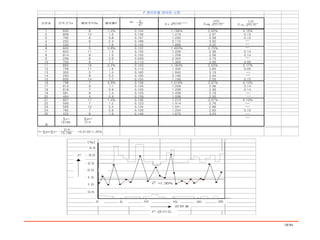
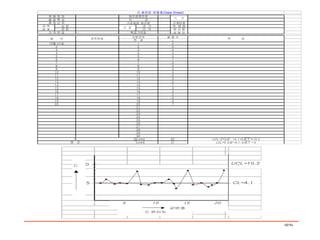
0.38 0.36 0.340.32 0.12 0.09 0.06 0.03 10 20 X R Samples 1 to 25 n=5 x-R 관리도
42.
43.
44.
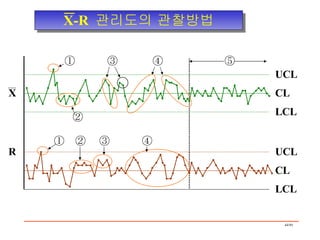
X-R 관리도의관찰방법 UCL CL CL LCL UCL LCL ① ② ③ ④ ⑤ ① ② ③ ④ R X
45.
번호 1 23 4 5 이 름 점의 배열 조 처 관리이탈 크기 7 이상의 런 한계 가까이 있는점 경향과 주기성 변동 안정상태 ( 관리상태 ) X 관리도 : 평균치의변화 R 관리도 : 산포의 변화 중심선의 한 쪽으로만 연속하여 7 개 이상의 점이 있을때 중심선으로부터 관리한계선까지거리의 2/3 이상 떨어진 곳에 연속 3 점 중 2 점 점이 계속 위로 또는 아래로만 향하고 있을때 또는 주기적 변동을 보일때 연속 25 점 이상에서 1~4 까지와 같은 것이 없는 상태 이상원인을 조사하여 다시 일어나지 않도록 조처 원인파악 , 유익한 정보입수 공정의 산포가 증가하였음을 보여 주고 있다 . 원인파악 , 유익한 정보입수 공정안정 규격만족
46.
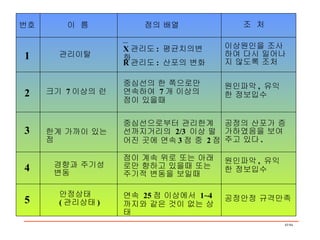
만약 변동의 우연원인만존재한다면 , 공정산출물은 시간에 대해 안정적이고 예측가능한 분포를 이룬다 . 변동의 이상원인이 있으면 , 공정산출물은 시간에 대해 안정적이지 못하다 . 크기 시간 예측 목표선 크기 시간 예측 목표선 SPC
47.
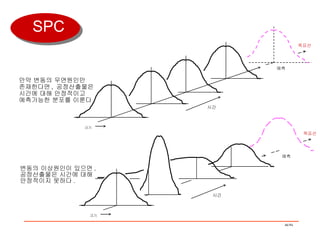
X-R 관리도 의 작성 절차 부분군 추출시 한번에 여러 개의 제품을 추출할 수 없을 경우 사용 한 개의 측정값이 얻어지면 곧 관리도의 점으로 기록되 므로 각각의 측정으로 부터 공정의 안정상태의 판정 및 조치까지 시간적 지연이 없다 . 제품 또는 제조공정의 특성상 한번에 하나의 제품밖에 얻을 수 없는 경우 개개의 측정값 : 공정평균 관리 인접 두 DATA 간의 범위 : 공정분산 관리
48.
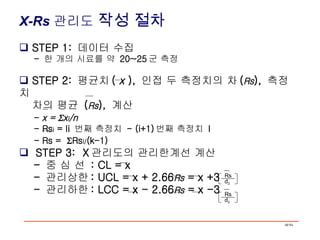
X-Rs 관리도 작성 절차 STEP 1: 데이터 수집 - 한 개의 시료를 약 20~25 군 측정 STEP 2: 평균치 ( x ), 인접 두 측정치의 차 ( Rs ), 측정치 차의 평균 ( Rs ), 계산 - x = x i /n - Rs i = Ii 번째 측정치 - (i+1) 번째 측정치 I - Rs = Rs i/ (k-1) STEP 3: X 관리도의 관리한계선 계산 - 중 심 선 : CL = x - 관리상한 : UCL = x + 2.66 Rs = x +3 - 관리하한 : LCC = x - 2.66 Rs = x -3 Rs d 2 Rs d 2
49.
STEP 4: Rs 관리도의 관리한계선 계산 - 중 심 선 : CL = R s - 관리상한 : UCL = 3.27 R s = D 4 R s - 관리하한 : LCL = 고려치 않음 STEP 5: 작도 ( 관리한계선 , 타점 ) - 관리 한계선을 벗어나는 점 ( 이상 점 ) 구별 STEP 6: 관리상태 판정
50.
51.
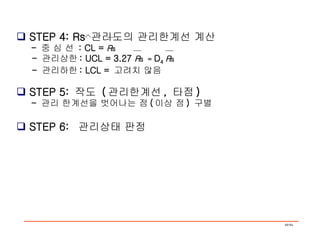
X 관리도의민감도 X 관리도 X 관리도 LCL= -3 UCL= +3 P (x > UCL) = 0.1587 ₁ = +2 ₁ = +2 P (x > UCL) = 0.8413 LCL = -3 √4 UCL = +3 √4
52.
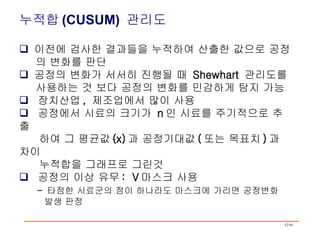
누적합 (CUSUM) 관리도 이전에 검사한 결과들을 누적하여 산출한 값으로 공정 의 변화를 판단 공정의 변화가 서서히 진행될 때 Shewhart 관리도를 사용하는 것 보다 공정의 변화를 민감하게 탐지 가능 장치산업 , 제조업에서 많이 사용 공정에서 시료의 크기가 n 인 시료를 주기적으로 추출 하여 그 평균값 (x) 과 공정기대값 ( 또는 목표치 ) 과 차이 누적합을 그래프로 그린것 공정의 이상 유무 : V 마스크 사용 - 타점한 시료군의 점이 하나라도 마스크에 가리면 공정변화 발생 판정
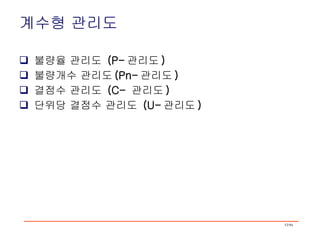
계수치 관리도 시료의크기 불량품의 단위 결 점 수 Pn C 불량품의 수 결 점 수 P U 불 량 율 단위당 결점수 일 정 변 동
55.
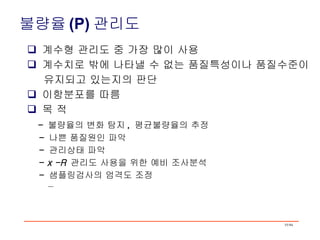
계수형 관리도 중가장 많이 사용 계수치로 밖에 나타낼 수 없는 품질특성이나 품질수준이 유지되고 있는지의 판단 이항분포를 따름 목 적 - 불량율의 변화 탐지 , 평균불량율의 추정 - 나쁜 품질원인 파악 - 관리상태 파악 - x -R 관리도 사용을 위한 예비 조사분석 - 샘플링검사의 엄격도 조정 불량율 (P) 관리도
56.
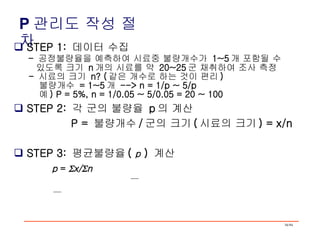
P 관리도 작성절차 STEP 1: 데이터 수집 - 공정불량율을 예측하여 시료중 불량개수가 1~5 개 포함될 수 있도록 크기 n 개의 시료를 약 20~25 군 채취하여 조사 측정 - 시료의 크기 n? ( 같은 개수로 하는 것이 편리 ) 불량개수 = 1~5 개 --> n = 1/p ~ 5/p 예 ) P = 5%, n = 1/0.05 ~ 5/0.05 = 20 ~ 100 STEP 2: 각 군의 불량율 p 의 계산 P = 불량개수 / 군의 크기 ( 시료의 크기 ) = x/n STEP 3: 평균불량율 ( p ) 계산 p = x/ n
57.
STEP 4: 관리한계선 계산 - 시료의 크기가 다르기 때문에 시료의 크기에 따라 관리한계선 계산 - 중 심 선 : CL = p - 관리상한 : UCL = p +3 ( p (1- p )/ n - 관리하한 : LCL = p -3 ( p (1- p )/ n (LCL < 0 이면 LCL = 0) STEP 5: 작도 ( 관리한계선 , 타점 ) - 관리 한계선을 벗어나는 점 ( 이상 점 ) 구별 STEP 6: 관리상태 판정
58.
59.
60.
61.
62.
관리도의 이점 적절하게사용되는 관리도는 : 공정의 현행 관리를 위해 작업자에 의해 이용될 수 있다 . 품질과 비용을 위한 공정의 일관된 , 예상 가능한 수행을 지원 할 수 있다 . 공정이 아래의 사항을 달성할 수 있다 . - 우수한 품질 - 낮은 단위 비용 - 높은 유효 생산능력 공정 수행도의 논의를 위한 공통 용어를 제공할 수 있다 . 국소적인 조치나 시스템에 대한 조치를 위한 지침으로서 변동의 일상원인으로부터 특별원인을 구별할 수 있다 . SPC
63.
조치를 취하는데 적합한여건을 조성한다 . 공정을 명확히 한다 . 관리 특성을 결정한다 . [ 고려할 점 ] - 고객의 요구 - 현재 및 잠재적 문제 분야 - 특성들 사이의 상관관계 측정시스템을 명확히 한다 . 불필요한 변동을 최소화 한다 . 관리도 사용을 위한 준비
64.
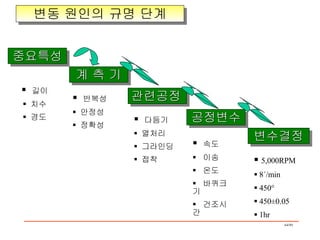
중요특성 계 측기 관련공정 공정변수 변수결정 길이 치수 경도 반복성 안정성 정확성 다듬기 열처리 그라인딩 접착 속도 이송 온도 바퀴크기 건조시간 5,000RPM 8´/min 450° 450±0.05 1hr 변동 원인의 규명 단계
65.
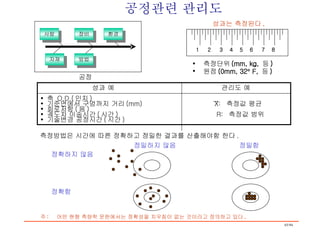
공정관련 관리도 성과는측정된다 . 공정 주 : 어떤 현행 측량학 문헌에서는 정확성을 치우침이 없는 것이라고 정의하고 있다 . 정밀함 사람 장비 환경 자재 방법 1 2 3 4 5 6 7 8 측정단위 (mm, kg, 등 ) 원점 (0mm, 32 F, 등 ) 성과 예 관리도 예 축 O.D.( 인치 ) 기준면에서 구멍까지 거리 (mm) X: 측정값 평균 회로저항 ( 음 ) 궤도차 이송시간 ( 시간 ) R: 측정값 범위 기술변경 공정시간 ( 시간 ) 측정방법은 시간에 따른 정확하고 정밀한 결과를 산출해야함 한다 . 정확함 정확하지 않음 정밀하지 않음
66.
샘플군 ( 부분군, Subgroup) - 동일한 조건하에서 랜덤하게 추출된 일단의 측정치 - 크기 n 개의 시료가 k 조 있을때 :k 조의 부분군 합리적 샘플군 - 부분군 내부의 변동은 우연원인만을 , 이상원인은 부분군간 의 변동에 포함시키도록 하는 샘플군 - 장점 : 샘플군내의 변동은 공정변동을 측정하기 위한 좋은 지표 샘플군 사이의 변동이 발생하므로 이상원인의 존재를 쉽게 발견 샘플군과 샘플 크기
67.
5 명의 작업자가한 공정에서 같은 일을 수행할 때 그들 사이의 차이를 발견하고자 할때 잘못된 방법 - 각 작업자의 제품으로부터 1 개씩 선정하여 크기 5 의 샘플군 형성 바람직한 방법 - 5 개의 관리도 활용 - 각 작업자에 대해 5 개씩 DATA 추출하여 샘플군 을 형성하고 샘플빈도를 조정함으로써 작업자간 의 차이 발견 합리적 샘플군의 선정방법 예시
68.
관리상태 판정 관리한계선을벗어난 점 연속된 7 점 또는 그 이상의 점들이 중심선의 어느 한쪽에 위치 연속된 11 점 중 적어도 10 점이 중심선의 어느 한쪽에 위치 연속된 14 점 중 적어도 12 점이 중심선의 어느 한쪽에 위치 연속된 17 점 중 적어도 14 점이 중심선의 어느 한쪽에 위치 연속된 20 점 중 적어도 14 점이 중심선의 어느 한쪽에 위치 연속된 3 점 중 적어도 2 점 이상이 경계선 (2 ) 을 벗어날 때 연속된 5 점 중 적어도 4 점 이상이 1 한계선을 벗어날 때 연속된 7 점 또는 그 이상의 점이 계속해서 상승 또는 하락 할 때 연속된 14 점 이상이 중심선 주위에 위치 그외에 어떤 이동 , 주기 , 층화 , 경향등이 있을때
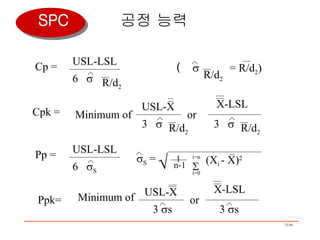
공정 능력 Cp= USL-LSL 6 R/d 2 ( = R/d 2 ) R/d 2 Cpk = Minimum of USL-X R/d 2 3 or X-LSL 3 R/d 2 Ppk= Minimum of USL-X 3 s or X-LSL 3 s Pp = USL-LSL 6 S S = 1 n-1 i=n (X i - X) 2 i=0 SPC
72.
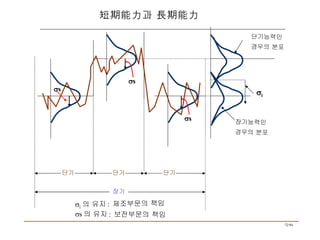
장기능력인 경우의 분포단기능력인 경우의 분포 단기 단기 장기 단기 短期能力과 長期能力 s l s s s 의 유지 : 보전부문의 책임 l 의 유지 : 제조부문의 책임
73.
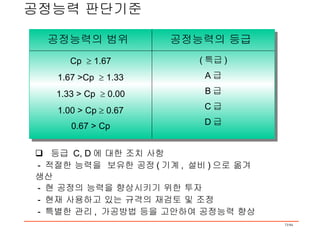
공정능력 판단기준 공정능력의범위 공정능력의 등급 Cp 1.67 1.67 >Cp 1.33 1.33 > Cp 0.00 1.00 > Cp 0.67 0.67 > Cp ( 특급 ) A 급 B 급 C 급 D 급 등급 C, D 에 대한 조치 사항 - 적절한 능력을 보유한 공정 ( 기계 , 설비 ) 으로 옮겨 생산 - 현 공정의 능력을 향상시키기 위한 투자 - 현재 사용하고 있는 규격의 재검토 및 조정 - 특별한 관리 , 가공방법 등을 고안하여 공정능력 향상
74.
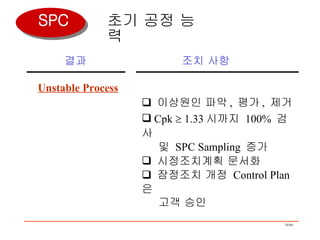
초기 공정 능력결과 조치 사항 Unstable Process 이상원인 파악 , 평가 , 제거 Cpk 1.33 시까지 100% 검사 및 SPC Sampling 증가 시정조치계획 문서화 잠정조치 개정 Control Plan 은 고객 승인 SPC
75.
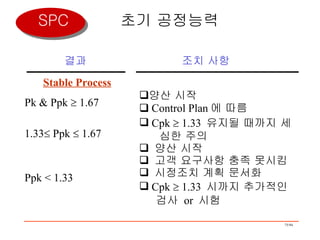
초기 공정능력 결과조치 사항 Stable Process 양산 시작 Control Plan 에 따름 Cpk 1.33 유지될 때까지 세 심한 주의 양산 시작 고객 요구사항 충족 못시킴 시정조치 계획 문서화 Cpk 1.33 시까지 추가적인 검사 or 시험 Pk & Ppk 1.67 1.33 Ppk 1.67 Ppk < 1.33 SPC
76.
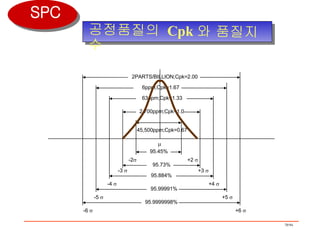
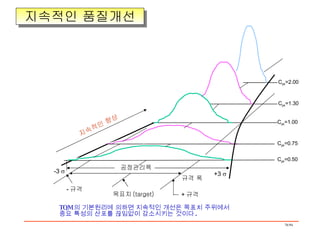
- 규격 TQM의 기본원리에 의하면 지속적인 개선은 목표치 주위에서 중요 특성의 산포를 끊임없이 감소시키는 것이다 . 공정관리폭 목표치 (target) -3 규격 폭 + 규격 C pk =2.00 C pk =1.30 C pk =1.00 C pk =0.75 C pk =0.50 +3 지속적인 향상 지속적인 품질개선
측정시스템 용어 참값( 목표값 ): 이상적으로 정확한 값 매우정확한 측정장치로 무수히 많이 측 정하여 얻은 평균값 오차 : 참값과 실제 측정값과의 차이 ( 측정값 - 참값 ) 정도 - 정밀도 : 측정값의 산포 ( 측정값의 흩어짐 정도 ) 동일계측기로 동일부품을 반복하여 측정시 측정값의 변화 - 정확도 : 치우침 ( 측정값의 평균 - 참값 ), 참값과의 일치정도 계측기 : 측정을 하는데 사용하는 모든 도구 측정시스템 : 측정값을 얻기 위해 투입되는 모든 인적 , 물적 자원의 집합
79.
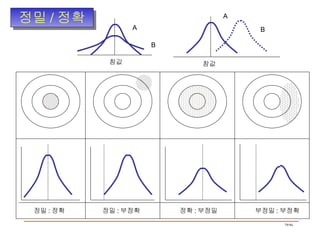
정밀 / 정확참값 A B 참값 A B 정밀 : 정확 정밀 : 부정확 정확 : 부정밀 부정밀 : 부정확
80.
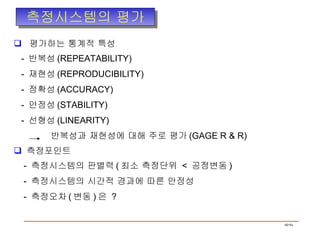
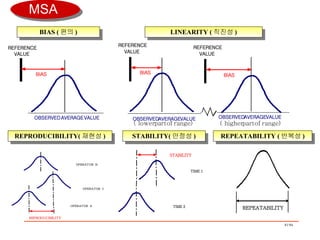
측정시스템의 평가 평가하는통계적 특성 - 반복성 (REPEATABILITY) - 재현성 (REPRODUCIBILITY) - 정확성 (ACCURACY) - 안정성 (STABILITY) - 선형성 (LINEARITY) 반복성과 재현성에 대해 주로 평가 (GAGE R & R) 측정포인트 - 측정시스템의 판별력 ( 최소 측정단위 < 공정변동 ) - 측정시스템의 시간적 경과에 따른 안정성 - 측정오차 ( 변동 ) 은 ?
81.
REPEATABILITY REPRODUCIBILITY( 재현성) STABILITY( 안정성 ) REPEATABILITY ( 반복성 ) TIME 1 TIME 2 STABILITY REFERENCE VALUE BIAS OBSERVED AVERAGE VALUE BIAS REFERENCE VALUE OBSERVED AVERAGE VALUE ( lower part of range ) REFERENCE VALUE OBSERVED AVERAGE VALUE BIAS ( higher part of range ) BIAS ( 편의 ) LINEARITY ( 직진성 ) MSA
82.
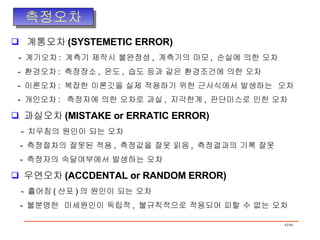
계통오차 (SYSTEMETIC ERROR)- 계기오차 : 계측기 제작시 불완정성 , 계측기의 마모 , 손실에 의한 오차 - 환경오차 : 측정장소 , 온도 , 습도 등과 같은 환경조건에 의한 오차 - 이론오차 : 복잡한 이론깃을 실제 적용하기 위한 근사식에서 발생하는 오차 - 개인오차 : 측정자에 의한 오차로 과실 , 지각한계 , 판단미스로 인한 오차 과실오차 (MISTAKE or ERRATIC ERROR) - 치우침의 원인이 되는 오차 - 측정절차의 잘못된 적용 , 측정값을 잘못 읽음 , 측정결과의 기록 잘못 - 측정자의 숙달여부에서 발생하는 오차 우연오차 (ACCDENTAL or RANDOM ERROR) - 흩어짐 ( 산포 ) 의 원인이 되는 오차 - 불분명한 미세원인이 독립적 , 불규칙적으로 적용되어 피할 수 없는 오차 측정오차
83.
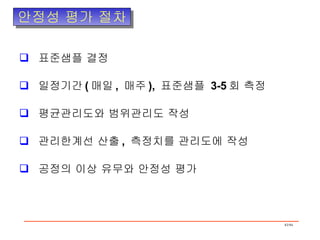
안정성 평가 절차표준샘플 결정 일정기간 ( 매일 , 매주 ), 표준샘플 3-5 회 측정 평균관리도와 범위관리도 작성 관리한계선 산출 , 측정치를 관리도에 작성 공정의 이상 유무와 안정성 평가
84.
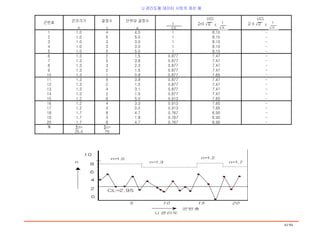
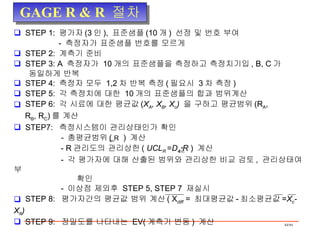
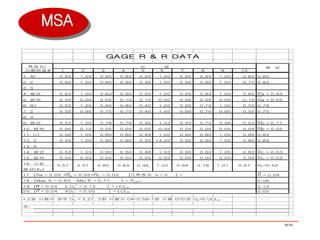
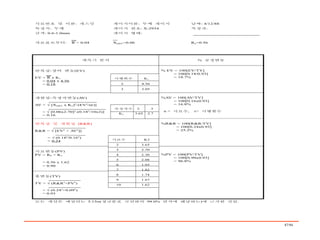
GAGE R &R 절차 STEP 1: 평가자 (3 인 ), 표준샘플 (10 개 ) 선정 및 번호 부여 - 측정자가 표준샘플 번호를 모르게 STEP 2: 계측기 준비 STEP 3: A 측정자가 10 개의 표준샘플을 측정하고 측정치기입 , B, C 가 동일하게 반복 STEP 4: 측정자 모두 1,2 차 반복 측정 ( 필요시 3 차 측정 ) STEP 5: 각 측정치에 대한 10 개의 표준샘플의 합과 범위계산 STEP 6: 각 시료에 대한 평균값 ( X A , X B , X c ) 을 구하고 평균범위 (R A , R B , R C ) 를 계산 STEP7: 측정시스템이 관리상태인가 확인 - 총평균범위 ( R ) 계산 - R 관리도의 관리상한 ( UCL R = D 4 R ) 계산 - 각 평가자에 대해 산출된 범위와 관리상한 비교 검토 , 관리상태여부 확인 - 이상점 제외후 STEP 5, STEP 7 재실시 STEP 8: 평가자간의 평균값 범위 계산 ( X diff = 최대평균값 - 최소평균값 = X c -X B ) STEP 9: 정밀도를 나타내는 EV( 계측기 변동 ) 계산
85.
정확성 평가절차 한명의측정자 , 동일부품 , 동일특성 , 동일계측기 10 회이상 측정 측정의 평균값 : X = X/n 정확성 = 기준값 ( 실험실 또는 계측실에서 얻은 값 ) - 측정 평균값 % 정확성 ( 정확성 / 공정변동 ) X 100 정확성 오차의 원인 - 기준값의 오차 - 계측기의 마모 - 잘못된 치수로 제작된 계측기의 사용 - 그롯된 특성을 측정하는 경우 - 검교정되지 않은 계측기의 사용 - 측정자가 계측기를 잘못 사용
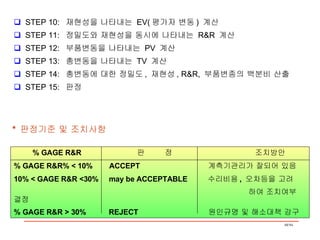
STEP 10: 재현성을 나타내는 EV( 평가자 변동 ) 계산 STEP 11: 정밀도와 재현성을 동시에 나타내는 R&R 계산 STEP 12: 부품변동을 나타내는 PV 계산 STEP 13: 총변동을 나타내는 TV 계산 STEP 14: 총변동에 대한 정밀도 , 재현성 , R&R, 부품변종의 백분비 산출 STEP 15: 판정 % GAGE R&R 판 정 조치방안 % GAGE R&R% < 10% ACCEPT 계측기관리가 잘되어 있음 10% < GAGE R&R <30% may be ACCEPTABLE 수리비용 , 오차등을 고려 하여 조치여부 결정 % GAGE R&R > 30% REJECT 원인규명 및 해소대책 강구 * 판정기준 및 조치사항
89.
* 범위법(RANGE METHOD) 간이평가법 (SHORT METHOD) 측정시스템의 변동을 신속하고 간단하게 평가 측정시스템의 전체적인 형태만을 빠르고 간단하게 평가 반복성과 재현성 분리 불가 * 평균범위법 (AVERAGE & RANGE METHOD) 분리평가법 (GAGE R & R) 반복성과 재현성 분리 평가 측정시스템 오차 해결 방안 반복성 > 재현성 반복성 < 재현성 계측기 보전 필요 계측기 사용 / 판독방법에 대한 훈련 부족 계측기 재설계 계측기 다이얼 교정 불명확 측정위치 , 고정구 개선 측정자가 계측기를 일관성 있게 사용토록 고정물 필요
90.
* 계수형계측기 분석 측정자 선정 : 2~3 인 , 표준샘플 20 개 선정 ( 불량 포함 ) 계측실시 평가 : 100% 같을 경우에만 이상무
91.
샌드위치 백작의 샌드위치발견 실 험 분 석 한쪽의 식빵 위에 칠면조 고기를 한쪽 얻는다 . 비참하게 실패 두쪽의 칠면조 고기사이에 한쪽의 식빵을 넣는다 . 기각 햄세쪽을 차례로 쌓는다 . 그럴듯해 보인다 . 세쪽을 차례로 쌓는다 . 조금 나아 보인다 . 두쪽의 식빵 사이에 몇쪽의 햄을 넣는다 . 성공 - 코메디안 알렌의 글 - 가설 가설 가설 가설
92.
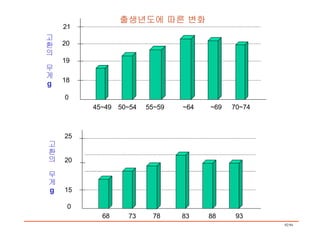
고환의 무게 g0 15 20 68 73 88 83 93 78 25 0 18 19 20 21 45~49 50~54 ~69 ~64 70~74 출생년도에 따른 변화 55~59 고환의 무게 g
93.
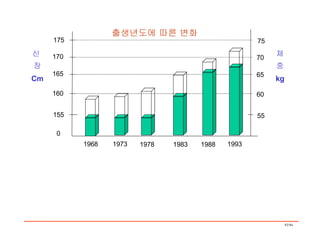
0 160 165170 175 1968 1973 1988 1983 1993 출생년도에 따른 변화 1978 신 장 Cm 155 60 65 70 75 55 체 중 kg
94.
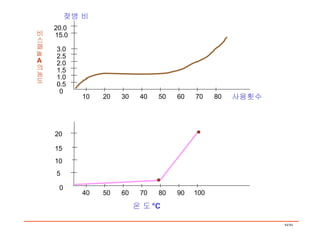
0 5 1040 50 60 70 80 90 100 15 20 온 도 °C 0 비스페놀 A 의 농도 젖병 비 0.5 1.0 1.5 2.0 2.5 3.0 15.0 20.0 10 20 30 40 50 60 70 80 사용횟수
![조치를 취하는데 적합한 여건을 조성한다 . 공정을 명확히 한다 . 관리 특성을 결정한다 . [ 고려할 점 ] - 고객의 요구 - 현재 및 잠재적 문제 분야 - 특성들 사이의 상관관계 측정시스템을 명확히 한다 . 불필요한 변동을 최소화 한다 . 관리도 사용을 위한 준비](https://image.slidesharecdn.com/spc-1206599593141236-4/85/Spc-63-320.jpg)














![6sigma 혁신활동의 실제기업사례[lg텔레콤(close loop power control)]](https://cdn.slidesharecdn.com/ss_thumbnails/6sigmalgcloselooppowercontrol-120918201140-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)

![[프레스세미나 1주제] 16년도 프레스업종 세미나 자료](https://cdn.slidesharecdn.com/ss_thumbnails/116-160518004446-thumbnail.jpg?width=640&height=640&fit=bounds)









![[Ankus Open Source Conference 2013] 빅데이터 분석을 위한 통계 이해와 해석](https://cdn.slidesharecdn.com/ss_thumbnails/random-131117193321-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)





![[방송통신대 컴퓨터과학과]데이터정보처리입문 과제물 작성](https://cdn.slidesharecdn.com/ss_thumbnails/knoucomputerscienceintroductiontodatainformationprocessingreportcommit-190903170618-thumbnail.jpg?width=640&height=640&fit=bounds)


![[확률통계]04모수추정](https://cdn.slidesharecdn.com/ss_thumbnails/statistics4-190131081748-thumbnail.jpg?width=640&height=640&fit=bounds)