Downloaded 16 times
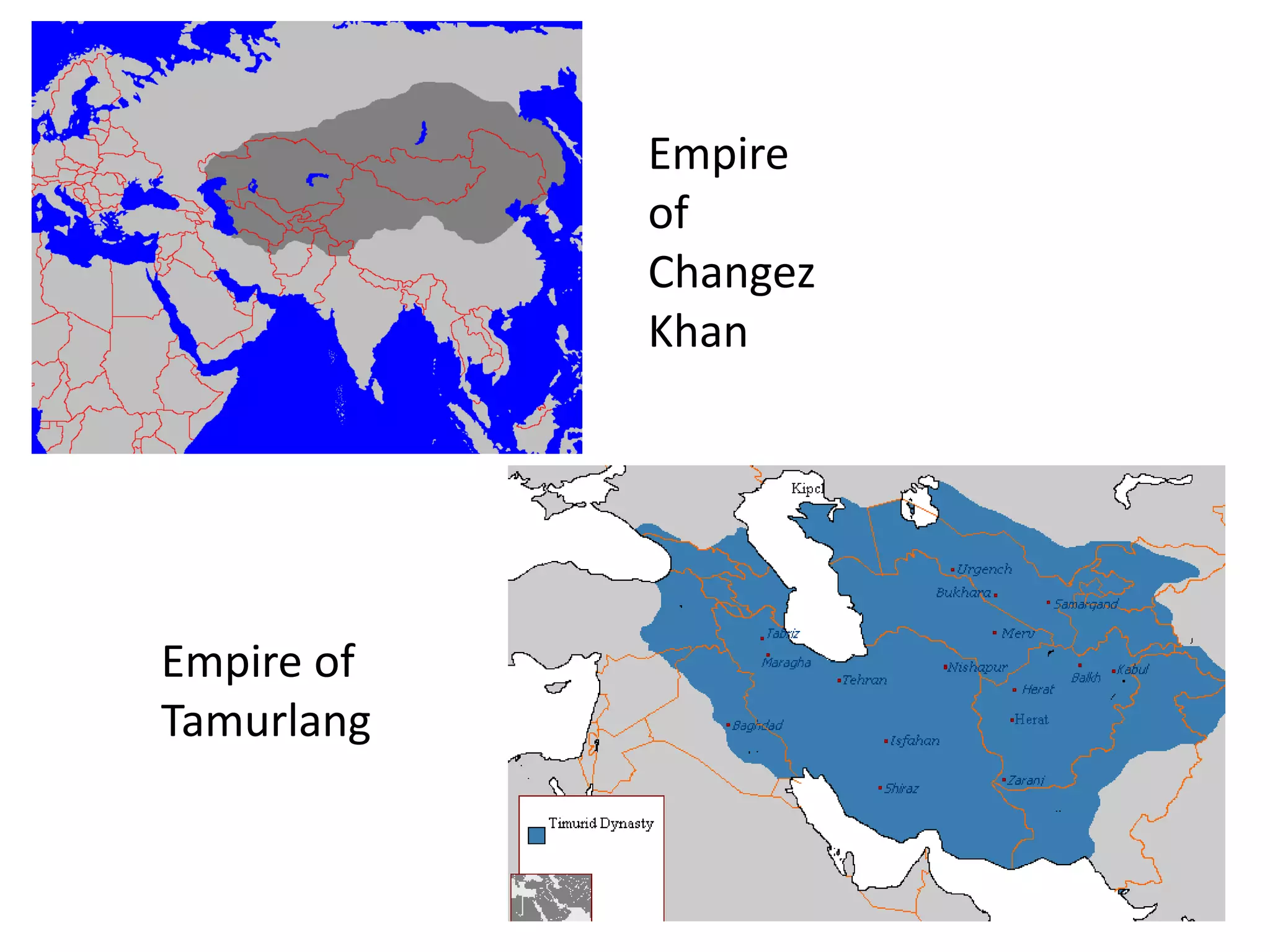

This document discusses the colonial relationship between Europe and India from 1498 to the 1800s. It summarizes that prior to 1498, India and Europe were isolated from one another, but Vasco da Gama's voyage opened sea routes between the two. Even after 1498, Asian nations still largely controlled relations. The East India Company was founded in 1600 to facilitate trade, but initially struggled to find goods India wanted from Europe. Over time, the Company gained political power in India through alliances and military force. This led to negative economic and social impacts on India as the country's resources and markets increasingly served British interests over its own.





























































