
Recommended
Recommended
More Related Content
What's hot
What's hot (18)
Viewers also liked
Viewers also liked (12)
Similar to Quality Assessment of Mechanical and Metallurgical Properties of Modified 9Cr-1Mo Steel-Indigenously Developed Electrodes for PFBR Project
Similar to Quality Assessment of Mechanical and Metallurgical Properties of Modified 9Cr-1Mo Steel-Indigenously Developed Electrodes for PFBR Project (20)
Quality Assessment of Mechanical and Metallurgical Properties of Modified 9Cr-1Mo Steel-Indigenously Developed Electrodes for PFBR Project
- 1. 1 IWA 040 Quality Assessment of Mechanical and Metallurgical Properties of Modified 9Cr-1Mo Steel-Indigenously Developed Electrodes for PFBR Project K. Shanmugam*, Shaju K. Albert# , V. Ramasubbu# and A. K. Bhaduri# *Quality Assurance Division # Metallurgy & Materials Group Indira Gandhi Centre for Atomic Research Kalpakkam – 603 102, India (E-mail: ksm@igcar.ernet.in) Abstract Modified 9Cr-1Mo steel is used in prototype fast breeder reactor (PFBR) Project for the manufacture of once through steam generator (SG). Most of the welding in SG is carried out by Shielded Metal Arc Welding (SMAW) process and hence require matching Modified 9Cr-1Mo Steel basic coated (E 9016-B9) electrode with modified requirements compared to AWS SFA 5.5. In order to manufacture of these electrodes number of trials were carried out and developed modified 9Cr- 1Mo steel electrodes indigenously and tested to meet the PFBR specification. In this paper details of various inspection and tests such as weld deposit chemical analysis, all weld tensile test at ambient and high temperature 798K (525°C), Charpy V notch impact test at 293K (20°C), drop weight test, hardness test, fillet weld test etc and their results discussed. Also the requirements of SFA 5.5 and PFBR specification are discussed in detail. KEY WORDS Modified 9Cr-1Mo Electrodes, Destruction tests, Nil ductility transition temperature, Indigenous development, Test results 1.0 INTRODUCTION PFBR is a sodium cooled pool type fast breeder reactor. The heat generated inside the reactor core is removed by circulation of sodium called primary sodium through the core. The primary sodium then transfers its heat to the secondary sodium in the intermediate heat exchanger. Secondary sodium is non-radioactive and heating water/steam in the once through steam generator (SG) to raise steam for running the turbo generator. SG is a vertical shell and tube type heat exchanger and fabricated from modified 9Cr-1Mo steel plate (P 91). The modified 9Cr-1Mo steel has good high temperature mechanical properties, good weldability, good creep property, resistance to loss of carbon to liquid sodium, resistance to stress corrosion cracking and compatible with sodium, water and steam. The technical specification for both structural material and welding consumable are arrived at to meet the demand of
- 2. 2 high quality with superior mechanical and metallurgical properties for high temperature service condition. The existing products readily available to ASME/ASTM specifications or other national standards could not be utilized in view of the modified/supplementary requirements. Modified 9Cr-1Mo steel plate and its welding consumable are developed indigenously to meet the special requirements particularly to get controlled mechanical properties without wide scatter, to improve weldability and higher degree of cleanliness of steel. 2.0 Necessity for Development of Electrode To achieve specified requirements of AWS SFA 5.5 with modified requirements for electrodes and non-availability of modified 9Cr-1Mo steel material of different shapes and size in the current manufacturing practice of leading steel and electrode manufacturers, necessitated development of raw material with steel manufacturer and electrodes with electrode manufacturer. Two manufacturers were identified for the supply of modified 9Cr-1Mo steel electrodes. Many number of trials were carried out by the firm, finalized parameter to get the desired chemical and mechanical properties and defect free weld. The comparison of test requirements of SFA 5.5 and PFBR specifications of modified 9Cr-1Mo steel electrodes are given in Table 1. Table 1. Comparison of tests for SFA 5.5 and PFBR modified 9Cr-1Mo welding electrode Sl. No Description of Requirement ASME Section II C SFA 5.5 PFBR Requirement 1.0 Core wire chemical composition NS core wire shall have matching composition 2.0 Flux coating type Low hydrogen potassium Same as SFA 5.5 3.0 Moisture content limits electrode covering 0.15% by weight max. Same as SFA 5.5 4.0 Dimensional inspection of electrode Required Required 5.0 Weld test pad requirements Welded in flat (1G) position for chemical & mechanical test Welded in flat (1G) & over head (4G) position for Chemical & mechanical and other test 6.0 Radio graphic examination Yes, as per SFA 5.5 Yes, as per class 1 requirements 7.0 Chemical analysis Yes as per Modified with restricted composition as per PFBR requirement 8.0 Tension test at room temperature Yes, 1 No. Yes, 2 Nos. 9.0 Tension test at 525°C NS Yes, 2 Specimens 10.0 Impact test at 20°C NS Yes, 3 Specimens 11.0 TNDT NS As per ASTM E 208 12.0 RTNDT NS as per ASME section III class I 13.0 Fillet weld test Vertical & overhead Same as SFA 5.5 14.0 Hardness test NS Vickers hardness test after PWHT NS - not specified, FI - for information
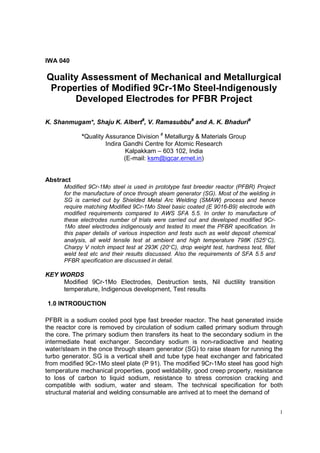
- 3. 3 Fig. 1 Edge preparation detail for 1G and 4G position All dimensions are in mm 20° 20 276 500 Backing strip Modi. 9Cr-1Mo 6 16 6 125 Modi.9Cr-1Mosteel 3.0 Qualification of Electrodes Based on the results of successful initial trials, modified 9Cr-1Mo steel basic coated welding electrode of size (3.15 dia. x 350) mm long was developed and manufactured by vendor and subjected to all the tests as per PFBR specification. 3.1 Preparation of Weld Test Pads Modified 9Cr-1Mo steel plates of sizes 500 x 125 x 20mm and 500 x 125 x 13mm were edge prepared with 10° taper on each plate. Test pads of size (500 x 276 x 20)mm in 3 numbers for 1G (flat) position and test pads of size (500 x 276 x 13)mm 2 numbers for 4G (over head) position were assembled with 20° included angle, 16mm root gap and 6mm thick modified 9Cr-1Mo steel backing strip as shown in Fig. 1. Restraints were provided to the weld pads to avoid distortion during welding. In addition two numbers of weld pads were prepared for chemical analysis as per AWS SFA 5.5 specification. 3.2 Execution of Test Pads Five pockets of electrode were randomly taken out from the IGCAR lot. Two electrodes from each pocket were inspected for their core wire size and coating and adherence of coating. The same pocket electrodes were used for execution of test weld pads. All the test pads were preheated to 250° C and welded by a qualified welder using modified E 9016-B9 indigenously developed electrodes by shielded metal arc welding (SMAW) process. Inter-pass temperature was maintained at 200-250° C. Immediately after completion of the welding post heating was carried out at 300°C for 2h. LPE was carried out after post heating. All the weld pads were welded with average heat input Fig. 2 Schematic diagram of weld sequence
- 4. 4 of less than 1kJ/mm. The weld parameters including number of layer/bead, average current, volt and heat input for each test pads are given in Table 2. Table 2. Welding Parameter & Heat Input Detail Sl N0. Layer/ bead Current Amps Voltage V Speed mm/s Heat input J/mm Weld pad No. 513036-1 1G Position 1 1/1-3 103.3 23.3 2.3 1046.5 2 2/4-6 105 23.3 1.94 1261 3 3/7-10 104.75 23.75 2.85 872.9 4 4/11-14 104.75 23.25 2.67 912.1 5 5/15-18 105 23.75 2.49 1001.5 6 6/19-22 104.75 23.25 2.63 946.2 7 7/23-26 105 23.25 2.58 956 8 8/27-31 105 23.4 2.57 990.275 Weld pad No. 513036-2 1G Position 1 1/1-3 95 24 2.24 1017.9 2 2/4-6 94.7 23.3 2.63 838.98 3 3/7-9 94.75 23.5 3.14 709.12 4 4/10-13 95 23.75 2.90 778 5 5/14-17 95 23.75 2.54 888.3 6 6/18-21 95 23.75 2.61 864.5 7 7/22-25 95 23.5 2.47 903.8 8 8/26-29 95 23.5 2.48 900.2 9 9/30-35 95.2 23.8 2.8 809.2 Weld pad No. 513036-3 1G Position 1 1/1-3 95 23.3 2.26 984.1 2 2/4-6 94.7 24 2.35 974.33 3 3/7-9 95 23.3 2.10 1060.33 4 4/10-13 94.25 23.75 2.9 788.25 5 5/14-17 94.75 23.75 2.8 806 6 6/18-21 95 25.25 2.74 878 7 7/22-25 95.25 24.5 2.51 930 8 8/26-29 94.5 23 2.53 860.95 9 9/30-34 94.8 24.4 2.24 1053.6 Weld pad No. 513036-4 4G Position 1 1/1-4 80 21.75 2.4 729.75 2 2/5-8 80 21.5 2.02 865 3 3/9-12 80 21.75 2.10 832.25 4 4/13-16 81.25 21.5 1.88 930.25 5 5/17-20 85 22 2.15 873.25 6 6/21-25 85 22.4 2.19 872.4 Weld pad No. 513036-5 4G Position 1 1/1-4 81.25 21.5 2.06 848.25 2 2//-8 81.75 22.25 2.10 864.75 3 3/9-12 80 22.25 2.18 824.5 4 4/13-16 81.5 22.25 2.52 735.5 5 5/17-20 81.75 22 2.09 860 6 6/21-24 82.5 21.25 2.34 785.25 Test pads of 1 to 3 were welded in 1G position with 20mm thick plates and the test pad number 4 & 5 were welded in 4G position with 13mm thick plate. The schematic diagram of weld bead sequence for weld pad No. 513036-3 in 1G position is given in
- 5. 5 Fig. 2. During deposition of weld pad, the detachability of slag was visually inspected and found slags are easily removable. 3.3 Radiographic Examination All the five weld pads after machining and removal of backing plate were subjected to x-ray examination and evaluation as per PFBR class I component requirements and were found meeting the acceptance criteria. Test pads were subsequently cut and specimens were prepared for testing. The specimens required for various tests were prepared and tested as per standard. 3.4 Chemical Analysis The samples prepared for chemical analysis were subjected to analysis and the achieved values are satisfactory to the PFBR specification. The details of elements, specific range of values for AWS/SFA 5.5 electrodes of E 9016-B9, PFBR specification requirements for electrodes and plates and actual values of chemical composition of core wire and weld deposits of electrode are given in Table 3. 3.5 Testing and their Results Two numbers of all weld tension test specimens for room temperature test, 2 Nos. for high temperature tension test and all other test specimens from IG & 4G position weld pads were prepared as per standard ANSI/AWS B4 (mechanical test for welds and tested using calibrated testing equipments. The test results discussed in the following. Table 3. Percentage of chemical composition required and achieved Elements Wt % Electrode Specification Actual value achieved in Modi. 9Cr-1Mo Steel plate specification AWS SFA 5.5 PFBR Core wire weld metal C 0.08 – 0.13 0.08 – 0.12 0.0135 0.086 0.08-0.12 Cr 8.0 – 10.5 8.0 – 9.5 8.56 8.69 8.0-9.5 Mo 0.85 – 1.20 0.85 – 1.05 1.0 0.99 0.85-1.05 Mn 1.25 (max) 0.5 – 1.20 0.45 0.65 0.3-0.6 Ni 1.0 (max) 0.4 – 1.0 0.74 0.73 0.04(max) Mn + Ni NS ≤ 1.5 1.19 1.38 NS Si 0.3 (max) 0.15 – 0.30 0.19 0.24 0.2-0.5 P 0.01 (max) 0.01 (max) 0.007 0.0076 0.02(max) S 0.01 (max) 0.01 (max) 0.0052 0.0062 0.01(max) Nb 0.02 – 0.10 0.04 – 0.07 0.095 0.066 0.06-0.01 V 0.05 – 0.30 0.15 – 0.22 0.22 0.16 0.18-0.25 N 0.02 – 0.07 0.03 – 0.07 0.0433 0.058 0.03-0.07 Cu 0.25 (max) 0.25 (max) -------- 0.03 NS Al 0.04 (max) 0.04 (max) 0.0024 < 0.005 0.04(max) Iron Balance Balance Balance Balance Balance NS – not specified
- 6. 6 3.5.1. All Weld Tensile Test at Room Temperature 2 numbers of each all weld tensile test specimens were prepared from 1G and 4G position test weld pads. The tensile specimens were tested at room temperature and all the 4 results are much higher than PFBR minimum requirement. The details of the test results and specified values are given in Table 4. Table 4. Room temperature tensile test results and requirement as per AWS SFA 5.5 and PFBR specification Position Description of Tests Specification Result AWS SFA 5.5 PFBR Test I Test II 1G All weld tensile test at Room Temperature YS MPa 530 (min) 415 (min) 674.1 664.5 UTS MPa 620 (min) 585 (min) 774.4 766.8 L = 5D % EL 17 (min) 16 (min) 18.1 18.6 % RA NS FI 61 91.8 4G All weld tensile test at Room Temperature YS MPa NR 415 676.6 670.0 UTS MPa NR 585 787.9 787.9 L = 5D % EL NR 16 18.3 16.1 % RA NR FI 61.6 61.6 NS - not specified, NR- not required, FI - for information 3.5.2 All weld tensile test at high temperature 2 Nos. of all weld tensile test specimen from 1G test pad and another 2 Nos. of all weld tensile specimens prepared from 4G position was tested at 798K (525°C) as per ASTM E21. The details of test results for 1G and 4G position are well above the minimum specified value are given in Table 5. Table 5. High temperature tensile test results and requirement as per AWS SFA 5.5 and PFBR specification Position Description of Tests Specification Result AWS SFA 5.5 PFBR Test I Test II 1G All weld tensile test at 798K (525°C) YS MPa NS 313 (min) 501.1 495.8 UTS MPa NS FI 543.1 534.0 L = 5D % EL NS FI 14.6 17.1 % RA NS FI 64.4 69.6 4G All weld tensile test at 798K (525°C) YS MPa NR 313 (min) 483.4 485.0 UTS MPa NR FI 525.4 525.0 L = 5D % EL NR FI 17.9 17.2 % RA NR FI 72.2 69.4 NS-not specified, NR-not required, FI-for information 3.5.3. Impact test Charpy V-notch (CVN) of impact test specimens of size 10 x 10 x 55 mm as per ASTM E 23 were prepared from in 1G and 4G position test pads. 5 numbers from 1G and 5 numbers from 4G were tested at 293K (20° C). Of the 5 specimen tested values, the lowest and the highest values (under line values) were not considered as
- 7. 7 per the SFA 5.5 and the average of three values of other specimens are taken for acceptance. The obtained average values of 59.7J in 1G position and 73.6J in 4G position are satisfactory to the minimum requirement of 45J average on three specimens. The actual tested values are given in Table 6. Table 6. Impact test values obtained in 1G and 4G position Position Description of Tests Specification Result AWS SFA 5.5 PFBR Test Average of 3 1G Charpy ‘V’ notch impact test at 293K (20°C) NS Average 45J (min) 54.2, 59.7, 73.2, 59.7, 59.7 59.7 4G Charpy ‘V’ notch impact test at 293K (20°C) NR NR 75.9, 73.2, 58.3, 74.5, 73.2 73.6 NS – not specified, NR – not required 3.5.4 Nil Ductility Transition Temperature (TNDT) by Drop weight test The nil ductility transition temperature (TNDT) is defined as the higher temperature at which a test piece with a very small crack and loaded under stress close to yield strength can exhibit a brittle fracture under an impact. Above this temperature, the crack can’t extend but for a stress higher than the yield strength and this involves plastic flaw, which increases with temperature rise. The TNDT is determined by drop weight test.10 numbers of drop weight test specimens were prepared as per ASTM E 208-P2 type of 130 x 50 x 19mm from 1G position test pad. The single pass stinger bead crack starter weld was made using BOR-C electrode. To avoid grain growth due to high heat input specimens were provided under heat sink. Copper template was provided during crack starter welding to eliminate spatter. The crack starter bead was made in transverse direction to the welding direction as per the fig 3a and notch was machined as per Fig. 3b & 3c. The tests were conducted at temperatures -20, - 15, -10, -5 and 0° C and the test results are given in Table 7. The established nil ductility transition temperature (TNDT) by drop weight test is °-5° C. Table 7. Drop weight test result Test Temp. ° C Specimen No. Observation of cracking behavior Break/ No break TNDT Remarks 0 513036-3-2 Crack entered base metal to both sides then arrested No-break -5 ° C ASTM E 208 is silent about opening of an internal crack however, for a conservative estimation of TNDT, these cases has been considered as break conditions * Two pass weld 0 513036-3-6 -Do- No-break -5 513036-3-4 -Do- No-break -5 513036-1-1 Crack opened internally one side Break -10 513036-3-3 Crack entered inside base metal to both sides, then arrested No-break -10 513036-3-8 Crack opened to one side Break -15 513036-3-5 Cracks opened to both sides Break -20 513036-3-7 Crack opened internally to one side* Break
- 8. 3 Fig. 1 Edge preparation detail for 1G and 4G position All dimensions are in mm 20° 20 276 500 Backing strip Modi. 9Cr-1Mo 6 16 6 125 Modi.9Cr-1Mosteel 3.0 Qualification of Electrodes Based on the results of successful initial trials, modified 9Cr-1Mo steel basic coated welding electrode of size (3.15 dia. x 350) mm long was developed and manufactured by vendor and subjected to all the tests as per PFBR specification. 3.1 Preparation of Weld Test Pads Modified 9Cr-1Mo steel plates of sizes 500 x 125 x 20mm and 500 x 125 x 13mm were edge prepared with 10° taper on each plate. Test pads of size (500 x 276 x 20)mm in 3 numbers for 1G (flat) position and test pads of size (500 x 276 x 13)mm 2 numbers for 4G (over head) position were assembled with 20° included angle, 16mm root gap and 6mm thick modified 9Cr-1Mo steel backing strip as shown in Fig. 1. Restraints were provided to the weld pads to avoid distortion during welding. In addition two numbers of weld pads were prepared for chemical analysis as per AWS SFA 5.5 specification. 3.2 Execution of Test Pads Five pockets of electrode were randomly taken out from the IGCAR lot. Two electrodes from each pocket were inspected for their core wire size and coating and adherence of coating. The same pocket electrodes were used for execution of test weld pads. All the test pads were preheated to 250° C and welded by a qualified welder using modified E 9016-B9 indigenously developed electrodes by shielded metal arc welding (SMAW) process. Inter-pass temperature was maintained at 200-250° C. Immediately after completion of the welding post heating was carried out at 300°C for 2h. LPE was carried out after post heating. All the weld pads were welded with average heat input Fig. 2 Schematic diagram of weld sequence
- 9. 9 Three number of standard size charpy V-notch impact test specimens were carried out at 28° C. All three obtained impact energy values are 76, 69 & 77.3J and the later expansion are 0.95, 0.91 & 0.84mm. Though the impact energy values are higher than the minimum requirement of 68J but one of the specimen’s lateral expansion is lower than the requirement of 0.89mm, hence TNDT is not equal to RTNDT. To establish exact RTNDT, further 4 more samples were tested at 30° C. The obtained energy values and lateral expansions are more than of the required. The average values obtained are 78.25J and 1.0075 mm the lateral expansion, hence, the RTNDT is -3° C (30 - 33° C). The impact test values at 28 and 30° C are given in Table 8. Table 8. Impact test values obtained at 30K in 1G and 4G position Position Charpy ‘V’ notch impact test PFBR Specification Result Impact Energy J Lateral expansion mm Impact Energy J Lateral expansion mm 1G 303K (28°C) 68 (min) 0.9 (min) 76, 69, 77.3 0.95, 0.91, 0.84 303K (30°C) 68 (min) 0.9 (min) 75, 77, 76, 85 0.9, 1.2, 0.9, 1.03 4. 0. Fillet Weld Test It is a usability test for electrodes, whether it is suitable for all position or not. Therefore it is necessary to do fillet weld test. Test pad has been prepared as per specification and fit-up was made as per Fig. 4. four numbers of fillet weld test pads size of (300 × 50 × 6 mm) for two each test pad was welded using 3.15 electrodes in 3F and 4F position. Welding parameters employed to prepare weld pad is given in Table 9. The fillet weld test pads were visually inspected and found to be defect free. Two number of specimens were cut from each weld pad, which were ground, polished and etched using villela’s reagent to examine whether any lack of penetration. The fillet welds have penetration beyond the junction of edges of plates and the welds have no defects. The measured fillet dimensions of the fillet weld leg and size, actual throat, and convexity are given in Table 10. Table 9. Fillet welding parameters Identification of test pad No. of electrodes used Current Amps Voltage Volts Travel Speed mm/sec Heat Input J/mm 3F1 3 83 23 1.75 1090 3F2 3 83 23 1.75 1090 4F1 3 83 23 1.94 984 4F2 3 85 24 1.88 1039 Fig. 4. Schematic diagram of fillet weld test Actual Throat Convexity Leg & Size
- 10. 10 Table 10. Dimensional inspection of filler weld Position Measured leg and size (mm) (Minimum requirement 6.4 mm) Actual Throat (mm) Convexity (mm) (Minimum requirement 1.2mm) Side 1 Side 2 Leg 1 Leg 2 Leg 1 Leg 2 Side 1 Side 2 Side 1 Side 2 3F1 6.28 6.51 6.39 6.54 7.68 7.52 1.05 1.14 3F2 6.33 6.49 6.45 6.54 7.64 8.65 1.48 1.37 4F1 6.51 6.43 6.48 6.28 7.71 7.81 1.41 1.53 4F2 6.49 6.39 6.35 6.47 7.68 7.68 1.52 1.56 P1 – Phase 1, P2 – phase 2 5.0 Hardness Test Hardness measurements were carried out on the weld metal after PWHT using Vickers hardness testing machine at 10Kg load. The average hardness on the weld metal was 214Hv. 6.0 Diffusible Hydrogen Measurement, HD Cold crack is caused by diffusible hydrogen (HD). The source of hydrogen is welding consumable, which contains moisture in the flux, therefore it is necessary to measure hydrogen content in the weld metal. During welding hydrogen enters as atomic hydrogen into the weld metal through welding arc. Solubility of hydrogen is more in liquid metal but less in solid metal. The super saturated hydrogen in solid metal diffuses into defects like porosity, inclusion, dislocation etc, when it gets sufficient pressure, it cracks the weld metal and escape, the net result is hydrogen assisted crack. Hence the following method was carried out to measure the HD content. Using non-backed modified 9Cr-1Mo steel electrode, welding was carried out on a ‘U’ shape grooved copper plate, which was cooled by water circulation. The weld parameters such as current 95 amps, Volts 24 and welding speed 0.75mm/s are used for the collection of specimen for HD measurement. Immediately after completion of weld, the weld metal was chipped out of the copper plate, quenched in liquid nitrogen and the slag was removed thoroughly. The weld metal was then flushed with alcohol and dried and kept an argon flushed chamber at 2bar atmospheric pressure. The time gap between the completion of welding and insertion of the sample in the chamber and flushing with in 60 seconds were maintained. The chamber was kept in an oven at 45ºC for 72h. After 3 days the chamber was connected with Gas chromatograph. The measured HD value was less than the recommendation value 4ml/100g. The average value obtained was 3.7mm/100g of weld metal.
- 11. 11 7.0 Conclusion 1. It has been possible to indigenously develop and manufacture modified E 9016- B9 (9Cr-1Mo steel) electrode meeting without any deviation and all the requirements of PFBR specification. 2. Indigenous manufacturer M/s. MIDHANI, Hyderabad was successful in manufacture of these electrodes. 3. This experience has shown that the identification of critical requirements and problems in indigenous manufacture and their resolution through collective efforts have contributed to the success of this effort in development of indigenous electrodes. 8.0 Acknowledgement The authors are thankful to Dr. Baldevraj, Director, Indira Gandhi Centre for Atomic Research, Shri. Y.C. Manjunatha, Director, ESG and Dr. S.L.Mannan, Director, MMG, IGCAR for their guidance and encouragement given for under taking the development of electrodes and presentation of this paper in the International welding Conference (IWC-2005). 9.0 References: 1. PFBR/33010/SP/1006 specification for modified 9Cr-1Mo welding electrodes for shielded metal arc welding 2. PFBR/01950/SP/1001 – Specification for radiography examination. 3. AWS classification E 9016-B9 of ASME Section II-C SFA 5.5 4. ASME Section III subsection NB - Class I components 5. ASTM E208 specification for drop weight test 6. ANSI/AWS B4.0-85 - “mechanical test for welds” 7. ASTM E21 for high temperature tensile test 8. ASTM E23 for Charpy V-notch test 9. ANSI/AWS 4.3 for diffusible hydrogen content test