Downloaded 10 times

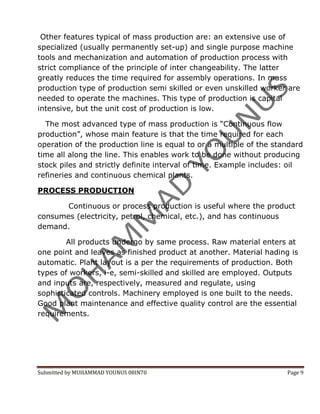





This document discusses the historical perspectives of production systems from the Industrial Revolution to modern times. It covers several major approaches and influential figures, including: 1) Scientific management pioneered by Frederick Taylor, advocating division of labor and functional specialization. This approach greatly influenced Henry Ford's assembly line production. 2) The behavioral science school that emerged in the 1920s based on studies showing human behavior is a key factor in output. 3) The use of worker groups in some industries like mining, which improved productivity over individual-based scientific management approaches. This led to the socio-technical systems research approach.



















































![Getting Started with Apache Spark: Big Data Made Simple [Free Meetup]](https://cdn.slidesharecdn.com/ss_thumbnails/apachesparkgettingstarted-260203175547-8361bcc3-thumbnail.jpg?width=640&height=640&fit=bounds)















