The document provides information on PETN (pentaerythritol tetranitrate) properties and its use in an automated detonator manufacturing plant. It discusses PETN's chemical formula, manufacturing processes, parameters for dosing and pressing trials at the plant. Results from particle size analysis using a Mastersizer and powder flow testing using an FT4 rheometer are also summarized. The FT4 tests evaluated PETN batch stability and permeability to determine how well the powder would flow and compress for detonator filling.
![CONTENTS
• INTRODUCTION
• PROPERTIES
• MANUFACTURE
– Biazzi Process
– Troisdorf Process
• PETN PARAMETERS for ISAP PLANT
• DOSING & PRESSING TRIALS
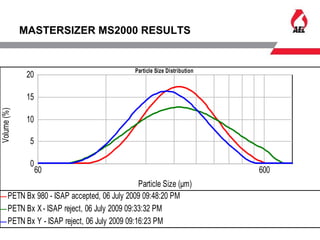
• MASTERSIZER MS2000 RESULTS
• FT4 – POWDER RHEOMETER
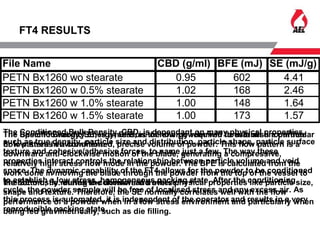
• FT4 RESULTS
- Stability [REP] Test
- Permeability Test](https://image.slidesharecdn.com/9b2bb842-8dbb-4e6b-a36a-78462f20d828-160708055557/85/NIXT-Presentation-23-July-2009-2-320.jpg)
![INTRODUCTION
• Pentaerythritol-tetranitrate [PETN] first mentioned in a
German patent issued in 1894
• Manufacture of PETN and Cordtex detonating fuse was
started at the Somerset West Factory early in 1953
• In 1959 packing of PETN for use in detonator manufacture at
Modderfontein was begun
• Construction of PETN plant at Modderfontein commenced in
April 1967 and completed in April 1968](https://image.slidesharecdn.com/9b2bb842-8dbb-4e6b-a36a-78462f20d828-160708055557/85/NIXT-Presentation-23-July-2009-3-320.jpg)
![PROPERTIES
• Chemical formula – C5H8N4O12
• Molecular mass – 316.15 a.m.u
• Forms colorless prismatic crystals that together appear white
and opaque
• Density TMD: 1.78 g/cm3
Nominal: 1.76 g/cm3
• Melting Point [pure]: 141 – 142 °C
• Critical Temperature: 192 °C
• Velocity of Detonation: 7.975 km/s @ ρ=1.67 g/cm3
Detonation Pressure ρ=1.77 ρ=1.67 ρ=0.99 g/cm3
Measured 33.5 30.0 8.7 GPa
Calculated 33.2 28.0 10.0 GPa](https://image.slidesharecdn.com/9b2bb842-8dbb-4e6b-a36a-78462f20d828-160708055557/85/NIXT-Presentation-23-July-2009-4-320.jpg)
![VIDEO
• Johannesburg to Cape Town – 1393 km @ 6.5 km/s
There and back: approx 7 minutes
• HMX – Velocity of Detonation: 9.11 km/s @ ρ=1.89g/cm3
- Detonation Pressure [GPa] ρ=1.900g/cm3
Measured 39.0 GPa
• Pdet = 0.25xρ0xVOD2
Shock tube](https://image.slidesharecdn.com/9b2bb842-8dbb-4e6b-a36a-78462f20d828-160708055557/85/NIXT-Presentation-23-July-2009-5-320.jpg)
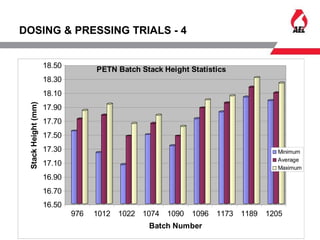
![DOSING & PRESSING TRIALS - 5
PETN Batch Comparison
17
17.2
17.4
17.6
17.8
18
18.2
18.4
780 790 800 810 820 830 840 850
PETN mass (mg)
PressedStackHeight(mm)
PETN Bx 976 [det grade] PD = 1.001g/cc PETN Bx1012 [det grade] PD = 0.999g/cc PETN Bx1022 [det grade] PD = 0.989g/cc
PETN Bx 1074 [det grade] PD = 1.003g/cc PETN Bx 1090 [det grade] PD = 0.990g/cc PETN Bx 1205 [det grade] PD = 1.033g/cc
PETN Bx 1096 [det grade] PD = 1.017g/cc PETN Bx 1173 [det grade] PD = 1.025g/cc PETN Bx 1189 [det grade] PD = 1.043g/cc](https://image.slidesharecdn.com/9b2bb842-8dbb-4e6b-a36a-78462f20d828-160708055557/85/NIXT-Presentation-23-July-2009-14-320.jpg)
![FT4 – POWDER RHEOMETER [2]
• FT4 Principle of Operation
Blade rotates and moves down and up through powder at a
defined helix angle and speed
• Measured Parameters are: -
Torque
Force
Height](https://image.slidesharecdn.com/9b2bb842-8dbb-4e6b-a36a-78462f20d828-160708055557/85/NIXT-Presentation-23-July-2009-17-320.jpg)
![FT4 – POWDER RHEOMETER [3]](https://image.slidesharecdn.com/9b2bb842-8dbb-4e6b-a36a-78462f20d828-160708055557/85/NIXT-Presentation-23-July-2009-18-320.jpg)
![FT4 – POWDER RHEOMETER [4]
CONDITIONING
Variation in the packing state of the powder will significantly change the flow
properties.
It is essential to prepare the sample before the test by Conditioning.
The Conditioning process involves gentle displacement of the whole powder
sample in order to loosen and slightly aerate the powder into an homogenised
state.
Powder that is consolidated during filling will flow differently to one that was
filled gently, possibly trapping air.](https://image.slidesharecdn.com/9b2bb842-8dbb-4e6b-a36a-78462f20d828-160708055557/85/NIXT-Presentation-23-July-2009-19-320.jpg)
![FT4 – POWDER RHEOMETER [5]](https://image.slidesharecdn.com/9b2bb842-8dbb-4e6b-a36a-78462f20d828-160708055557/85/NIXT-Presentation-23-July-2009-20-320.jpg)
![FT4 – POWDER RHEOMETER [6]](https://image.slidesharecdn.com/9b2bb842-8dbb-4e6b-a36a-78462f20d828-160708055557/85/NIXT-Presentation-23-July-2009-21-320.jpg)
![FT4 – POWDER RHEOMETER [7]](https://image.slidesharecdn.com/9b2bb842-8dbb-4e6b-a36a-78462f20d828-160708055557/85/NIXT-Presentation-23-July-2009-22-320.jpg)
![FT4 – POWDER RHEOMETER [8]](https://image.slidesharecdn.com/9b2bb842-8dbb-4e6b-a36a-78462f20d828-160708055557/85/NIXT-Presentation-23-July-2009-23-320.jpg)
![FT4 – POWDER RHEOMETER [9]](https://image.slidesharecdn.com/9b2bb842-8dbb-4e6b-a36a-78462f20d828-160708055557/85/NIXT-Presentation-23-July-2009-24-320.jpg)
![FT4 – POWDER RHEOMETER [10]](https://image.slidesharecdn.com/9b2bb842-8dbb-4e6b-a36a-78462f20d828-160708055557/85/NIXT-Presentation-23-July-2009-25-320.jpg)
![FT4 – POWDER RHEOMETER [11]](https://image.slidesharecdn.com/9b2bb842-8dbb-4e6b-a36a-78462f20d828-160708055557/85/NIXT-Presentation-23-July-2009-26-320.jpg)
![FT4 – POWDER RHEOMETER [12]](https://image.slidesharecdn.com/9b2bb842-8dbb-4e6b-a36a-78462f20d828-160708055557/85/NIXT-Presentation-23-July-2009-27-320.jpg)
![FT4 – POWDER RHEOMETER [13]](https://image.slidesharecdn.com/9b2bb842-8dbb-4e6b-a36a-78462f20d828-160708055557/85/NIXT-Presentation-23-July-2009-28-320.jpg)
![FT4 – POWDER RHEOMETER [14]](https://image.slidesharecdn.com/9b2bb842-8dbb-4e6b-a36a-78462f20d828-160708055557/85/NIXT-Presentation-23-July-2009-29-320.jpg)
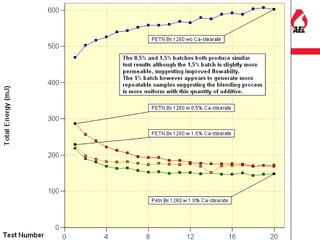
![FT4 RESULTS
Stability [REP] Test
• The standard Stability Test is a combination of Conditioning
and Test cycles, designed to assess if the powder is going to
change as a result of being made to flow. Therefore, unlike
other test programs, this test does not intentionally introduce
a variable, such as flow rate or air velocity. Hence, any
change in the flow energy during the test has to be a result of
the powder flow properties changing.](https://image.slidesharecdn.com/9b2bb842-8dbb-4e6b-a36a-78462f20d828-160708055557/85/NIXT-Presentation-23-July-2009-30-320.jpg)