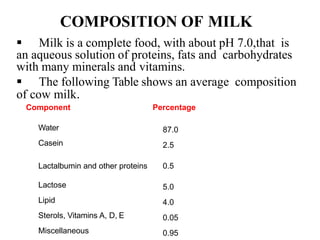
This document discusses milk and milk products. It provides information on the composition of milk, including that milk is 87% water and contains proteins, fats, carbohydrates, vitamins, and minerals. It also discusses the types of microorganisms commonly found in milk, such as various bacteria, and microorganisms of concern for food safety. Additionally, the document outlines several factors that influence microbial growth in milk and describes various processes involved in milk processing, including clarification, homogenization, pasteurization, fortification, bleaching, and dehydration.




![2. Homogenization
• Function : to prevent creaming, or the rising of fat to the
top of the container of milk.
• The process of homogenization permanently emulsifies the
fine fat globules by a method that pumps milk under high
pressure [2000–2500 lb/in2 (psi)] through small mesh orifices
of a homogenizer.
• Homogenization mechanically increases the number &
reduces the size of the fat globules. The size is reduced to
1/10 of their original size.
• Resulting in the milk that maintains more uniform
composition with improved body and texture, a whiter
appearance, richer flavor, & more digestible curd.](https://image.slidesharecdn.com/milkmilkproduct-200312125211/85/Milk-Milk-product-15-320.jpg)














































![PRINCIPLES OF FLUID_MILK PROCESSING1.pptx-1[1].pptx](https://cdn.slidesharecdn.com/ss_thumbnails/principlesoffluidmilkprocessing1-230316082244-d9ba31f0-thumbnail.jpg?width=640&height=640&fit=bounds)






















