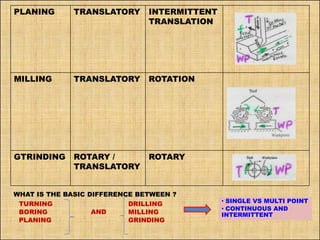
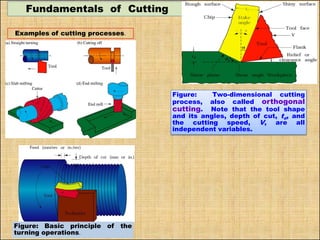
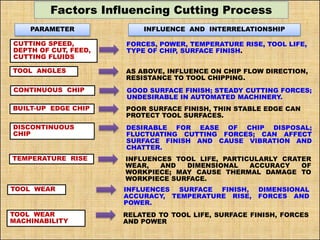
This document provides information on various metal cutting processes and fundamentals of cutting. It begins with acknowledging photographs from a textbook on the subject. It then discusses the nature of relative motion between the tool and workpiece for different operations like turning, boring, drilling, etc. It covers topics like types of cutting, factors influencing the cutting process, types of chips, chip breakers, tool nomenclature, forces in cutting, temperature distribution, tool wear, mechanics of chip formation, and surfaces produced by cutting. It also provides three example problems calculating cutting speed and material removal rate for turning, milling and drilling operations.