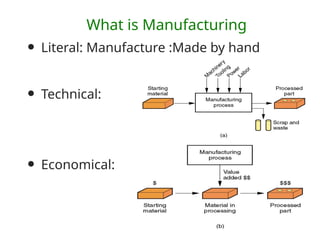
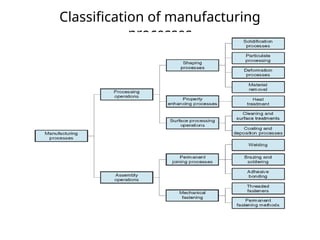
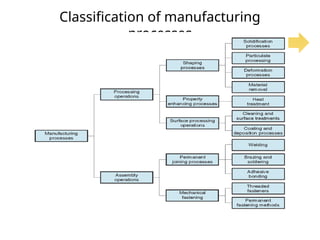
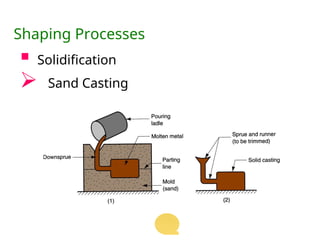
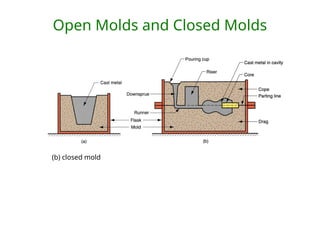
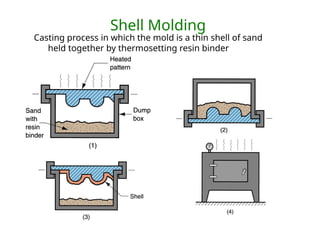
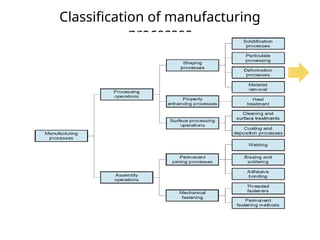
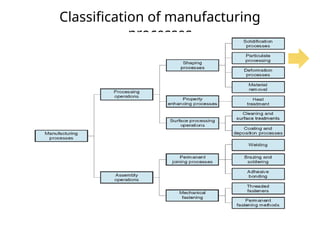
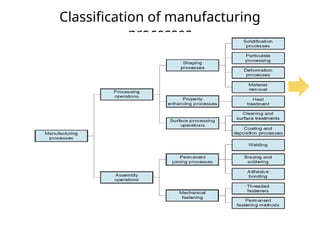
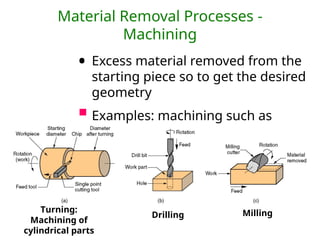
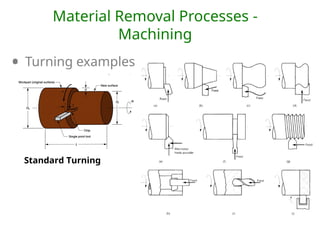
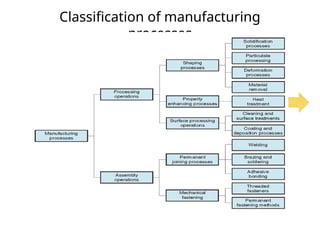
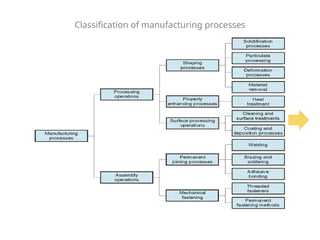
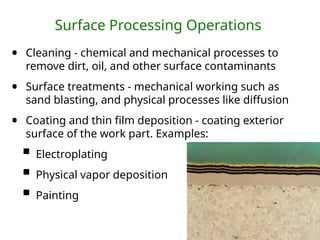
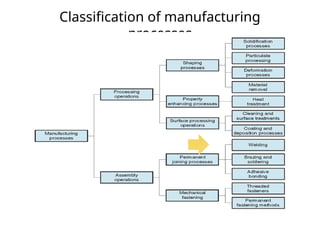
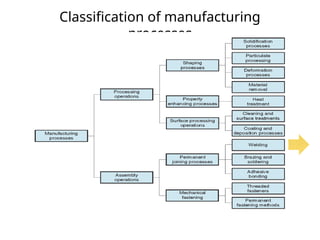
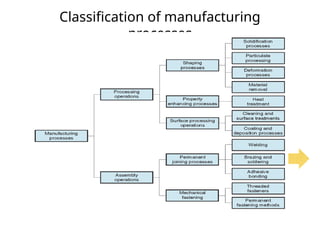
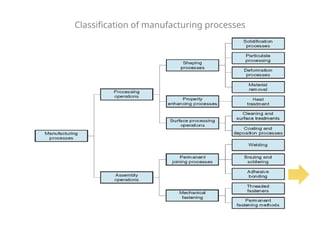
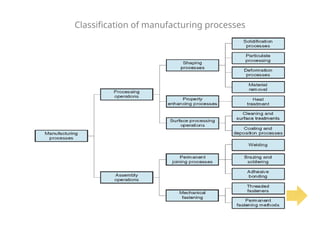
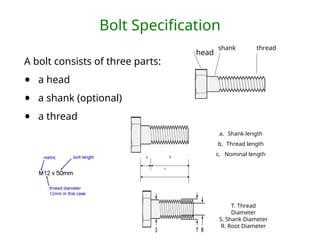
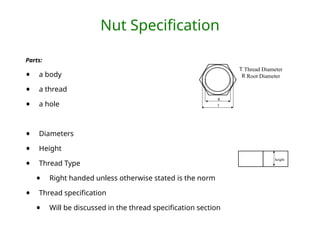
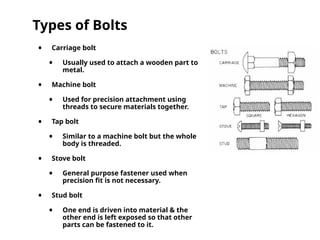
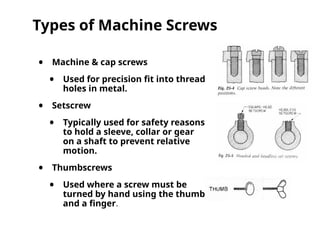
The document provides an overview of the manufacturing process, detailing its classification into primary, secondary, and tertiary industries. It explores various manufacturing processes, including shaping, property enhancement, surface processing, and different types of welding and joining methods. Additionally, it covers material removal processes, forming processes, and types of fasteners used in manufacturing.