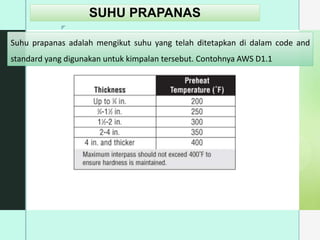
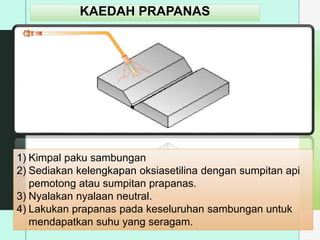
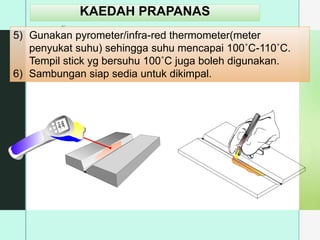
Dokumen ini membincangkan proses prapanas dalam kimpalan yang merangkumi pemanasan logam asas sebelum kimpalan untuk mencapai suhu tertentu yang mengurangkan risiko retak dan memperbaiki sifat mekanikal. Tujuan prapanas adalah untuk merendahkan kadar penyejukan, membuang gas hidrogen, dan mengurangkan tegasan, manakala faktor yang mempengaruhi suhu prapanas termasuk kod kimpalan dan ketebalan logam. Kaedah prapanas melibatkan pemanasan yang seragam dan pengukuran suhu menggunakan pyrometer untuk memastikan suhu minimum tercapai sebelum kimpalan dilakukan.