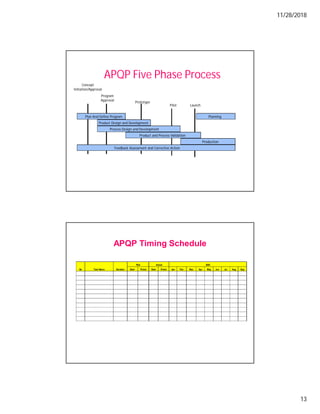
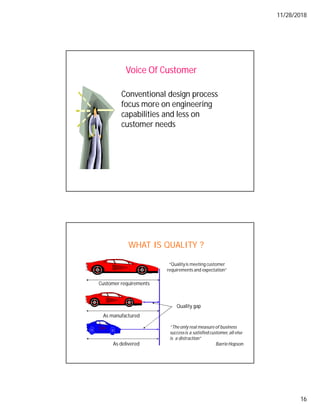
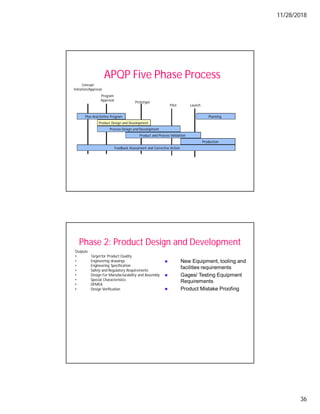
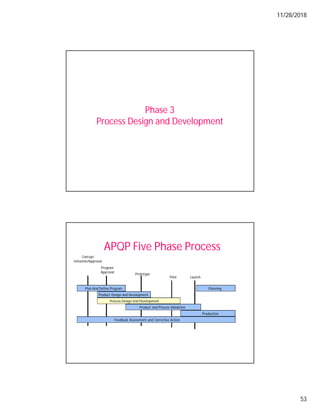
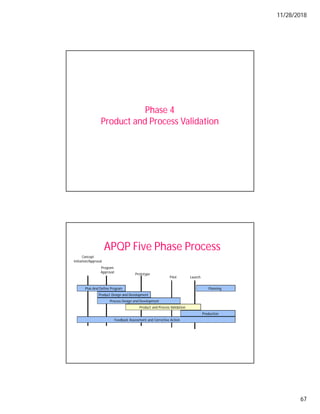
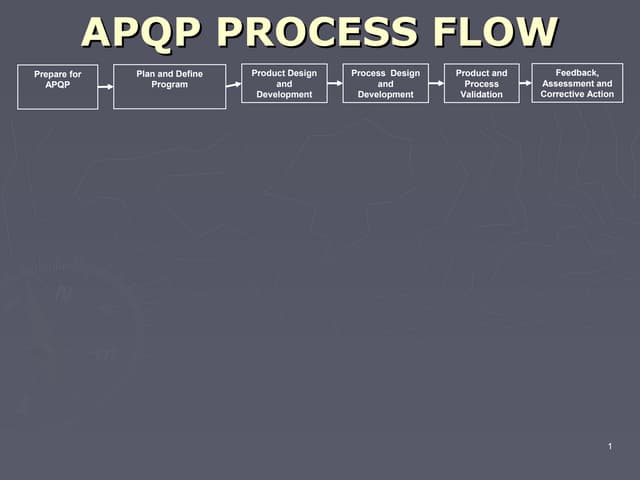
The document discusses an APQP training on understanding the phases and activities of Advanced Product Quality Planning, which is a structured method for product development that aims to facilitate communication and ensure all required steps are completed on time, at acceptable cost and quality levels. It provides an overview of the 5 phases of APQP - plan and define program, product design and development, process design and development, product and process validation, and feedback, assessment and corrective action. The training covers topics such as voice of the customer, design for quality, concurrent engineering, product costing, and risk analysis.
















































































![Ajay_Training_Report[1]](https://cdn.slidesharecdn.com/ss_thumbnails/b0ecef31-7c14-40b4-ac0f-93f68b9c55e8-160922171027-thumbnail.jpg?width=640&height=640&fit=bounds)



























