Downloaded 24 times




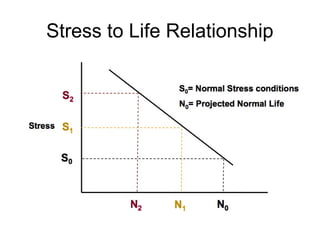
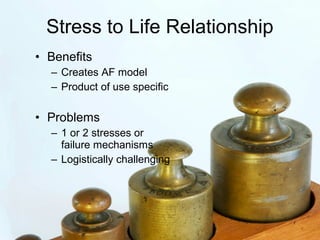
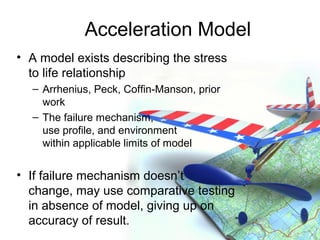
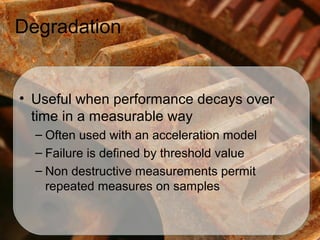
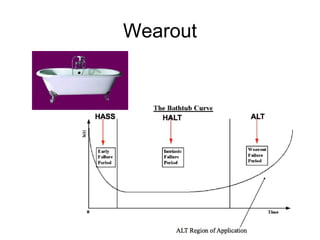

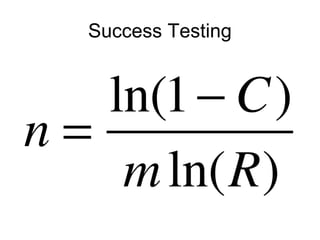
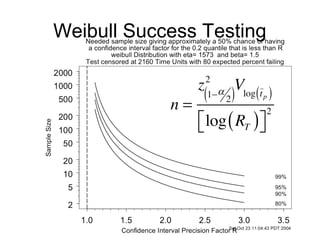

This document discusses different approaches to accelerated life testing (ALT). It introduces the thought process for selecting an ALT approach, discusses trade-off decisions, and enables selecting the right approach for a given situation. The key approaches discussed are: real-time testing with no constraints; time compression testing using increased usage cycles; applying an acceleration model relating stress to life; step stress testing; degradation testing; and Weibull success testing. Guiding principles are to respect constraints, use real usage conditions, minimize assumptions, and focus on failure mechanisms.































![Life Testing[1]](https://cdn.slidesharecdn.com/ss_thumbnails/lifetesting1-1226084813081073-8-thumbnail.jpg?width=640&height=640&fit=bounds)
![Life Testing[1]](https://cdn.slidesharecdn.com/ss_thumbnails/lifetesting1-1226089764611608-9-thumbnail.jpg?width=640&height=640&fit=bounds)


















































