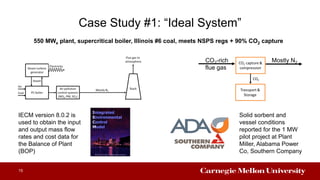
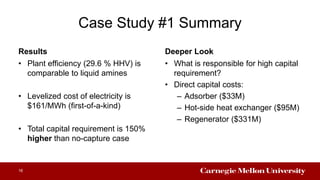
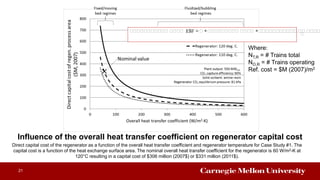
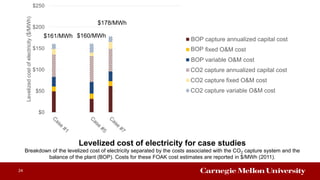
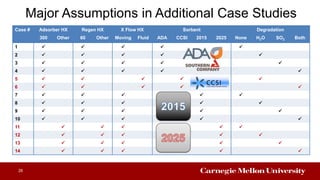
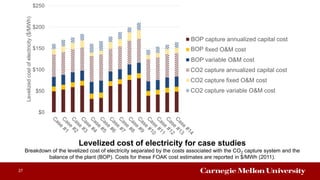
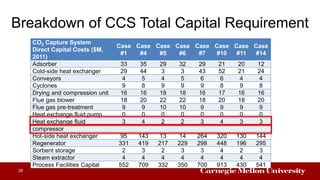
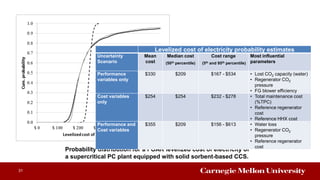
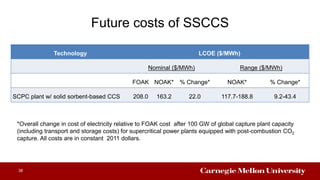
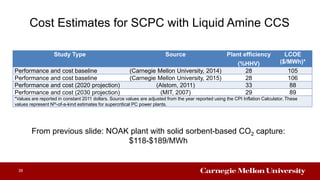
This document presents 14 case studies evaluating the techno-economic performance of solid sorbent-based carbon capture and storage (CCS) at pulverized coal power plants. The case studies find that a solid sorbent CCS system can achieve comparable efficiency to liquid amine systems but with a levelized cost of electricity around $161/MWh. High capital costs, particularly for heat exchangers, contribute significantly to the cost. Additional cases explore the potential effects of sorbent degradation and identify heat exchanger design as an area for cost reduction.