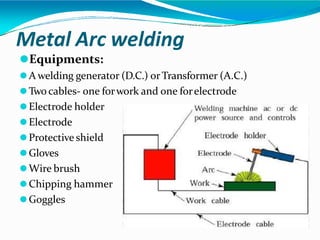
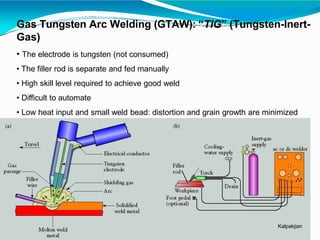
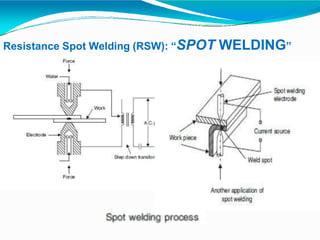
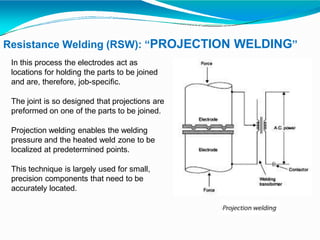
Welding is a process that joins materials by heating them to suitable temperatures, with or without applying pressure or using a filler material. There are several types of welding including gas welding, arc welding, and resistance welding. Gas welding uses a flame from oxy-acetylene or similar gases to heat and join materials. Arc welding uses an electric arc between an electrode and the base material to produce heat for welding. Different techniques and equipment are used depending on the type of welding being performed. Welding has many applications in manufacturing for joining metal parts.