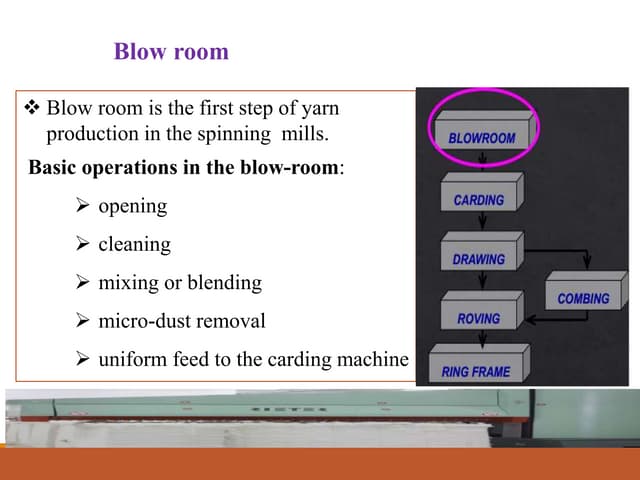
Here are some key tools and instruments used for process control in the blow room:
1. Bale opener: Opens compressed fiber bales and feeds fibers into the blow room in a controlled manner.
2. Pre-cleaners: Remove large impurities, dust, and foreign particles from fibers before further processing.
3. Airflow meters: Monitor and control air velocity and volume within blow room machines. Proper airflow is important for fiber transport and cleaning.
4. Dust sensors: Detect airborne dust particles to maintain a clean environment and reduce fiber contamination.
5. Fiber analyzers: Measure fiber properties like length and fineness to ensure consistency and quality.
6. Temperature/humidity