Downloaded 74 times

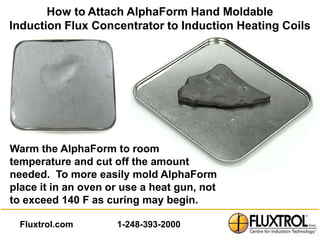

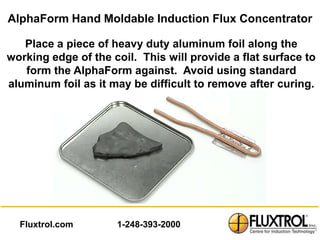






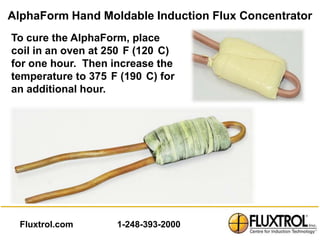



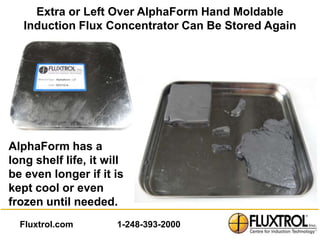

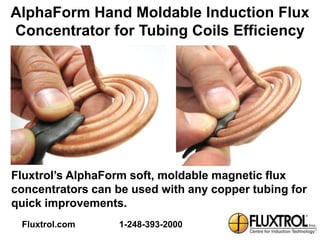
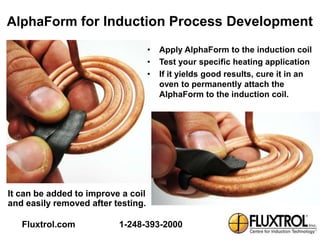
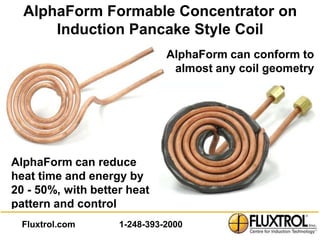
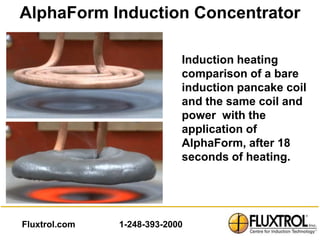

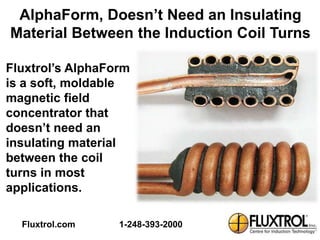
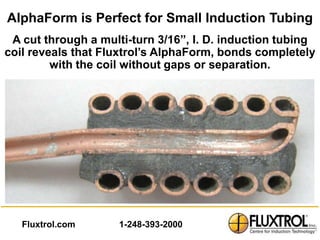

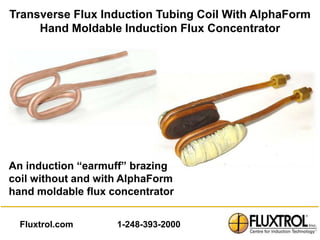
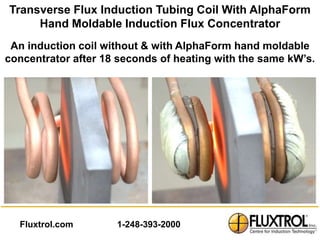
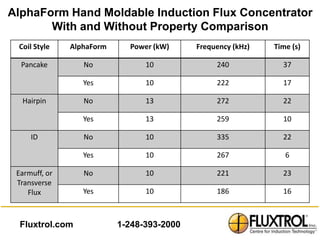
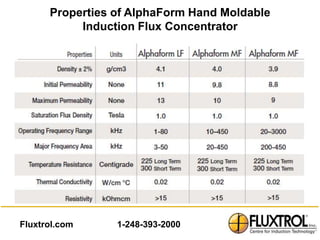

Fluxtrol's Alphaform is a moldable induction magnetic flux concentrator that enhances induction heating efficiency by improving heat patterns and reducing energy consumption by 20-50%. It can be easily shaped by hand, conforms to various coil geometries, and requires no insulating material between coil turns. Alphaform can be reused and has a long shelf life, especially when stored cool or frozen.


























































