
Recommended
More Related Content
What's hot
What's hot (20)
Similar to EVALUASI CAPA INSPEKSI SARANA PRODUKSI PANGAN 5 APRIL.pdf
Similar to EVALUASI CAPA INSPEKSI SARANA PRODUKSI PANGAN 5 APRIL.pdf (20)
EVALUASI CAPA INSPEKSI SARANA PRODUKSI PANGAN 5 APRIL.pdf
- 1. EVALUASI CAPA INSPEKSI SARANA PRODUKSI PANGAN Nama Sarana Produksi Pangan : PT. INDO LAUTAN MAKMUR Alamat : Jl. Raya Sawocangkring No. 02 Wonoayu Sidoarjo Tujuan Pemeriksaan : Rutin Tanggal Pemeriksaan : 5 April 2023 Tanggal selesai CAPA : 11 Juli 2023 NO TEMUAN KLASIFIKASI TEMUAN GAP TINDAKAN PERBAIKAN DAN PENCEGAHAN WAKTU PENYELESAIAN HASIL EVALUASI 5 Dinding ruang mixing terdapat percikan adonan MINOR Terdapat sisa produk “Bintang” dilantai yang berproses produk “Scallop” lantai sudah dibersihkan berkala dari kontaminasi silang antar produk 1 MINGGU LAMPIRAN NO 5 6 Lantai ruang mixing kotor, terdapat percikan adonan yang tidak dibersihkan MINOR - - - LAMPIRAN NO 6 10 Tidak ada program pemeliharaan bangunan Minor Tidak ada dokumentasi terhadap pemeliharaan bangunan sudah dibuatkan form terkait pemeriksaan bangunan secara berkala. Form terlampir 1 BULAN LAMPIRAN NO 10 10 Program pemeliharaan bangunan belum dilakukan secara konsisten (area luar Gudang) Minor Tidak ada dokumentasi terhadap pemeliharaan bangunan sudah dibuatkan form terkait pemeriksaan bangunan secara berkala. Form terlampir 1 BULAN LAMPIRAN NO 10 26 Tidak terdapat program pemeliharaan Minor Tidak ada sudah dibuatkan form 1 BULAN LAMPIRAN NO 26
- 2. Peralatan dokumentasi terkait pemeliharaan peralatan terkait pemeliharaan peralatan. Form terlampir 28 Program sanitasi tidak dilakukan dengan Konsisten Mayor LAMPIRAN NO 28 29 Sarana pembersihan/pencucian peralatan tidak terjamin kebersihannya Minor LAMPIRAN NO 29 30 Proses pembersihan lantai berpotensi mencemari keranjang bersih yang ditempatkan diarea penerimaan sayuran setelah dicuci Mayor Proses pembersihan lantai di cuci sayur mencemari keranjang bersih proses pembersihan lantai di area sayur sudah diberi pallet agar menghindari pencemaran terhadap keranjang. 1 BULAN LAMPIRAN NO 30 31 Keranjang tempat sayur yang telah dicuci berpotensi tercemar kotoran akibat pembersihan lantai Mayor Baskom tempat bahan baku kotor baskom sudah dicuci dan dibersihkan dari kotoran 1 BULAN LAMPIRAN NO 31 33 Tidak terdapat spesifikasi bahan baku, bahan tambahan, bahan penolong, bahan kemas dan produk akhir. Mayor Tidak ada dokumentasi terhadap bahan baku dan produk jadi sudah dibuatkan form terkait bahan baku dan produk jadi. Form terlampir 1 BULAN LAMPIRAN NO 33 34 tidak terdapat program dan catatan Mayor dokumentasi terhadap pengawasan keamanan bahan Sudah dibuatkan form terkait bahan baku dan produk jadi 1 BULAN LAMPIRAN NO 34,35 35 Tidak terdapat program pengawasan Mayor
- 3. keamanan dan mutu produk akhir baku dan produk jadi 38 Tidak terdapat dokumen deskripsi proses produksi yang mengidentifikasi sumber kontaminasi dan tahapan penting untuk dilakukan pemantauan Mayor Tidak ada identifikasi titik kritis tahapan proses dan identifikasi sumber kontaminasi sudah dibuatkan form terkait identifikasi titik kritis. Form terlampir 1 BULAN LAMPIRAN NO 38 39 Tidak terdapat prosedur pengendalian proses yang dilaksanakan secara konsisten Mayor 1 BULAN LAMPIRAN NO 39 43 Tidak terdapat program pencegahan, pengendalian dan deteksi kontaminasi silang dan allergen Mayor 1 BULAN LAMPIRAN NO 43 44 Terdapat penanganan produk tidak sesuai namun tidak dilakukan pencatatan Minor Tidak terdapat dokumentasi penanganan produk tidak sesuai Sudah diberikan dokumentasi penanganan produk tidak sesuai 1 BULAN LAMPIRAN NO 44 46 Pengendalian serangga tidak memadai, terdapat lalat di : - Ruang pengolahan Ruang timbang bahan baku (jumlah lalat Kritis Ditemukan lalat di ruang timbang bumbu bahan baku telah diberikan tambahan insect killer diruang bumbu dan berikakan tambahan strip curtain agar masuknya lalat tidak ada. Monitoring terhadap efektivitas LAMPIRAN NO 46
- 4. banyak dan besar) penambahan fasilitas tersebut. 50 Fasilitas toilet tidak dilengkapi alat pengering Mayor LAMPIRAN NO 50 54 Tidak terdapat program pelatihan karyawan Mayor Tidak terdapat dokumentasi catatan pelatihan karyawan Sudah terlaksana terkait pelatihan karyawan tetapi tidak ada dokumentasinya LAMPIRAN NO 54 60 Sarana penyimpanan tidak terjaga kebersihannya Minor LAMPIRAN NO 60 61 Penyimpanan tanpa pallet di cold storage BB1 Mayor Beberapa produk digudang tidak menggunaka n pallet produk di dalam cold storage sekarang suda diberikan hand pallet LAMPIRAN NO 61 64 1. Tidak dilakukan pemantauan suhu cold storage. 2. Chiller dan freezer blast tidak dilengkapi thermometer untuk pemantauan suhu Mayor Tidak terdapat catatan pemantauan cold storage dan cold storage ada yang tidak terdapat monitor suhu terdapat catatan pemantauan cold storage terkait suhu penyimpanannya LAMPIRAN NO 64
- 5. PETUNJUK HARIAN KERJA 1. Mengecek kebersihan lingkungan kerja sebelum produksi dimulai 2. Mengecek kesiapan peralatan, mesin dan sarana kerja sebelum produksi dimulai 3. Pengoprasian alat dan mesin kerja dilakukan dengan hati-hati agar tidak menimbulkan ceceran atau sampah produksi di lantai 4. Pembersihan ceceran atau sampah produksi dilakukan secara tepat agar tidak terjadi kontaminasi dengan produk 5. Pengecekan kebersihan lingkungan kerja, alat serta mesin setelah proses produksi selesai LAMPIRAN NO 5,6
- 10. LAMPIRAN NO 10
- 11. LAMPIRAN NO 10
- 12. LAMPIRAN NO 10
- 13. LAMPIRAN NO 26
- 14. LAMPIRAN NO 26
- 15. LAMPIRAN NO 26
- 16. LAMPIRAN NO 26
- 17. LAMPIRAN NO 26
- 18. LAMPIRAN NO 26
- 19. LAMPIRAN NO 26
- 20. LAMPIRAN NO 26
- 21. LAMPIRAN NO 26
- 23. 1 MEMBERSIHKAN DEBU ( DUSTING ) Tujuan : Membersihkan debu, kotoran-kotoran kecil dari permukaan furniture, dinding, list, asesori dan lainnya. Peralatan yang dibutuhkan untuk dusting (pengelapan) : 1. Satu buah lap (dry cloth) 2. Satu buah bottle sprayer 3. Cairan pembersih (cleaning agent) - #1 : Ful Trole - #5 : Neutral Cleaner LAMPIRAN NO 28,29,30,31
- 24. 2 TATA CARA MEMBERSIHKAN DEBU (DUSTING) 1. Siapkan periksa peralatan yang dibutuhkan 2. Masukkan larutan pembersih pada botol semprotan sesuai dengan petunjuk penggunaannya 3. Lipat kain lap hingga seukuran telapak tangan 4. Semprotkan larutan pembersih pada lap yang telah dilipat tersebut 5. Mulailah mengelap permukaan dengan cara Kiri Kanan tumpang tindih dan arahnya dari Atas ke Bawah dan atau dari Dalam ke Luar, secara teratur dan merata. 6. Lipat kembali cloth untuk mendapatkan permukaan kain yang bersih untuk mengelap, apabila satu permukaan kain lap sudah kotor 7. Apabila semua permukaan cloth telah kotor, ganti dengan yang bersih. 8. Ulangi langkah 4 s/d langkah 6 sampai seluruh area selesai 9. Yakinkan bahwa area yang dibersihkan bebas dari debu dan kotoran
- 25. 3 PETUNJUK KESELAMATAN KERJA 1. Selalu gunakan lap yang bebas serat 2. Hati-hati ketika melakukan dusting di sekitar alat-alat listrik 3. Gunakan larutan pembersih secukupnya dan hindarkan terjadinya percikan 4. Bersihkan percikan pada lantai segera 5. Bila menemukan barang berharga di atas meja/di dalam ruangan, informasikan langsung ke pemiliknya atau bila tidak pemiliknya ada laporkan ke pengawas 6. Bila meja yang akan dilap terdapat kertas-kertas atau barang – barang berserakan maka kertas / barang tersebut harus diangkat dan tidak boleh dirapikan tanpa izin dari pemilik kertas /barang tersebut 7. Biasakan menyemprot hanya pada kain lap untuk efektifitas, tidak menimbulkan bercak, dan hasil yang baik 8. Biasakan melipat kain lap untuk memaksimalkan pengelapan 9. Jangan berdiri di atas meja, kursi untuk melakukan dusting
- 26. 4 MENYAPU MENGGUNAKAN LOBBY DUSTER ( SWEEPING ) Tujuan : Untuk membersihkan debu dan kotoran dari permukaan lantai. Peralatan Yang Dibutuhkan Untuk Sweeping : 1. Lobby Duster 2. Dustpan 3. Sapu nilon
- 27. 5 TATA CARA MENYAPU MENGGUNAKAN LOBBY DUSTER 1. Siapkan peralatan dari gudang 2. Periksa peralatan tersebut sebelum keluar gudang (terutama kebersihan Lobby Duster) 3. Amati lantai yang akan dibersihkan Apabila terdapat kotoran yang melekat, lakukan Spotting (lih. SOP Spotting lantai keras) 4. Tata cara penggunaan lobby duster : a. Dengan cara gerakan maju mendorong Doronglah lobby duster dengan gerakan yang berkesinambungan serta memutar balik pada akhir lantai, kumpulkan sementara kotoran di satu sudut. b. Dengan cara gerakan maju tumpang tindih Tariklah lobby duster dari kiri ke kanan dengan gerakan maju membentuk angka delapan dengan tumpang tindih , kumpulkan sementara kotoran di satu sudut Dalam melakukan kedua gerakan di atas usahakan agar lobby duster tidak terangkat dari permukaan lantai. 5. Bersihkan kotoran di bawah mebel yang berat menggunakan sapu dan untuk mebel yang ringan geser atau pindahkan ke luar ruang. 6. Angkat semua kotoran yang telah terkumpul di sudut dengan menggunakan sapu dan dustpan dan buang ke tempat sampah. 7. Selesaikan seluruh area lantai hingga bersih serta kembalikan mebel ke tempat semula.
- 28. 6 kotoran terkumpul Cara 1 Start 2 Sart 1 Cara 2 Start 2 Start 1
- 29. 7 PENGEPELAN SEKALI PROSES ( SINGLE SOLUTION MOPPING ) Tujuan : Menghilangkan kotoran atau noda tanah dari permukaan lantai Alat yang dibutuhkan untuk pengepelan : Chemical : Untuk semua jenis lantai tempat umum :#5:Neutral Cleaner Untuk lantai Rumah Sakit / Toilet 1. Satu buah Bucket 2. Satu buah Mop Set
- 30. 8 TATA CARA PENGEPELAN SEKALI PROSES (SINGLE SOLUTION MOPPING) 1. Ambil peralatan dari gudang 2. Periksa semua peralatan tersebut (periksa dan yakinkan bahwa Wringer / alat pemeras kain pel berfungsi dengan baik) 3. Gunakan alat pengaman standar bila perlu. 4. Masukkan air ke dalam bucket dan tambahkan chemical sesuai petunjuk (isi bucket minimal 15 liter untuk bucket 25 liter). 5. Basahkan kain mop ke dalam bucket. 6. Peras kain mop Yang harus diperhatikan dalam memeras mop: ▪ Kain mop harus diputar ▪ Mop head harus tidak kena peras untuk menghindari benturan dengan plastic jaw yang akan merusak wringer ▪ Peras mop sekering mungkin 7. Mulailah mengepel (mopping) dari bagian pinggir kemudian dari area terjauh menuju pintu keluar dengan gerakan mundur serta tumpang tindih dengan metode angka delapan. Yang Perlu Diperhatikan : ▪ Bucket harus selalu berada di belakang garis kerja dalam posisi rapi ▪ Bilas kain pel bila telah kotor ▪ Buatlah larutan pembersih baru jika sudah kotor 8. Tinggalkan lantai dalam kondisi sudah kering.
- 31. 9 Metode Mopping . Start 2 . Start 1
- 32. 10 PEMOLESAN KERING ( DRY BUFFING ) MENGGUNAKAN HIGH SPEED FLOOR POLISHER (Burnisher) Tujuan : Menjaga lantai agar tetap mengkilap. Alat-alat yang dibutuhkan untuk Pemolesan Kering : 1. 1 Unit High Speed Floor Polisher (Burnisher) lengkap dengan asesori: - Pad Putih 2. 1 Unit Kabel Sambung (Extension Cable) jika dibutuhkan
- 33. 11 TATA CARA DRY BUFFING 1. Ambil peralatan dari gudang 2. Periksa Burnisher pada steker dan kondisi kabel demi keamanan. 3. Gunakan alat pengaman standar bila perlu. 4. Pasangkan Pad Putih dan kunci dengan pengunci pad agar tak lepas dari permanen pad holdernya. 5. Tegakkan kembali Burnisher dan masukkan aliran listriknya. 6. Posisikan tangkai Burnisher setinggi paha atas operator. 7. Pastikan kabel di atas pundak operator dan selalu berada di belakang garis kerja agar tidak terlindas oleh Burnisher. 8. Nyalakan mesin dan atur posisi penekanan pad dengan memutar pengatur ketinggian roda hingga posisi jarum indikator tekanan pad pada posisi warna hijau 9. Atur kecepatan putaran pad sesuai yang diinginkan (pada type mesin tertentu). 10. Mulailah memoles (buffing) dari bagian terkiri ke depan kemudian tarik mundur serong kanan ke belakang dan dilanjutkan maju menumpang tindih bagian yang dilewati saat mundur (lihat gambar), lakukan hal ini hingga selesai seluruhnya. 11. Periksa dan yakinkan bahwa seluruh lantai benar-benar bersih dan mengkilap. 12. Kumpulkan semua peralatan, bersihkan (termasuk filter PAMS Burnisher), dan simpan kembali ke dalam gudang.
- 35. 13 PEMOLESAN KERING ( DRY BUFFING ) MENGGUNAKAN LOW SPEED FLOOR POLISHER Tujuan : Menjaga lantai agar tetap mengkilap. Alat-alat yang dibutuhkan untuk Pemolesan Kering : 1. 1 Unit Floor Polisher lengkap dengan asesori: - Pad Holder - Pad Putih 2. 2 Unit Tanda Pengaman (Warning Sign) 3. 1 Unit Kabel Sambung (Extention Cable) jika dibutuhkan
- 36. 14 TATA CARA DRY BUFFING 1. Ambil peralatan dari gudang 2. Periksa Floor Polisher pada steker dan kondisi kabel demi keamanan. 3. Letakkan Warning Sign pada tempat yang tepat. 4. Pasangkan Pad Holder dan Pad Putih. 5. Tegakkan kembali Floor Polisher dan masukkan aliran listriknya. 6. Posisikan tangkai floor polisher setinggi paha atas operator. 7. Pastikan kabel di atas pundak operator dan selalu berada di belakang garis kerja agar tidak terlindas oleh floor polisher. 8. Mulailah memoles (buffing) dari bagian pinggir terlebih dahulu kemudian dari area terjauh menuju pintu keluar dengan gerakan mundur serta tumpang tindih dengan metode angka delapan, lakukan hal ini hingga selesai seluruhnya. 9. Periksa dan yakinkan bahwa lantai benar-benar bersih dan mengkilap. 10.Kumpulkan semua peralatan, bersihkan, dan simpan kembali ke dalam gudang.
- 37. 15 Metode Dry Buffing. . Start 1 Start 2
- 38. 16 S.O.P. STRIPPING VINYL (MENGUPAS LAPISAN LAMA PADA LANTAI VINYL) A. Tujuan : Membersihkan dan mengangkat lapisan lama dari permukaan lantai vinyl Keterangan : Sebelum dilakukan coating, lapisan lama yang ada pada lantai harus dikupas terlebih dahulu ( stripping ) untuk mendapatkan hasil tingkat kilap yang maksimal. Peralatan yang dibutuhkan untuk Stripping: 1. 2 buah Mop set 2. Dustpan 3. Sapu Nilon 4. Floor Squeegee 5. Lobby Duster
- 39. 17 Chemical : # 9 : R 2 Stripper atau Stampede Pelaksana : 2 Orang. 6. Tapas 7. Floor Polisher 8. Pad Merah 13. Wet and dry vacuum cleaner 10. Double Bucket 14. Sarung tangan karet (Rubber hand gloves) 9. Lap (Cleaning Cloth)
- 40. 18 TATA CARA MELAKUKAN STRIPPING VINYL 1. Siapkan peralatan dari gudang. 2. Periksa semua peralatan sebelum digunakan terutama mesin- mesin. 3. Gunakan alat pengaman standar bila perlu. 4. Cek lantai apakah ada kotoran yang susah dibersihkan, lakukan spotting (lih. SOP Spotting). 5. Pindahkan furniture, sofa dan peralatan–peralatan lainnya agar lebih leluasa dalam pengerjaannya. 6. Bersihkan lantai yang akan diangkat lapisan finishnya, dengan cara disapu menggunakan lobby duster serta dipel hingga bersih dan bebas dari debu agar hasil pengupasan menjadi maksimal. 7. Persiapkan larutan R2 Stripper atau Stampede sesuai petunjuk (Stampede 1:8). 8. Lantai dibasahi dengan mop yang sudah direndam dalam campuran chemical secara merata. 9. Tunggu kurang lebih lima menit agar chemical bereaksi. 10.Gunakan mesin poles secara perlahan-lahan dari sudut ke sudut untuk mengangkat lapisan lama mulai dari sisi terjauh dengan jalan mundur dan tumpang tindih. 11.Bersihkan bagian pinggir dan bagian lain yang tidak terjangkau oleh mesin poles menggunakan tapas secara manual. 12.Dengan menggunakan wet & dry vacum cleaner hisap semua sisa- sisa pengupasan lapisan ini. 13.Bilas menggunakan banyak air dengan mesin floor polisher dan pad merah kemudian hisap dengan wet & dry vacuum cleaner- lakukan minimal 2 kali. 14.Bilas dengan air bersih menggunakan mop yang berbeda, hingga lantai benar – benar bersih dan kering, dan tidak ada sisa cairan chemical yang tertinggal. 15.Tunggu lantai benar-benar kering dan lantai siap dicoating / dilapis.
- 41. 19 PETUNJUK KESELAMATAN KERJA 1. Selalu gunakan sarung tangan karet ( Rubber hand gloves ) 2. Warning sign harus selalu digunakan 3. Jangan biarkan lantai diinjak tanpa dilakukan pelapisan. 4. Yakinkan bahwa lapisan lama betul – betul hilang agar hasil pelapisan optimal. 5. Gunakan mop yang berbeda untuk pembilasan. PERAWATAN PERALATAN 1. Bersihkan peralatan yang telah digunakan seperti floor polisher, wet & dry vacuum cleaner, dll. 2. Kumpulkan peralatan dan simpan di gudang
- 42. 20 PELAPISAN LANTAI VINYL (COATING VINYL) Tujuan : Melindungi permukaan lantai vinyl serta membuat lantai tetap mengkilap Peralatan yang digunakan untuk Coating : Chemical : - Performax 17 / 20 -Multi Clean 1. Mop set yang bersih 2. 2 buah Warning sign 3. Single Bucket
- 43. 21 TATA CARA PELAPISAN LANTAI VINYL ( Coating Vinyl ) 1. Siapkan peralatan yang dibutuhkan. 2. Letakkan Warning Sign (Tanda pengaman) pada tempat yang tepat dan mudah terlihat. 3. Masukkan Chemical Performax 17/20 ke dalam ember sesuai kebutuhan. 4. Mop dicelupkan ke dalam air bersih, lalu diperas sampai kering 5. Celupkan mop ke dalam ember yang berisi Performax 17. 6. Lapis bagian pinggir terlebih dahulu dengan satu kali lapisan 7. Lakukan pelapisan pertama dari arah kiri ke kanan dengan gerakan mundur serta tumpang tindih dan teratur. 8. Tunggu kurang lebih 15 menit sampai lapisan pertama di lantai benar-benar kering. 9. Apabila lapisan pertama di lantai sudah kering maka lakukan pelapisan kedua dari depan ke belakang menggunakan mop dengan gerakan mundur dan tumpang tindih. 10.Tunggu kurang lebih lima belas menit sampai lapisan kedua di lantai tersebut kering 11.Apabila lapisan kedua di lantai sudah kering maka lakukan pelapisan ketiga dari kiri ke kanan seperti pelapisan pertama. 12.Tunggu kurang lebih lima belas menit sampai lapisan ketiga di lantai tersebut kering 13.Apabila lantai sudah benar – benar kering, kembalikan furniture dan peralatan lainnya ke tempat semula. 14.Cuci semua peralatan hingga bersih dan simpan kembali di gudang.
- 44. 22 PETUNJUK KESELAMATAN KERJA 1. Lantai jangan diinjak sebelum lapisan coating benar-benar kering. 2. Harus menempatkan warning sign 2 buah 3. Gunakan mop khusus hanya untuk coating saja PERAWATAN PERALATAN 1. Cuci ember simpan dalam keadaan terbalik 2. Cuci mop set simpan untuk digunakan coating selanjutnya. PROSES COATING Lapisan 1 Lapisan 2 Lapisan 3
- 45. 23 PENCUCIAN LANTAI MARMER (MARBLE STRIPPING) Tujuan : Membersihkan atau mengangkat kotoran pada permukaan lantai. Keterangan : Sebelum dilakukan kristalisasi, kotoran- kotoran yang ada pada lantai harus dibersihkan terlebih dahulu ( stripping ) untuk mendapatkan tingkat kilap yang maksimal. Peralatan yang dibutuhkan untuk Stripping : 1. 2 buah Mop Set 2. 2 buah Warning sign 3. 1 buah Floor Squeegee 4. 1 buah Lobby Duster
- 46. 24 Chemical : # 9 : R 2 Stripper atau Stampede Pelaksana : 2 Orang. 5. 1 buah Tapas 6. 1 Unit Floor Polisher + Pad Holder 7. 7. 1 buah Pad Coklat 8. 1 lembar Lap (Cleaning cloth) 10. Wet & Dry Vacuum Cleaner 9. Double Bucket 11. Sarung tangan karet (Rubber hand gloves)
- 47. 25 TATA CARA MELAKUKAN STRIPPING MARMER 1. Siapkan peralatan dari gudang. 2. Periksa semua peralatan sebelum digunakan terutama mesin- mesin. 3. Cek lantai apakah ada kotoran yang susah dihilangkan seperti permen karet dan lain-lain. 4. Pindahkan furniture, sofa dan peralatan – peralatan lainnya agar lebih leluasa dalam pengerjaannya. 5. Bersihkan lantai yang akan distripping, dengan cara disapu menggunakan lobby duster serta dipel hingga bersih dan bebas dari debu agar hasil pembersihan menjadi maksimal. 6. Persiapkan larutan Stampede dengan dilusi 1:30. 7. Lantai dibasahi dengan mop yang sudah direndam dalam campuran chemical secara merata. 8. Tunggu kurang lebih lima menit agar chemical bereaksi. 9. Gunakan mesin poles secara perlahan – lahan dari sudut ke sudut untuk mengangkat semua kotoran mulai dari sisi terjauh dengan jalan mundur dan tumpang tindih. 10. Bersihkan bagian pinggir dan bagian lain yang tidak terjangkau oleh mesin poles menggunakan tapas secara manual. 11. Dengan menggunakan wet & dry vacuum cleaner hisap semua sisa-sisa pembersihan kotoran ini. 12. Bilas dengan banyak air dengan mesin floor polisher dan pad coklat, hisap dengan wet & dry vacuum cleaner (lakukan minimal dua kali). 13. Lalu dibilas dengan air bersih dengan mop yang berbeda, hingga lantai benar-benar bersih, dan tidak ada sisa cairan chemical yang tertinggal.
- 48. 26 PETUNJUK KESELAMATAN KERJA 1. Selalu gunakan sarung tangan karet ( Rubber hand gloves ) 2. Warning sign harus digunakan 3. Jangan biarkan lantai diinjak sebelum dilakukan kristalisasi. 4. Yakinkan bahwa pembersihan kotoran benar – benar bersih agar hasil kristalisasi dapat optimal. 5. Gunakan mop yang berbeda untuk pembilasan. PERAWATAN PERALATAN 1. Bersihkan peralatan - peralatan yang telah digunakan seperti mesin poles. 2. Bersihkan wet & dry vacuum cleaner. 3. Kumpulkan peralatan dan simpan di gudang
- 49. 27 PENGKILAPAN LANTAI MARMER ( KRISTALISASI ) Tujuan : Agar lantai marmer kembali mengkilap Alat-alat yang dibutuhkan : Chemical : - Marble Powder 1. Warning Sign 2. Floor Polisher 3. Pad Merah 4. Floor Squeegee
- 50. 28 TATA CARA PENGKILAPAN LANTAI MARMER (KRISTALISASI) 1. Siapkan peralatan yang dibutuhkan 2. Letakkan tanda pengaman / warning sign di tempat yang tepat. 3. Campurkan marble powder dengan air sehingga membentuk pasta (untuk 1 m2 perlu 10 grm). Tuangkan pasta pada area yang ditentukan. 4. Poles area yang berpasta tersebut dengan mesin poles yang menggunakan pad merah secara merata dari kiri ke kanan hingga mengkilap kurang lebih 15 menit. 5. Tarik pasta yang tersisa dengan floor squeegee kemudian hisap dengan mesin wet & dry vacuum cleaner. 6. Bilas menggunakan banyak air dengan mesin floor polisher dan pad merah, hisap dengan wet & dry vacuum cleaner (lakukan minimal dua kali). 7. Lakukan pembilasan dengan cara pengepelan dengan air bersih dan tunggu sampai kering 8. Apabila selesai lakukan pada area berikutnya seperti di atas secara teratur. 9. Lakukan dry buffing dengan pad putih secara merata dari kiri ke kanan merata sampai mengkilap. 10. Kumpulkan, bersihkan semua peralatan dan simpan di gudang.
- 51. 29 PETUNJUK KESELAMATAN KERJA 1. Selalu gunakan sarung tangan karet ( Rubber hand gloves ) 2. Warning sign harus digunakan 3. Jangan biarkan lantai diinjak dalam proses pengkilapan 4. Yakinkan bahwa lantai marmer telah betul – betul bersih agar hasil kristalisasi optimal. 5. Gunakan mop yang berbeda untuk pembilasan. 6. Lakukan kristalisasi secara bertahap dengan jangkauan luasan pengerjaan kecil – kecil. PERAWATAN PERALATAN 1. Bersihkan peralatan-peralatan yang telah digunakan seperti Floor Squeegee 2. Bersihkan Floor Polisher, pad holder, dan cuci pad hingga bersih dan tiriskan 3. Kumpulkan peralatan dan simpan di gudang
- 52. 30 MEMBERSIHKAN KACA (GLASS CLEANING) Tujuan : Membersihkan kotoran dan noda di kaca agar tetap kilap Peralatan yang dibutuhkan untuk Glass Cleaning : Chemical : # 2 : Glass & Surface Cleaner 1. Ember 2. Window Washer 3. Window Squeegee 4. Telescopic pole (Perpanjangan gagang) 5. Kanebo (kain yang menyerap air) 6. Lap kering (dry cloth) 7. Beberapa lembar kain penutup debu 9. Glass scraper (Kape kaca)
- 53. 31 TATA CARA PEMBERSIHAN KACA (GLASS CLEANING) 1. Siapkan peralatan dari gudang 2. Periksa semua peralatan Periksa untuk memastikan bahwa sirip karet (rubber blade) pada “squeegee” lebih panjang daripada gagang “squeegee” 3. Gunakan tanda pengaman standar, bila perlu. 4. Siapkan larutan pembersih menurut petunjuk pembuatnya , dengan menambahkannya ke dalam air 5. Letakkan kain penutup debu di bawah kaca yang akan dibersihkan 6. Bila ada noda, lakukan proses spotting (lih. SOP Spotting Kaca) 7. Celupkan window washer ke dalam larutan pembersih peras air yang berlebih 8. Basahi permukaan kaca secara merata dengan menggunakan window washer, dimulai dari atas ke bawah Hati-hati jangan sampai membasahi kusen! 9. Hapuskan larutan dari permukaan menggunakan “window squeegee” , dengan gerakan yang berkesinambungan dimulai dari atas ke bawah 10. Gunakan telescopic pole (perpanjangan gagang) untuk tempat yang tinggi 11. Jika kusen bagian atas basah, keringkan menggunakan perpanjangan gagang dan lap kering 12. Bersihkan tetesan di lantai dengan menggunakan lap 13. Bila perlu, pel lantai setelah kaca dibersihkan 14. Ulangi langkah 7 s/d langkah 13 sampai selesai.
- 54. 32 Glass Cleaning Cara 1 Cara 2 Cara 3
- 55. 33 PEMBERSIHAN TOILET Tujuan : Agar Toilet bersih, bebas dari kuman (higienis), kering, serta tidak berbau Peralatan yang dibutuhkan untuk pembersihan saniter: 1. Sikat WC (toilet bowl brush) 2. Tiga lembar kain yang menyerap air dalam beberapa warna 3. Sapu Nilon 4. Dustpan 5. Plastik sampah 60 x 90 cm 6. Ember 7. Satu lembar kain penyerap air /’kanebo’ (Window Washer dan Window Squeegee jika diperlukan)
- 56. 34 Chemical : - #1 : Ful Trole - #6 : A.P.C - #5 : Neutral Cleaner - #11 : Odor Control - #2 : Glass & Surface Cleaner 8. Sarung tangan karet (hand gloves) 9. Dua buah semprotan botol (botol sprayer) 10. Dua buah spons (sponge) 11. Sikat lantai 12.Sikat kecil 13.Warning Sign 14. Satu set peralatan pengepelan sekali proses
- 57. 35 TATA CARA PEMBERSIHAN SANITER 1. Siapkan peralatan yang dibutuhkan 2. Periksa semua peralatan 3. Letakkan tanda pengaman di luar pintu toilet 4. Periksa persediaan kertas tissue di setiap tissue holder, tambahkan bila perlu 5. Kumpulkan sampah dari keranjang sampah dan lantai 6. Siapkan larutan pembersih dalam ember dan semprotan botol sesuai dengan petunjuk pembuatnya PEMBERSIHAN WASHTAFEL (VANITY AREA) 7. Basahi bagian dalam washtafel, sikat dengan menggunakan spons lalu bilas 8. Semprotkan larutan pembersih ke dalam bagian washtafel lalu diamkan beberapa saat 9. Gunakan semprotan botol untuk membersihkan cermin dengan larutan pembersih, keringkan dengan kain tanpa serat 10. Bersihkan meja dengan kain yang berwarna warni, beserta kran, dispenser sabun sampai ke sisi-sisi meja bagian bawah, kemudian keringkan 11. Periksa apakah dispenser sabun masih bekerja dengan baik 12. Sikat bagian dalam washtafel dengan spons serta bersihkan saringan drainase dengan sikat gigi 13. Bilas sampai merata , kemudian keringkan
- 58. 36 PEMBERSIHAN URINAL/URINOIR 14. Flush urinal Bila memungkinkan, matikan mekanisme siram otomatis 15. Sikat bagian dalam dengan menggunakan sikat wc, kemudian flush kembali 16. Semprotkan larutan pembersih pada bagian dalam urinal, kemudian diamkan 17. Menggunakan kain berwarna – warni celup kain dalam larutan pembersih, peras dan bersihkan bagian luar dari urinoir, pipa dan tombol penyiram (flusher) atau panel penyiram otomatis 18. Jika perlu cuci dengan air bersih 19. Gosok bagian dalam urinoir dari atas ke bawah hingga ke tutup saringan drainase 20. Flush / siram dan cuci sikat dengan air yang mengalir 21. Beri larutan odor control seperlunya 22. Ulangi langkah 14 s/d 21 sampai semua urinoir selesai dibersihkan 23. Cuci kain biarkan mengering dan simpan dalam kantung plastik
- 59. 37 PEMBERSIHAN KLOSET 24. Flush kloset 25. Sikat bagian dalam kloset dengan sikat wc, kemudian flush kembali 26. Semprotkan larutan pembersih ke bagian dalam kloset dengan rata termasuk di bawah bibir kloset, kemudian biarkan beberapa saat 27. Celup kain yang berwarna-warni ke dalam larutan pembersih, peras dan bersihkanlah bagian luar kloset, tempat tissue (tissue holder), tangki air (water tank) termasuk bagian dalam, tombol penyiram (flusher), tutup dudukan toilet (toilet cover seat), dudukan toilet (toilet seat), engsel hingga bagian bawah kloset 28. Jika perlu, cuci dengan air 29. Sikat kembali bagian dalam kloset dengan sikat wc 30. Berikan perhatian khusus pada noda bekas air dan pada bagian bawah bibir kloset 31. Flush/siram toilet dan pada waktu bersamaan cuci sikat dengan air yang mengalir 32. Beri larutan odor control seperlunya 33. Ulangi langkah 24 s/d langkah 32 sampai semua kloset selesai dibersihkan
- 60. 38 DINDING DAN LANTAI 34. Celup kain dalam larutan pembersih, peras dan bersihkan dinding searah jarum jam juga dengan membersihkan outlet – outlet yang ada seperti hand dryer, switch on / off dll. 35. Periksa apakah outlet – outletnya masih bekerja dengan baik 36. Siapkan larutan pembersih dalam ember pel sesuai dengan petunjuk pembuatnya 37. Basahkan area pengepelan kira – kira 90 cm di depan urinoir, cuci (sikat dengan sikat lantai, bilas), dan ulangi pengepelan, lalu cuci pel dengan seksama 38. Basahkan area pengepelan di dalam kamar kloset, cuci (sikat dengan sikat lantai, bilas) dan ulangi pengepelan, setelah selesai cuci pel dengan seksama 39. Pel seluruh area toilet, dimulai dari titik terjauh dari pintu 40. Sebelum meninggalkan toilet yakinkan bahwa toilet sudah benar-benar bersih, kering, tidak bau dan suplies (kertas tissue, handsoap dll) sudah tersedia 41. Kumpulkan peralatan dan kembalikan ke gudang 42. Bersihkan peralatan sebelum disimpan
- 61. 39 PETUNJUK KESELAMATAN KERJA • Selalu menggunakan sarung tangan karet sebagai pelindung • Gunakan kain yang berwarna – warni sebagai kode waktu mengerjakan tugas tertentu • Pisahkan kain untuk membersihkan kloset / urinoir dengan kain untuk membersihkan bagian lainnya • Jangan membuat lecet perabot dengan alat yang merusak, karena goresan dapat menjadi tempat bakteria yang merugikan • Jangan pel semua area toilet pada saat yang bersamaan, pel area di depan urinoir dan kloset secara terpisah dengan area lainnya • Selalu jaga agar semua perabot dalam keadaan kering PERAWATAN PERALATAN • Cuci semua peralatan setelah digunakan • Cuci semua kain dan biarkan mengering sebelum disimpan • Cuci semua sikat dengan seksama • Cuci ember, keringkan dan simpan terbalik • Cuci pel, untuk perawatan toilet, gantilah air sesering mungkin ATURAN PEMBERSIHAN TOILET • Selalu bersihkan dari atas ke bawah • Selalu memakai peralatan yang sama dalam kelompok kerja • Selalu kerjakan mulai dari tugas basah ke tugas kering
- 62. 40 PEMBERSIHAN DINDING WALL CLEANING Tujuan : Membersihkan kotoran dan noda pada dinding Peralatan yang dibutuhkan untuk pembersihan dinding : Chemical : - #1 : Ful Trole - #6 : A.P.C - #5 : Neutral Cleaner 1. Tangga (acces ladder) 2. Dua buah warning sign 3. Satu lembar kain penyerap air 4. Beberapa lembar kain penutup debu 5. Bantalan sabut (abrasive pad) 6. Dua buah ember (bucket) 7. Busa ( Sponge) 8. Sau Rol “masking tape ”yang tidak meninggalkan noda 9. Satu pasang sarung tangan karet 10. Satu lembar kain putih atau kertas tissue putih
- 63. 41 TATA CARA PEMBERSIHAN DINDING 1. Siapkan peralatan 2. Periksa semua peralatan 3. Letakkan tanda pengaman pada tempat yang tepat 4. Tutup outlet listrik pada dinding, saklar dan alat – alat listrik yang menempel pada dinding dengan “masking tape” 5. Dalam ember pertama, siapkan larutan pembersih sesuai dengan petunjuk pembuatnya 6. Isilah ember kedua dengan air bersih 7. Letakkan kain penutup debu di bawah bagian dinding yang akan dibersihkan 8. Jika dinding dicat atau menggunakan wall paper, periksa apakah material mudah luntur pada sudut yang tidak terlihat menggunakan kain putih atau kertas tissue putih dengan zat pembersih murni (cleaning agent) 9. Basahkan dinding dengan air bersih menggunakan tapas (sponge) 10. Bersihkan dinding menggunakan tapas yang lain yang dicelupkan ke dalam larutan pembersih, dengan pola yang tumpang tindih 11. Jika ada noda yang sulit dihilangkan, gunakan bantalan sabut (abrasive pad) bila diperlukan 12. Bilas dinding dengan air bersih, dimulai dari atas ke bawah, tinggalkan dinding sekering mungkin setelah selesai 13. Pel atau bersihkan lantai sebelum bergerak ke bagian berikutnya 14. Ulangi langkah 9 s/d 13 sampai seluruh area selesai 15. Lepaskan “masking tape” setelah pekerjaan selesai 16. Kumpulkan peralatan, bersihkan dan simpan kembali ke gudang peralatan
- 64. 42 PETUNJUK KESELAMATAN KERJA • Selalu gunakan sarung tangan sebagai pelindung • Periksa apakah pelapis dinding mudah luntur sebelum pekerjaan dimulai • Jika menggunakan tangga (access ladder), pastikan bahwa tangga dalam keadaan terbuka dan terkunci kaitnya demi keamanan sebelum dipakai • Tutup outlet listrik pada dinding saklar dan alat – alat listrik lainnya yang ada pada dinding menggunakan “masking tape” PERAWATAN PERALATAN • Bersihkan ember, keringkan dan simpan terbalik • Bersihkan peralatan sebelum disimpan • Bersihkan alat pencapaian (access equipment) dengan lap basah, periksa kondisinya sebelum disimpan
- 65. 43 PEMBERSIHAN PLAFON (PLAFOND CLEANING) Tujuan : Menghilangkan debu, kotoran, sarang laba-laba yang ada pada plafon. Peralatan yang dibutuhkan untuk pembersihan plafon : 1. Rack Ball dengan perpanjangan gagang 2. Satu buah sabuk pengaman (Safety Belt) 3. Satu buah sikat tangan 4. Beberapa buah ember 5. Beberapa buah kain yang menyerap air 6. Satu buah helm pelindung 7. Satu pasang kaca mata pelindung 8. Dua buah tanda pengaman (warning sign) 9. Beberapa lembar penutup debu 10. Satu set steger (scaffolding) lengkap dengan tanda pengaman atau tangga (acces ladder)
- 66. 44 Chemical : - #1 : Ful Trole - #6 : A.P.C - #5 : Neutral Cleaner TATA CARA PEMBERSIHAN PLAFON (PLAFOND CLEANING) 1. Siapkan peralatan 2. Periksa semua peralatan Periksa alat pencapaian (access equipment) demi keselamatan 3. Letakkan tanda pengaman pada tempat yang tepat 4. Letakkan penutup debu di bawah area kerja 5. Rakit alat pencapaian (access equipment) 6. Jika menggunakan tangga (access ladder) pastikan bahwa tangga dalam keadaan terbuka sebelum dipakai demi keselamatan Jika menggunakan steger / scaffolding, periksa ulang untuk memastikan keamanan, pasang sabuk pengaman sebelum pekerjaan dimulai 7. Bersihkan dengan teratur menggunakan alat yang sesuai 8. Jika menggunakan larutan pembersih, usahakan jangan sampai menetes terlalu banyak 9. Lepas alat pencapaian (access equipment) setelah selesai, jangan meninggalkan alat pencapaian tanpa dijaga setelah pekerjaan selesai 10. Kumpulkan peralatan dan kembalikan ke gudang peralatan 11. Bersihkan peralatan sebelum disimpan
- 67. 45 PETUNJUK KESELAMATAN KERJA • Hindari penggunaan alat pencapaian, jika pekerjaan dapat dilakukan tanpa menggunakannya • Periksa alat pencapaian (access equipment) sebelum dipakai • Gunakan sabuk pengaman dengan pekerjaan yang penuh dengan ketinggian PERAWATAN PERALATAN • Cucilah ember, keringkan dan simpan posisi terbalik • Bersihkan peralatan sebelum disimpan • Bersihkan alat pencapaian dengan lap basah, periksa kondisinya sebelum disimpan
- 68. 46 VAKUM LANTAI KARPET ( Carpet Floor Vacuum ) Tujuan : Mengangkat debu dan kotoran kecil pada karpet Peralatan yang dibutuhkan untuk vakum karpet : 1. Dry Vacuum Cleaner 2. Extention Cable (Jika dibutuhkan)
- 69. 47 TATA CARA VACUUMING LANTAI KARPET 1. Siapkan peralatan dari gudang 2. Periksa semua peralatan sebelum digunakan termasuk sambungan listrik, kabel, dan kantong debu (dust bag) vacuum cleaner 3. Singkirkan benda – benda besar dan yang tajam dari permukaan karpet sebelum penyedotan dimulai 4. Sesuaikan penggunaan Head Nozzle khusus untuk permukaan lantai karpet 5. Pastikan seluruh permukaan lantai karpet dalam keadaan kering – tidak mengandung air 6. Lakukan pembersihan dengan penyedotan secara sistematis, dimulai dari sudut terjauh dari pintu keluar 7. Perhatian khusus ditujukan pada bagian sudut, tepi, dan area yang sering dilalui orang ( Heavy traffic ) 8. Bersihkan area yang tidak bisa dijangkau oleh head nozzle dengan bantuan asesori vacuum cleaner yang lain, misalnya dengan crevice nozzle 9. Setelah semua terselesaikan, kumpulkan semua peralatan dan bersihkan bagian dalam (kantong debu) dan bagian luarnya, kemudian simpan di tempat yang sudah ditentukan
- 70. 48
- 71. 49 SPOTTING & SHAMPOOING LANTAI KARPET ============================================================= Tujuan : Menghilangkan noda, bercak, dan kotoran yang melekat pada karpet Peralatan yang dibutuhkan : Chemical : 1. #14 : Carpet Spotter & Pre Spray 2. #13 : Extraction Cleaner 1. Carpet Extractor 2. Carpet Spotter (Gotcha!) 3. Carpet Blower 4. Extention Cable (Jika dibutuhkan) 5. Warning sign 6. Bucket (ember)
- 72. 50 TATA CARA SPOTTING & SHAMPOOING LANTAI KARPET 1. Siapkan peralatan dari gudang 2. Periksa semua peralatan sebelum digunakan termasuk sambungan listrik, kabel, dan Kelayakan mesin-mesin tersebut 3. Pindahkan furniture atau benda lain yang bisa dipindahkan dari atas permukaan lantai karpet agar memudahkan pekerjaan 4. Pasang warning sign pada tempat yang tepat dan pastikan tidak ada orang lalu lalang pada area yang akan dikerjakan 5. Siapkan larutan pembersih ; Carpet Spotter & Pre Spray dan Extraction Cleaner ke dalam bucket sesuai aturan Proses Spotting : 6. Tuangkan larutan Carpet Spotter & Pre Spray ke dalam tangki kimia mesin Carpet Spotter 7. Masukkan aliran listrik ke mesin carpet spotter dan jalankan mesin pada posisi ‘spray dan vacuum’ 8. Dengan menggunakan ‘Gun’ mesin, semprotkan cairan pembersih ke sekeliling noda yang akan dibersihkan baru kemudian menyusul penyemprotan pada nodanya dan dilanjutkan dengan menggosokkan nozzle berbarengan dengan menghisap cairan sisa pencucian tersebut 9. Lakukan hal yang sama pada sudut – sudut dan sisi lantai yang tidak terjangkau oleh mesin Carpet Extractor. Catatan : Proses Spotting ini dilakukan sebelum proses shampooing karpet
- 73. 51 Proses Shampooing : 10. Tuangkan larutan Carpet Extraction ke dalam tangki mesin Carpet Extractor 11. Masukkan aliran listrik ke mesin Carpet Extractor 12. Jalankan mesin secara merata dimulai dari sudut terjauh dari pintu keluar dengan cara menarik mundur mesin tersebut 13. Lakukan proses tersebut (no.12) dengan pola tumpang tindih dan hindari penyemprotan cairan pembersih secara berlebihan (basah sekali) 14. Setelah semua proses shampooing selesai, lakukan pengeringan dengan menggunakan Carpet Blower yang diletakkan pada sudut karpet 15. Yakinkan bahwa lantai karpet benar – benar kering hingga tidak menimbulkan bau
- 74. 52 PETUNJUK KESELAMATAN KERJA ▪ Hindarkan penggunaan Kabel Rol jika kabel mesin masih menjangkau area kerja ▪ Periksa peralatan listrik terutama sambungan listrik (steker) dan kabel ▪ Jangan sambungkan listrik sebelum mesin dalam kondisi siap pakai ▪ Pastikan kabel mesin – mesin selalu berada di belakang mesin ▪ Jangan biarkan kabel mesin – mesin dalam keadaan menegang ▪ Jangan menambah cairan pembersih pada tangkinya tanpa membuang terlebih dahulu sisa cairan di tangki cairan kotornya ▪ Jika ruang yang dishampoo merupakan ruang ber Air Condition aktifkan AC tersebut, tetapi jika tidak ber AC – buka semua jendela untuk mempercepat pengeringan PERAWATAN PERALATAN ▪ Bersihkan bagian sikat Carpet Extractor dari kotoran- kotoran yang terjerat ▪ Bersihkan mesin – mesin bagian dalam (kosongkan dan bersihkan tangki-tangki) maupun luarnya dengan menggunakan lap lembab dan keringkan sebelum menyimpannya kembali.
- 75. 53 PEMOLESAN KERING ( DRY BUFFING ) MENGGUNAKAN HIGH SPEED FLOOR POLISHER (Burnisher) Tujuan : Menjaga lantai agar tetap mengkilap. Alat-alat yang dibutuhkan untuk Pemolesan Kering : 2. 1 Unit High Speed Floor Polisher (Burnisher) lengkap dengan asesori: - Pad Putih 2. 2 Unit Tanda Pengaman (Warning Sign) 3. 1 Unit Kabel Sambung (Extension Cable) jika dibutuhkan
- 76. 54 TATA CARA DRY BUFFING 13. Ambil peralatan dari gudang 14. Periksa Burnisher pada steker dan kondisi kabel demi keamanan. 15. Letakkan Warning Sign pada tempat yang tepat. 16. Pasangkan Pad Putih dan kuci dengan pengunci pad agar tak lepas dari permanen pad holdernya. 17. Tegakkan kembali Burnisher dan masukkan aliran listriknya. 18. Posisikan tangkai Burnisher setinggi paha atas operator. 19. Pastikan kabel di atas pundak operator dan selalu berada di belakang garis kerja agar tidak terlindas oleh Burnisher. 20. Nyalakan mesin dan atur posisi penekanan pad dengan memutar pengatur ketinggian roda hingga posisi jarum indikator tekanan pad pada posisi warna hijau 21. Atur kecepatan putaran pad sesuai yang diinginkan (pada type mesin tertentu). 22. Mulailah memoles (buffing) dari bagian terkiri ke depan kemudian tarik mundur serong kanan ke belakang dan dilanjutkan maju menumpang tindih bagian yang dilewati saat mundur (lihat gambar), lakukan hal ini hingga selesai seluruhnya. 23. Periksa dan yakinkan bahwa lantai benar-benar bersih dan mengkilap. 24. Kumpulkan semua peralatan, bersihkan (termasuk filter PAMS Burnisher), dan simpan kembali ke dalam gudang.
- 77. 55 PETUNJUK KESELAMATAN KERJA ▪ Jangan mengalirkan listrik ke High Speed Floor Polisher (Burnisher) sebelum mesin dalam kondisi siap pakai. ▪ Dalam penyetelan penekanan pad jangan terlalu lama karena akan merusak obyek jenis coating ▪ Selalu memeriksa kabel jangan sampai terkelupas isolatornya. ▪ Jika mesin tidak dalam keadaan digunakan perhatikan : - Lepas pad - Matikan aliran listrik menuju mesin dan gulung kabel pada tangkai - Letakkan mesin di tempat yang aman - Tangkai mesin harus dalam keadaan tegak lurus ▪ Dalam keadaan digunakan kabel harus berada di belakang mesin PERAWATAN PERALATAN ▪ Bersihkan mesin seusai digunakan ▪ Cuci pad dan tiriskan hingga kering M Me et to od de e D Dr ry y B Bu uf ff fi in ng g. Start Finish
- 78. 56 PEDOMAN PEMBERSIHAN DAN PERAWATAN GEDUNG PT. CITRA MANDIRI MITRA SEJATI
- 79. 57 DAFTAR ISI Materi Halaman 1. Dusting 1 – 3 2. Menyapu menggunakan lobby duster 4 – 6 3. Pengepelan sekali proses (Single Solution Mopping) 7 – 9 4. Pengepelan proses ganda (Double Solution mopping) 5. Pemolesan kering ((Dry Buffing) 10 – 15 6. Mengupas Permukaan Lantai Vinyl (Stripping Vinyl) 16 – 19 7. Pelapisan Lantai Vinyl (Coating Vinl) 20 – 22 8. Pencucian Lantai Marmer (Marble Stripping) 23 – 24 9. Pengkilapan Lantai Marmer (Kristalisasi) 25 – 29 10. Membersihkan Kaca 30 – 32 11. Pembersihan Saniter 33 – 39 12. Pembersihan Dinding 40 – 42 13. Pembersihan Plafon 43 – 45 14. Vacuum Lantai Karpet 46 – 47 15. Spotting & Shampooing Lantai Karpet 49 – 52 16. Dry Buffing Menggunakan High Speed Floor Polisher 53 – 55
- 85. LAMPIRAN NO 33
- 86. LAMPIRAN NO 33
- 87. LAMPIRAN NO 33
- 88. LAMPIRAN NO 33
- 89. LAMPIRAN NO 33
- 90. LAMPIRAN NO 33
- 91. LAMPIRAN NO 33
- 92. LAMPIRAN NO 33
- 100. LAMPIRAN NO 34,35
- 101. LAMPIRAN NO 34,35
- 102. LAMPIRAN NO 34,35
- 103. LAMPIRAN NO 34,35
- 104. LAMPIRAN NO 34,35
- 105. LAMPIRAN NO 34,35
- 106. LAMPIRAN NO 34,35
- 107. LAMPIRAN NO 34,35
- 108. LAMPIRAN NO 34,35
- 109. LAMPIRAN NO 34,35
- 110. LAMPIRAN NO 34,35
- 111. LAMPIRAN NO 34,35
- 112. LAMPIRAN NO 34,35
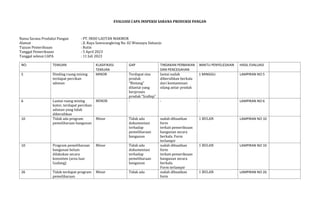
- 113. PT. INDO LAUTAN MAKMUR PANDUAN MUTU No. Bagian : 3 Edisi/Revisi : 1/0 DIAGRAM CCP Berlaku Sejak : 1-10-2017 Halaman : 10 Disetujui oleh : QA 3. Diagram CCP CCP 1 Ket : Selama Proses Produksi berlangsung tidak menggunakan sodium hypochlorite Disahkan Oleh : Manager Dibuat Oleh : Tim HACCP Tanggal : Tanda tangan : Tanggal : Tanda tangan : CAKRA Bakso Ikan (Bakso Aneka, Bakso Sayur, Bakso Bandeng, Bakso Bentuk Stik, Bakso Ikan Isi Ayam, Bakso Ikan Isi Keju) PERSIAPAN BAHAN BAKU PERSIAPAN BUMBU MIXING ADONAN PENGEMASAN PENERIMAAN BAHAN PENGEMAS (PLASTIK, MC) PENYIMPANAN BAHAN PENGEMAS PENDINGINAN PEMBEKUAN PENYIMPANAN PENCETAKAN DAN PEREBUSAN METAL DETECTING PERSIAPAN SAYUR PENGEPAKAN PEMUATAN LAMPIRAN NO 38
- 114. PT. INDO LAUTAN MAKMUR PANDUAN MUTU No. Bagian : 3 Edisi/Revisi : 1/0 DIAGRAM ALUR PROSES Berlaku Sejak : 1-10-2017 Halaman : 11 Disetujui oleh : QA CCP 1 Ket : Selama Proses Produksi berlangsung tidak menggunakan sodium hypochlorite Disahkan Oleh : Manager Dibuat Oleh : Tim HACCP Tanggal : Tanda tangan : Tanggal : Tanda tangan : CAKRA PERSIAPAN BAHAN BAKU PERSIAPAN BUMBU MIXING ADONAN PENGEMASAN PENERIMAAN BAHAN PENGEMAS (PLASTIK, MC) PENYIMPANAN BAHAN PENGEMAS Bakso Cumi PENDINGINAN PEMBEKUAN PENYIMPANAN PENCETAKAN DAN PEREBUSAN METAL DETECTING PERSIAPAN SAYUR PENGEPAKAN PEMUATAN LAMPIRAN NO 38
- 115. PT. INDO LAUTAN MAKMUR PANDUAN MUTU No. Bagian : 3 Edisi/Revisi : 1/0 DIAGRAM ALUR PROSES Berlaku Sejak : 1-10-2017 Halaman : 11 Disetujui oleh : QA CCP 1 Ket : Selama Proses Produksi berlangsung tidak menggunakan sodium hypochlorite Disahkan Oleh : Manager Dibuat Oleh : Tim HACCP Tanggal : Tanda tangan : Tanggal : Tanda tangan : CAKRA PERSIAPAN SAYUR PENERIMAAN BAHAN PENGEMAS (PLASTIK, MC) PENYIMPANAN BAHAN PENGEMAS PERSIAPAN BAHAN BAKU PERSIAPAN BUMBU MIXING ADONAN PENGEMASAN Ikan Olahan Scallop PENDINGINAN PEMBEKUAN PENYIMPANAN PENCETAKAN DAN PEREBUSAN METAL DETECTING PENGEPAKAN PEMUATAN PEMOTONGAN LAMPIRAN NO 38
- 116. PT. INDO LAUTAN MAKMUR PANDUAN MUTU No. Bagian : 3 Edisi/Revisi : 1/0 DIAGRAM ALUR PROSES Berlaku Sejak : 1-10-2017 Halaman : 11 Disetujui oleh : QA CCP 1 Ket : Selama Proses Produksi berlangsung tidak menggunakan sodium hypochlorite Disahkan Oleh : Manager Dibuat Oleh : Tim HACCP Tanggal : Tanda tangan : Tanggal : Tanda tangan : CAKRA PERSIAPAN BAHAN BAKU PERSIAPAN BUMBU MIXING ADONAN PENGEMASAN PENERIMAAN BAHAN PENGEMAS (PLASTIK, MC) PENYIMPANAN BAHAN PENGEMAS Ikan Olahan Bentuk Tahu, ikan olahan (tempura) PENDINGINAN PEMBEKUAN PENYIMPANAN PENCETAKAN DAN PENGGORENGAN METAL DETECTING PERSIAPAN SAYUR PENGEPAKAN PEMUATAN LAMPIRAN NO 38
- 117. PT. INDO LAUTAN MAKMUR PANDUAN MUTU No. Bagian : 3 Edisi/Revisi : 1/0 DIAGRAM ALUR PROSES Berlaku Sejak : 1-10-2017 Halaman : 11 Disetujui oleh : QA CCP 1 Ket : Selama Proses Produksi berlangsung tidak menggunakan sodium hypochlorite Disahkan Oleh : Manager Dibuat Oleh : Tim HACCP Tanggal : Tanda tangan : Tanggal : Tanda tangan : CAKRA PERSIAPAN SAYUR PENERIMAAN BAHAN PENGEMAS (PLASTIK, MC) PENYIMPANAN BAHAN PENGEMAS PERSIAPAN BAHAN BAKU PERSIAPAN BUMBU MIXING ADONAN Ikan Olahan Bentuk Kornet PENDINGINAN PENCETAKAN DAN PEREBUSAN PENGEMASAN PEMBEKUAN PENYIMPANAN METAL DETECTING PENGEPAKAN PEMUATAN PEMOTONGAN PEMBAKARAN LAMPIRAN NO 38
- 118. PT. INDO LAUTAN MAKMUR PANDUAN MUTU No. Bagian : 3 Edisi/Revisi : 1/0 DIAGRAM ALUR PROSES Berlaku Sejak : 1-10-2017 Halaman : 11 Disetujui oleh : QA CCP 1 Ket : Selama Proses Produksi berlangsung tidak menggunakan sodium hypochlorite Disahkan Oleh : Manager Dibuat Oleh : Tim HACCP Tanggal : Tanda tangan : Tanggal : Tanda tangan : CAKRA PERSIAPAN BAHAN BAKU PERSIAPAN BUMBU MIXING ADONAN PENGEMASAN PENERIMAAN BAHAN PENGEMAS (PLASTIK, MC) PENYIMPANAN BAHAN PENGEMAS Kue Ikan Odeng, Soki, Soki Stik PENDINGINAN PEMBEKUAN PENYIMPANAN PENCETAKAN DAN PENGGORENGAN METAL DETECTING PERSIAPAN SAYUR PENGEPAKAN PEMUATAN LAMPIRAN NO 38
- 119. PT. INDO LAUTAN MAKMUR PANDUAN MUTU No. Bagian : 3 Edisi/Revisi : 1/0 DIAGRAM ALUR PROSES Berlaku Sejak : 1-10-2017 Halaman : 11 Disetujui oleh : QA CCP 1 Ket : Selama Proses Produksi berlangsung tidak menggunakan sodium hypochlorite Disahkan Oleh : Manager Dibuat Oleh : Tim HACCP Tanggal : Tanda tangan : Tanggal : Tanda tangan : CAKRA PERSIAPAN BAHAN BAKU PERSIAPAN BUMBU MIXING ADONAN PENGEMASAN PENERIMAAN BAHAN PENGEMAS (PLASTIK, MC) PENYIMPANAN BAHAN PENGEMAS Naget Ikan, Naget Ikan Bentu Stik PENDINGINAN PEMBEKUAN PENYIMPANAN PENCETAKAN DAN PENGGORENGAN METAL DETECTING PERSIAPAN SAYUR PENGEPAKAN PEMUATAN LAMPIRAN NO 38
- 120. PT. INDO LAUTAN MAKMUR PANDUAN MUTU No. Bagian : 3 Edisi/Revisi : 1/0 DIAGRAM ALUR PROSES Berlaku Sejak : 1-10-2017 Halaman : 11 Disetujui oleh : QA CCP 1 Ket : Selama Proses Produksi berlangsung tidak menggunakan sodium hypochlorite Disahkan Oleh : Manager Dibuat Oleh : Tim HACCP Tanggal : Tanda tangan : Tanggal : Tanda tangan : CAKRA PERSIAPAN BAHAN BAKU PERSIAPAN BUMBU MIXING ADONAN PENGEMASAN PENERIMAAN BAHAN PENGEMAS (PLASTIK, MC) PENYIMPANAN BAHAN PENGEMAS Otak-otak PENDINGINAN PEMBEKUAN PENYIMPANAN PENCETAKAN DAN PEREBUSAN METAL DETECTING PERSIAPAN SAYUR PENGEPAKAN PEMUATAN LAMPIRAN NO 38
- 121. PT. INDO LAUTAN MAKMUR PANDUAN MUTU No. Bagian : 3 Edisi/Revisi : 1/0 DIAGRAM ALUR PROSES Berlaku Sejak : 1-10-2017 Halaman : 10 Disetujui oleh : QA CCP 1 Ket : Selama Proses Produksi berlangsung tidak menggunakan sodium hypochlorite Disahkan Oleh : Manager Dibuat Oleh : Tim HACCP Tanggal : Tanda tangan : Tanggal : Tanda tangan : CAKRA Kue Ikan ( Sayur Gulung, Ayam Gulung, Cumi Gulung, Ikan Gulung, Udang Gulung) PERSIAPAN BAHAN BAKU PERSIAPAN BUMBU MIXING ADONAN PENCETAKAN PERSIAPAN SAYUR PENGEMASAN PENERIMAAN BAHAN PENGEMAS (PLASTIK, MC) PENYIMPANAN BAHAN PENGEMAS PENDINGINAN PEMBEKUAN PENYIMPANAN METAL DETECTING PENGEPAKAN PEMUATAN PENGUKUSAN LAMPIRAN NO 38
- 122. PT. INDO LAUTAN MAKMUR PANDUAN MUTU No. Bagian : 4.1 Edisi/Revisi : 1/0 ANALISA BAHAYA DAN IDENTIFIKASI CCP Berlaku Sejak : 1-10-2017 Halaman : 11 Disetujui oleh : QA 4.1 Analisa Bahaya dan Identifikasi CCP No Tahapan Potensi Bahaya Penyebab Bahaya Dapat Dikontrol Oleh Analisa Resiko Tindakan Pencegahan P1 P2 P3 P4 CCP Jenis F/B/ K GMP SSOP Keparahan Peluang Signifikan 1. Persiapan bahan baku Pertumbuhan bakteri E.Colli, Salmonella B - Kenaikan suhu saat pengangkutan - M L No - Penanganan yang cepat dan tepat dengan Penerapan Rantai dingin Y N Y Y Not CCP kontaminasi bakteri E.Coli, Salmonella B - kontaminasi peralatan dan karyawan - L L No Penanganan dilakukan dengan cepat dan saniter Y N Y Y Not CCP 2 Persiapan bahan baku dan bumbu Pertumbuhan bakteri E.Colli, Salmonella B - Kontaminasi Peralatan - M L No Penimbangan dilakukan dengan cepat dan tepat Y N Y Y Not CCP 3 Persiapan Sayur kontaminasi bakteri E.Coli, Salmonella B - kontaminasi peralatan dan karyawan - L L No Penanganan dilakukan dengan cepat dan saniter Y N Y Y Not CCP Disahkan Oleh : Manager Dibuat Oleh : Tim HACCP Tanggal : Tanda tangan : Tanggal : Tanda tangan : CAKRA LAMPIRAN NO 38
- 123. PT. INDO LAUTAN MAKMUR PANDUAN MUTU No. Bagian : 4.1 Edisi/Revisi : 1/0 ANALISA BAHAYA DAN IDENTIFIKASI CCP Berlaku Sejak : 1-10-2017 Halaman : 12 Disetujui oleh : QA No Tahapan Potensi Bahaya Penyebab Bahaya Dapat Dikontrol Oleh Analisa Resiko Tindakan Pencegahan P1 P2 P3 P4 CCP Jenis F/B/ K GMP SSOP Keparahan Peluang Signifikan 4 Mixing Adonan kontaminasi bakteri E.Coli, Salmonella B kontaminasi peralatan dan karyawan - L L No Penanganan dilakukan dengan cepat dan saniter Y N Y Y Not CCP 5 Pencetakan dan Perebusan,Peng ukusan, Penggorengan, Pembakaran kontaminasi bakteri E.Coli, Salmonella B Kontaminasi peralatan dan Karyawan - L L No Pencetakan dan Perebusan dilakukan dengan tepat dan saniter Y N N - Not CCP 6 Pendinginan Kontaminasi Bakteri E.Coli, Salmonella B Kontaminasi air - L L No Proses pendinginan dilakukan dengan menggunakan air bersih Y N N - Not CCP 7 Pemotongan kontaminasi bakteri E.Coli, Salmonella B kontaminasi peralatan dan karyawan - L L No Penanganan dilakukan dengan cepat dan saniter Y N Y Y Not CCP Disahkan Oleh : Manager Dibuat Oleh : Tim HACCP Tanggal : Tanda tangan : Tanggal : Tanda tangan : CAKRA LAMPIRAN NO 38
- 124. PT. INDO LAUTAN MAKMUR PANDUAN MUTU No. Bagian : 4.1 Edisi/Revisi : 1/0 ANALISA BAHAYA DAN IDENTIFIKASI CCP Berlaku Sejak : 1-10-2017 Halaman : 13 Disetujui oleh : QA Disahkan Oleh : Manager Dibuat Oleh : Tim HACCP Tanggal : Tanda tangan : Tanggal : Tanda tangan : CAKRA No Tahapan Potensi Bahaya Penyebab Bahaya Dapat Dikontrol Oleh Analisa Resiko Tindakan Pencegahan P1 P2 P3 P4 CC P Jenis F/B/K GMP SSOP Keparahan Peluang Signifikan 8 Pembekuan Pertumbuhan Bakteri E.Colli, Salmonella B Pembekuan Lambat - M L No Penanganan yang tepat dengan sesuai standar suhu pembekuan Y N Y Y Not CC P 9 Pengemasan Kontaminasi bakteri E.Coli, Salmonella B Kontaminasi Bahan Pengemas dan Peralatan - L L No Penanganan dilakukan dengan cepat dan saniter Y N N - Not CC P 10. Pengecekan Serpihan logam Benda Asing (serpihan logam) F Penanganan kurang baik saat produksi - - H M Yes Jika terdapat serpihan logam dilakukan penelusuran , pemisahan dan penanganan produk Y Y - - CC P LAMPIRAN NO 38
- 125. PT. INDO LAUTAN MAKMUR PANDUAN MUTU No. Bagian : 4.1 Edisi/Revisi : 1/0 ANALISA BAHAYA DAN IDENTIFIKASI CCP Berlaku Sejak : 1-10-2017 Halaman : 13 Disetujui oleh : QA Disahkan Oleh : Manager Dibuat Oleh : Tim HACCP Tanggal : Tanda tangan : Tanggal : Tanda tangan : CAKRA No Tahapan Potensi Bahaya Penyebab Bahaya Dapat Dikontrol Oleh Analisa Resiko Tindakan Pencegahan P1 P2 P3 P4 CC P Jenis F/B/K GMP SSOP Keparahan Peluang Signifikan 11. Penyimpanan Pertumbuhan Bakteri B Fluktuasi Suhu - M L No Pengecekan Suhu Penyimpanan Y N Y Y Not CC P 12 Pengepakan Kontaminasi bakteri E.Coli, Salmonella B Kontaminasi Bahan Pengemas dan Peralatan - L L No Penanganan dilakukan dengan cepat dan saniter Y N N - Not CC P 13. Pemuatan Pertumbuhan Bakteri B Kenaikan suhu saat pemuatan - M L No Pengecekan Suhu dan pemuatan dilakukan dengan cepat Y N Y Y Not CC P LAMPIRAN NO 38
- 126. PT. INDO LAUTAN MAKMUR PANDUAN MUTU No. Bagian : 4.2 Edisi/Revisi : 1/0 BATAS KRITIS Berlaku Sejak : 1-10-2017 Halaman : 14 Disetujui oleh : QA 4.2 Monitoring CCP CCP Penyebab bahaya Batas Kritis untuk Masing-masing Tindakan Pencegahan Prosedur Pemantauan Tindakan Koreksi Verifikasi Rekaman Apa Bagaimana Dimana Kapan Siapa 1. PENGECEKAN SERPIHAN LOGAM Fisik : serpihan logam Fe : 2,5 Sus : 3 Sensitifitas mesin metal detector Dengan melewatkan testpiece pada mesin metal Ruang packing Sebelum dan saat digunakan (setiap 1 jam sekali) QC Pengecekan ulang sensitifitas metal detector dengan indikator sensitivitas Record oleh QC Form GMP Tidak ada toleransi Produk Dengan melewatkan produk pada metal detector Ruang packing Saat packing Operator produksi Produk dipisahkan untuk dicari metalnya, jika sudah ditemukan produk akan di reproses Record oleh QC Form GMP Disahkan Oleh : Manager Dibuat Oleh : Tim HACCP Tanggal : Tanda tangan : Tanggal : Tanda tangan : CAKRA LAMPIRAN NO 38
- 127. PT. INDO LAUTAN MAKMUR PANDUAN MUTU No. Bagian : 4.3 Edisi/Revisi :1/0 GOOD MANUFACTURING PRACTICES (GMP) Berlaku Sejak : 1-10-2017 Halaman : 15 Disetujui oleh : QA 4.3 Good Manufacturing Practices Disahkan Oleh : Manager Dibuat Oleh : Tim HACCP Tanggal : Tanda tangan : Tanggal : Tanda tangan : CAKRA No. Tahap Proses Prosedur Monitoring Corrective Action Dokumentasi Rekaman 1. Persiapan Bahan Baku Surimi yang sudah dikeluarkan dari mesin cold storage di potong kecil-kecil. Pengecekan bahan baku surimi secara visual dan dengan menggunakan thermometer Apabila ada bahan baku surimi yang tidak sesuai standar suhu nya, akan di masukan kembali ke ruang pendingin. Form GMP 2. Persiapan Bumbu Bumbu ditimbang sesuai dengan takaran komposisi yang sudah ditetapkan oleh PT. Indo Lautan Makmur Kesesuaian berat bumbu tergantung dari keakuratan timbangan, jadi timbangan harus dicek setiap diawal akan melakukan penimbangan Apabila bumbu yang sudah ditimbang tidak sesuai takaran akan ditarik dan di timbang ulang Form GMP 3 Persiapan Sayur Sayur diterima kemudian dilakukan pencucian dengan air mengalir Pengecekan Sayur secara visual Apabila ditemukan sayur yang tidak layak pakai langsung di ambil untuk dikembalikan ke suplier agar ditukar dengan yang baik Form GMP LAMPIRAN NO 38
- 128. PT. INDO LAUTAN MAKMUR PANDUAN MUTU No. Bagian : 4.3 Edisi/Revisi :1/0 GOOD MANUFACTURING PRACTICES (GMP) Berlaku Sejak : 1-10-2017 Halaman : 16 Disetujui oleh : QA Disahkan Oleh : Manager Dibuat Oleh : Tim HACCP Tanggal : Tanda tangan : Tanggal : Tanda tangan : CAKRA No. Tahap Proses Prosedur Monitoring Corrective Action Dokumentasi Rekaman 4. Mixing Adonan Surimi dan bumbu yang sudah disediakan sesuai takaran dimasukkan kedalam mesin adonan -Pengecekan surimi dan bumbu sebelum pencampuran adonan -Pencampuran bahan baku dan surimi harus sesuai prosedur Apabila adonan bumbu tidak sesuai standar atau dirasa ada kekurangan dalam adonan akan diganti dengan adonan yang baru. Dan dilakukan pengecekan kembali bumbunya. Form GMP 5. Pencetakan dan perebusan, pengukusan, penggorengan, pembakaran Adonan yang sudah tercampur, dimasukkan kemesin pencetak yang dibawahnya ada mesin perebusan atau penggorengan atau ke pengukusan Untuk produk yang direbus , Perebusan dilakukan selama ± 20 menit dengan suhu 950 C – 100 0 C Pengukusan dilakukan selama 15-20 menit dengan suhu 700 C-800 C Untuk produk yang digoreng, Penggorengan dilakukan ± 2-4 menit dengan suhu 1400 C – 160 0 C Pembakaran dengan cara melewatkan produk pada silinder stainless yang sudah dipanaskan -Pengecekan meliputi kebersihan mesin pencetak dan hasil dari cetakan - pengecekan suhu air perebusan ,pengecekan suhu minyak goreng, pengecekan suhu temperatur pengukusan dan pengecekan panas silinder stainless dengan cara percobaan melewatkan produk Apabila kondisi mesin kurang bersih, maka segera lakukan pembersihan Apabila suhu air pada perebusan maka dilakukan kenaikan suhu Form GMP LAMPIRAN NO 38
- 129. PT. INDO LAUTAN MAKMUR PANDUAN MUTU No. Bagian : 4.3 Edisi/Revisi : 1/0 GOOD MANUFACTURING PRACTICES (GMP) Berlaku Sejak : 1-10-2017 Halaman : 17 Disetujui oleh : QA Disahkan Oleh : Manager Dibuat Oleh : Tim HACCP Tanggal : Tanda tangan : Tanggal : Tanda tangan : CAKRA No. Tahap Proses Prosedur Monitoring Corrective Action Dokumentasi Rekaman 6 Pendinginan Adonan yang sudah direbus kemudian dimasukkan ke air dingin, pendinginan ini hanya berfungsi sebagai pendinginan awal sebelum dimasukan ke mesin pembekuan -Pengecekan suhu selama pendinginan Apabila suhu pada saat pendinganan kurang dingin maka ditambah dengan es batu lagi Form GMP 6. Pembekuan Produk yang sudah didinginkan kemudian dibekukan dimesin IQF 20 menit dengan suhu -80ºC -Memonitoring suhu selama proses pembekuan berlangsung Apabila produk kurang beku maka dilakukan pembekuan ulang Form GMP Hal. 35 LAMPIRAN NO 38
- 130. PT. INDO LAUTAN MAKMUR PANDUAN MUTU No. Bagian : 4.3 Edisi/Revisi : 1/0 GOOD MANUFACTURING PRACTICES (GMP) Berlaku Sejak : 1-10-2017 Halaman : 18 Disetujui oleh : QA Disahkan Oleh : Manager Dibuat Oleh : Tim HACCP Tanggal : Tanda tangan : Tanggal : Tanda tangan : CAKRA No. Tahap Proses Prosedur Monitoring Corrective Action Dokumentasi Rekaman 7. Pengemasan Produk yang sudah beku dilakukan pengemasan dengan menggunakan plastik polyethilen dengan berat 250 gram atau sesuai pesanan pembeli.selanjutnya dimasukan kedalam master carton dengan berat 5 kg atau sesuai pesanan -Pengecekan terhadap hasil pengemasan meliputi kelayakan pengemas dan kelayakan produk yang akan dikemas dan setelah dikemas Apabila terdapat kerusakan bahan pengemas akan di re packing, untuk produk yang rusak akan di sortir dan disendirikan selajutnya didaur ulang Form GMP Hal. 36 8. Pengecekan serpihan logam Pengecekan sensitifitas mesin metal detector sebelum dan setiap 1 jam selama proses. Dengan cara melewatkan tester (Fe 1,8 mm SUS 3,5 mm) Melewatkan setiap produk jadi pada mesin metal detector. Produk yang tidak terdeteksi logam langsung dapat diproses lebih lanjut (packaging) Sedangkan produk yang terdeteksi logam dilakukan identifikasi untuk kemudian dipisahkan dan dilakukan pencarian metal fragment dan reproses. -Monitoring sensitifitas mesin metal detector di area metal detecting dilakukan setiap 1 jam sekali selama proses oleh Supervisor dan Quality Control dengan cara melewatkan tester (metal fragment tester) Apabila mesin tidak control maka diberi penanda khusus produk yang belum melelui tahap metal detecting dan disimpan secara terpisah dari produk lain. Melakukan perbaikan hingga mesin dapat bekerja sebagaimana mestinya. Apabila produk terdeteksi segera dipisahkan dan dilakukan pencarian metal fragment dan reproses Form GMP Hal. 37 LAMPIRAN NO 38
- 131. PT. INDO LAUTAN MAKMUR PANDUAN MUTU No. Bagian : 4.3 Edisi/Revisi : 1/0 GOOD MANUFACTURING PRACTICES (GMP) Berlaku Sejak : 1-10-2017 Halaman : 19 Disetujui oleh : QA No. Tahap Proses Prosedur Monitoring Corrective Action Dokumentasi Rekaman 9. Penyimpanan Produk dikemas akan disimpan kedalam cold storage dengan suhu -20 o C -Memonitoring suhu selama proses penyimpanan berlangsung Apabila suhu diketahui kurang dari standar segera melapor ke bagian mekanik pendingin Form GMP Hal. 37 Disahkan Oleh : Manager Dibuat Oleh : Tim HACCP Tanggal : Tanda tangan : Tanggal : Tanda tangan : CAKRA LAMPIRAN NO 38
- 132. PT. INDO LAUTAN MAKMUR PANDUAN MUTU No. Bagian : 4.4 Edisi/Revisi : 1/0 SSOP Berlaku Sejak : 1-10-2017 Halaman : 20 Disetujui oleh : QA 4.4 Standard Sanitation Operating Procedure (SSOP) 1. Keamanan Air No. Kunci SSOP SSOP 1. Persyaratan legal Permen KP No.10 Tahun 2021 2. Persyaratan Wajib -Air / es yang digunakan untuk pencucian dan pendinginan ikan harus memenuhi persyaratan air minum, bersih. -Untuk menjaga kualitas air minum yang dikonsumsi masyarakat dilakukan pengawasan kualitas air minum secara eksternal dan internal. 3. Prosedur - Air yang digunakan yaitu air artesis yang disedot menggunakan pompa dan ditampung pada tandon dan diolah dengan system RO, kemudian dialirkan menuju ruang proses menggunakan pipa pipa. - Kebersihan tandon air dijaga dengan cara melakukan pengurasan setiap 1 bulan sekali 4. Monitoring Siapa Dimana Kapan Apa Bagaimana - Teknisi - QC - Di luar dan dalam ruang proses -Setiap proses - Kualitas air - Peralatan - Uji lab. 3 bulan sekali di LAB. eksternal - Cek visual air dan perawatan peralatan. 5. Tindakan koreksi - Jika kualitas air tidak memenuhi standar maka akan dilakukan perbaikan pada system filtrasi pengolahan air produksinya - Jika peralatan rusak maka dilakukan perbaikan/penggantian mesin. 6. Dokumen - Hasil uji air dan es di Lab Eksternal - Form monitoring air 7. Penanggung jawab Quality Control, Mekanik Disahkan Oleh : Manager Dibuat Oleh : Tim HACCP Tanggal : Tanda tangan : Tanggal : Tanda tangan : CAKRA LAMPIRAN NO 38
- 133. PT. INDO LAUTAN MAKMUR PANDUAN MUTU No. Bagian : 4.4 Edisi/Revisi : 1/0 SSOP Berlaku Sejak : 1-10-2017 Halaman : 21 Disetujui oleh : QA 2. Keamanan Es No. Kunci SSOP SSOP 1. Persyaratan legal Permen KP No.10 Tahun 2021 2. Persyaratan Wajib - Menggunakan es yang telah memenuhi standar keamanan pangan - Peralatan dan tempat yang akan digunakan harus bersih. -Air / es yang digunakan untuk pencucian dan pendinginan ikan harus memenuhi persyaratan air minum, bersih. 3. Prosedur - Es dibuat sendiri menggunakan air bersih yang telah dilakukan pengujian 3 bulan sekali di Lab Eksternal - Sebelum Masuk ke ruang es wajib menggunakan sepatu yang telah disediakan dan dicelupkan ke bak yang berisi klorin 200 ppm - Peralatan Pengambilan Es Terbuat dari Bahan yang tidak mudah berkarat, kuat, tidak berlubang 4. Monitoring Siapa Dimana Kapan Apa Bagaimana QC -Tempat pembuatan es dan penggilingan es. -Di ruang proses - Setiap proses -Kualitas es -Cara pembua- tan dan penggu- naan es -Sarana dan peralatan - Uji lab. 3 bulan sekali di LAB. eksternal -Cek visual es dan peralatan 5. Tindakan koreksi - Jika es kualitasnya tidak memenuhi standar maka pengiriman es ditolak dan mencari pabrik es lain yang sesuai standar. - Dilakukan perbaikan peralatan yang rusak/penggantian peralatan. 6. Dokumen - Hasil uji air dan es di lab. Eksternal . 7. Penanggung jawab Quality Control Disahkan Oleh : Manager Dibuat Oleh : Tim HACCP Tanggal : Tanda tangan : Tanggal : Tanda tangan : CAKRA LAMPIRAN NO 38
- 134. PT. INDO LAUTAN MAKMUR PANDUAN MUTU No. Bagian : 4.4 Edisi/Revisi : 1/0 SSOP Berlaku Sejak : 1-10-2017 Halaman : 22 Disetujui oleh : QA 3. Permukaan yang Kontak dengan Produk (Peralatan, Mesin Produksi) No. Kunci SSOP SSOP 1. Persyaratan legal Permen KP No.10 Tahun 2021 2. Persyaratan Wajib - Peralatan dan perlengkapan yang berhubungan dengan produk harus terbuat dari bahan tahan karat, tidak menyerap air dan mudah dibersihkan. - Plastik untuk mengemas produk harus bersih dan steril. - Wadah yang digunakan harus mampu melindungi dan terdapat lubang pembuangan air lelehan. - Wadah limbah harus tidak bocor dan mudah dibersihkan. - Bangunan, sarana dan peralatan harus dirawat secara saniter. 3. Prosedur * Pembersihan Peralatan - Peralatan ( pisau, Pallet, pan , Baskom, keranjang, Timbangan, Meja) terbuat dari Bahan yang tidak mudah berkarat dan mudah dibersihkan . - Peralatan dan perlengkapan yang rusak disimpan di tempat khusus pada ruang terpisah (gudang kering) untuk menghindari penyalahgunaan barang yang rusak. - Wadah untuk produk menggunakan keranjang, sehingga air yang menempel diproduk dapat langsung terbuang. - Wadah untuk limbah tidak berlubang dan mudah dibersihkan. - Sebelum peralatan digunakan harus dalam kondisi bersih - Sesudah peralatan digunakan harus dibersihkan * Perawatan Mesin - Semua Mesin ( giling Daging, Adonan, Cetakan, Perebusan, Penggorengan, seal dll) dilakukan Pengecekan baik kebersihan dan layak fungsinya sebelum proses, saat proses (Berkala Secara Visual) dan setelah proses. - Apabila terjadi kendala tentang fungsi mesin segera melaporkan ke bagian mekanik - Untuk Perbaikan, Perawatan dan Pengecekan Mesin secara lebih detail akan dilakukan oleh pihak mekanik secara berkala atau pada saat mesin mengalami kerusakan. 4. Monitoring Siapa Dimana Kapan Apa Bagaimana QC - Di ruang proses - Setiap hari sebelum dan sesudah proses produksi -Kondisi mesin, perlengkapan dan peralatan yang digunakan - Cek visual Peralatan, mesin sebelum, selama dan selesai proses 5. Tindakan koreksi - Jika terdapat alat yang rusak dilakukan perbaikan/penggantian. - Jika terdapat alat dan bahan yang kotor langsung menyuruh operator untuk membersihkan. 6. Dokumen Form Pengecekan Peralatan dan mesin 7. Penanggung jawab Quality Control Disahkan Oleh : Manager Dibuat Oleh : Tim HACCP Tanggal : Tanda tangan : Tanggal : Tanda tangan : CAKRA LAMPIRAN NO 38
- 135. PT. INDO LAUTAN MAKMUR PANDUAN MUTU No. Bagian : 4.4 Edisi/Revisi : 1/0 SSOP Berlaku Sejak : 1-10-2017 Halaman : 23 Disetujui oleh : QA 4. Kontaminasi No. Kunci SSOP SSOP 1. Persyaratan legal Permen KP No.10 Tahun 2021 2. Persyaratan Wajib - Bangunan dan peralatan harus terpisah antara yang bersih dan yang kotor. - Kontruksi bangunan dirancang sesuai persyaratan sanitasi. - Karyawan dilarang mengenakan dan membawa pulang pakaian proses keluar pabrik. 3. Prosedur - Antara ruang penerimaan, penampungan bahan baku,adonan, produksi, dan packing terpisah. - Lantai dan dinding terbuat dari keramik yang mudah dibersihkan dan lantai dibuat miring agar air tidak menggenang. - Lampu untuk ruang proses tertutup. 4. Monitoring Siapa Dimana Kapan Apa Bagaimana QC - Di ruang Proses dan lingkungan pabrik -Setiap proses -Kondisi bangunan, perlengkapan dan peralatan yang digunakan. -Pakaian proses yang dikenakan -Cek visual 5. Tindakan koreksi - Jika terdapat kerusakan pada kontruksi bangunan dilakukan perbaikan/penggantian. - Jika terdapat pakaian yang kotor digunakan karyawan maka dikenakan sangsi terhadap yang bersangkutan. 6. Dokumen Form kontaminasi 7. Penanggung jawab Quality Control Disahkan Oleh : Manager Dibuat Oleh : Tim HACCP Tanggal : Tanda tangan : Tanggal : Tanda tangan : CAKRA LAMPIRAN NO 38
- 136. PT. INDO LAUTAN MAKMUR PANDUAN MUTU No. Bagian : 4.4 Edisi/Revisi : 1/0 SSOP Berlaku Sejak : 1-10-2017 Halaman : 24 Disetujui oleh : QA 5. Kontaminasi Silang No. Kunci SSOP SSOP 1. Persyaratan legal Permen KP No.10 Tahun 2021 2. Persyaratan Wajib - Perlengkapan dan peralatan harus ditata sehingga terlihat jelas antara tahap proses dan menjamin tidak terjadi kontaminasi silang. - Antara ruang basah dan kering harus terpisah. - Karyawan harus mencuci tangan dan kaki setiap masuk ruang proses. - Karyawan dilarang makan, minum dan meludah diruang produksi . 3. Prosedur - Terdapat fasilitas untuk cuci kaki dan cuci tangan sebelum masuk ruang proses - Untuk pencegahan terdapat peringatan yang ditempel tentang petunjuk cuci tangan, larangan makan, minum dan meludah diruang produksi. - pelabelan nama pada setiap penyimpanan bahan Tambahan pangan digudang bahan baku atau bahan tambahan pangan. - untuk penempatan bahan tambahan pangan yang bersifat alergen dan non alergen harus terpisah atau diberi jarak. - pemberian tanda pada bahan alergen bahan baku alergen (merah) dan non alergen (biru) 4. Monitoring Siapa Dimana Kapan Apa Bagaimana QC -Di ruang proses dan lingkungan pabrik -Setiap proses -Letak peralatan dan BTP untuk produk dan by produk -Bak cuci kaki dan tangan -Cek penempatan alat dan bahan secara visual 5. Tindakan koreksi Pemberian sanksi berupa peringatan terhadap yang melanggar tata tertib. 6. Dokumen Form kontaminasi 7. Penanggung jawab Quality Control. Disahkan Oleh : Manager Dibuat Oleh : Tim HACCP Tanggal : Tanda tangan : Tanggal : Tanda tangan : CAKRA LAMPIRAN NO 38
- 137. PT. INDO LAUTAN MAKMUR PANDUAN MUTU No. Bagian : 4.3 Edisi/Revisi :1/0 GOOD MANUFACTURING PRACTICES (GMP) Berlaku Sejak : 1-10-2017 Halaman : 15 Disetujui oleh : QA 4.3 Good Manufacturing Practices Disahkan Oleh : Manager Dibuat Oleh : Tim HACCP Tanggal : Tanda tangan : Tanggal : Tanda tangan : CAKRA No. Tahap Proses Prosedur Monitoring Corrective Action Dokumentasi Rekaman 1. Persiapan Bahan Baku Surimi yang sudah dikeluarkan dari mesin cold storage di potong kecil-kecil. Pengecekan bahan baku surimi secara visual dan dengan menggunakan thermometer Apabila ada bahan baku surimi yang tidak sesuai standar suhu nya, akan di masukan kembali ke ruang pendingin. Form GMP 2. Persiapan Bumbu Bumbu ditimbang sesuai dengan takaran komposisi yang sudah ditetapkan oleh PT. Indo Lautan Makmur Kesesuaian berat bumbu tergantung dari keakuratan timbangan, jadi timbangan harus dicek setiap diawal akan melakukan penimbangan Apabila bumbu yang sudah ditimbang tidak sesuai takaran akan ditarik dan di timbang ulang Form GMP 3 Persiapan Sayur Sayur diterima kemudian dilakukan pencucian dengan air mengalir Pengecekan Sayur secara visual Apabila ditemukan sayur yang tidak layak pakai langsung di ambil untuk dikembalikan ke suplier agar ditukar dengan yang baik Form GMP LAMPIRAN NO 39
- 138. PT. INDO LAUTAN MAKMUR PANDUAN MUTU No. Bagian : 4.3 Edisi/Revisi :1/0 GOOD MANUFACTURING PRACTICES (GMP) Berlaku Sejak : 1-10-2017 Halaman : 16 Disetujui oleh : QA Disahkan Oleh : Manager Dibuat Oleh : Tim HACCP Tanggal : Tanda tangan : Tanggal : Tanda tangan : CAKRA No. Tahap Proses Prosedur Monitoring Corrective Action Dokumentasi Rekaman 4. Mixing Adonan Surimi dan bumbu yang sudah disediakan sesuai takaran dimasukkan kedalam mesin adonan -Pengecekan surimi dan bumbu sebelum pencampuran adonan -Pencampuran bahan baku dan surimi harus sesuai prosedur Apabila adonan bumbu tidak sesuai standar atau dirasa ada kekurangan dalam adonan akan diganti dengan adonan yang baru. Dan dilakukan pengecekan kembali bumbunya. Form GMP 5. Pencetakan dan perebusan, pengukusan, penggorengan, pembakaran Adonan yang sudah tercampur, dimasukkan kemesin pencetak yang dibawahnya ada mesin perebusan atau penggorengan atau ke pengukusan Untuk produk yang direbus , Perebusan dilakukan selama ± 20 menit dengan suhu 950 C – 100 0 C Pengukusan dilakukan selama 15-20 menit dengan suhu 700 C-800 C Untuk produk yang digoreng, Penggorengan dilakukan ± 2-4 menit dengan suhu 1400 C – 160 0 C Pembakaran dengan cara melewatkan produk pada silinder stainless yang sudah dipanaskan -Pengecekan meliputi kebersihan mesin pencetak dan hasil dari cetakan - pengecekan suhu air perebusan ,pengecekan suhu minyak goreng, pengecekan suhu temperatur pengukusan dan pengecekan panas silinder stainless dengan cara percobaan melewatkan produk Apabila kondisi mesin kurang bersih, maka segera lakukan pembersihan Apabila suhu air pada perebusan maka dilakukan kenaikan suhu Form GMP LAMPIRAN NO 39
- 139. PT. INDO LAUTAN MAKMUR PANDUAN MUTU No. Bagian : 4.3 Edisi/Revisi : 1/0 GOOD MANUFACTURING PRACTICES (GMP) Berlaku Sejak : 1-10-2017 Halaman : 17 Disetujui oleh : QA Disahkan Oleh : Manager Dibuat Oleh : Tim HACCP Tanggal : Tanda tangan : Tanggal : Tanda tangan : CAKRA No. Tahap Proses Prosedur Monitoring Corrective Action Dokumentasi Rekaman 6 Pendinginan Adonan yang sudah direbus kemudian dimasukkan ke air dingin, pendinginan ini hanya berfungsi sebagai pendinginan awal sebelum dimasukan ke mesin pembekuan -Pengecekan suhu selama pendinginan Apabila suhu pada saat pendinganan kurang dingin maka ditambah dengan es batu lagi Form GMP 6. Pembekuan Produk yang sudah didinginkan kemudian dibekukan dimesin IQF 20 menit dengan suhu -80ºC -Memonitoring suhu selama proses pembekuan berlangsung Apabila produk kurang beku maka dilakukan pembekuan ulang Form GMP Hal. 35 LAMPIRAN NO 39
- 140. PT. INDO LAUTAN MAKMUR PANDUAN MUTU No. Bagian : 4.3 Edisi/Revisi : 1/0 GOOD MANUFACTURING PRACTICES (GMP) Berlaku Sejak : 1-10-2017 Halaman : 18 Disetujui oleh : QA Disahkan Oleh : Manager Dibuat Oleh : Tim HACCP Tanggal : Tanda tangan : Tanggal : Tanda tangan : CAKRA No. Tahap Proses Prosedur Monitoring Corrective Action Dokumentasi Rekaman 7. Pengemasan Produk yang sudah beku dilakukan pengemasan dengan menggunakan plastik polyethilen dengan berat 250 gram atau sesuai pesanan pembeli.selanjutnya dimasukan kedalam master carton dengan berat 5 kg atau sesuai pesanan -Pengecekan terhadap hasil pengemasan meliputi kelayakan pengemas dan kelayakan produk yang akan dikemas dan setelah dikemas Apabila terdapat kerusakan bahan pengemas akan di re packing, untuk produk yang rusak akan di sortir dan disendirikan selajutnya didaur ulang Form GMP Hal. 36 8. Pengecekan serpihan logam Pengecekan sensitifitas mesin metal detector sebelum dan setiap 1 jam selama proses. Dengan cara melewatkan tester (Fe 1,8 mm SUS 3,5 mm) Melewatkan setiap produk jadi pada mesin metal detector. Produk yang tidak terdeteksi logam langsung dapat diproses lebih lanjut (packaging) Sedangkan produk yang terdeteksi logam dilakukan identifikasi untuk kemudian dipisahkan dan dilakukan pencarian metal fragment dan reproses. -Monitoring sensitifitas mesin metal detector di area metal detecting dilakukan setiap 1 jam sekali selama proses oleh Supervisor dan Quality Control dengan cara melewatkan tester (metal fragment tester) Apabila mesin tidak control maka diberi penanda khusus produk yang belum melelui tahap metal detecting dan disimpan secara terpisah dari produk lain. Melakukan perbaikan hingga mesin dapat bekerja sebagaimana mestinya. Apabila produk terdeteksi segera dipisahkan dan dilakukan pencarian metal fragment dan reproses Form GMP Hal. 37 LAMPIRAN NO 39
- 141. PT. INDO LAUTAN MAKMUR PANDUAN MUTU No. Bagian : 4.3 Edisi/Revisi : 1/0 GOOD MANUFACTURING PRACTICES (GMP) Berlaku Sejak : 1-10-2017 Halaman : 19 Disetujui oleh : QA No. Tahap Proses Prosedur Monitoring Corrective Action Dokumentasi Rekaman 9. Penyimpanan Produk dikemas akan disimpan kedalam cold storage dengan suhu -20 o C -Memonitoring suhu selama proses penyimpanan berlangsung Apabila suhu diketahui kurang dari standar segera melapor ke bagian mekanik pendingin Form GMP Hal. 37 Disahkan Oleh : Manager Dibuat Oleh : Tim HACCP Tanggal : Tanda tangan : Tanggal : Tanda tangan : CAKRA LAMPIRAN NO 39
- 142. LAMPIRAN NO 43
- 143. LAMPIRAN NO 43
- 144. LAMPIRAN NO 44
- 145. LAMPIRAN NO 50
- 146. LAMPIRAN NO 50
- 147. LAMPIRAN NO 50
- 148. LAMPIRAN NO 54
- 149. LAMPIRAN NO 64
- 150. LAMPIRAN NO 64