Content
1. Introduction
2. Applications
3.Theory of emulsification
4. Emulsion types
5. Formulation components
6. Emulsion formation
7. Equipments used
8. Production aspects
9. Stability
4.
Introduction
• Emulsions aremixtures of two immiscible liquids where one is
dispersed in the other as droplets. Commonly used in
pharmaceuticals, cosmetics, and food industries, emulsions
improve stability and delivery of active ingredients.
• Usually only one phase persists in droplet form for a very
prolonged period of time. This phase is called internal phase or
disperse phase or discontinuous phase.
• The internal phase is surrounded by external continuous phase.
• The internal phase can occupy no more than 74 % of the total
volume of an emulsion. It can exceed 74 % if the spherical
particles are not mono disperse.
• An emulsifier is added to increase the lifetime of the droplets in
two immiscible liquids.
Introduction to Emulsions
Anemulsion consists of two immiscible liquids with one
dispersed in the other as droplets. Typically, these liquids
are oil and water phases. Emulsions require stabilizing
agents called emulsifiers to prevent separation and
maintain uniform distribution over time.
7.
Theory of Emulsification
•When oil and water are mixed and agitated, droplets of varying sizes are produced an tension
exists at the interface because both the immiscible phases tend to have different attractive forces
for a molecule at interface. The greater the immiscibility, the greater is the interfacial tension.
• The interfacial tension at a liquid interface is defined as the work required to create 1 cm2 of the
new interface.
• A fine dispersion of oil and water necessitates a large area of interfacial contact which requires
work equal to the product of interfacial tension and area change. A high interfacial free energy
favors a reduction of interfacial area, by causing droplets to assume a spherical shape (min surface
area) and by causing them to coalesce with a decrease in number of droplets.
8.
Droplet stabilization
Dispersions canbe formed and stabilized by lowering the interfacial tension and/or
by preventing the coalescing of droplets.
According to classic emulsion theory, emulsifying agents are capable of performing
both objectives.
The materials commonly used as emulsifying agents can be divided into 3
categories:-
Surface active agents
Hydrophilic colloids
Finely divided solids
They reduce interfacial tension, and act as barriers to droplet coalescence since
they are adsorbed at the interface, or on the surface of droplets.
9.
1. Reduction ofinterfacial tension
Emulsifying agents form emulsions by 3 mechanisms:-
1. Reduction of interfacial tension – thermodynamic stabilization
2. Interfacial film formation – mechanical barrier to coalescence
3. Electrical repulsion- electrical barrier approach of particles
• The adsorption of a surfactant lowers the interfacial tension between two
liquids and thus prevents coalescence or phase separation.
• The role of the emulsifying agent as interfacial barrier is most important.
• Many polymers and finely divided solids are not effective in reducing
interfacial tension, they form excellent interfacial barriers and act to prevent
coalescence and hence used as emulsifying agents.
10.
• It isconsidered as extended interfacial tension theory, in which the
adsorbed emulsifier at the interface surrounds the dispersed droplets
forming a coherent monomolecular or multimolecular film, which prevents
the coalescence, as the droplets approach each other.
• The stability of emulsions depends on the characteristics of the film
formed at the interface which in turn depends upon the type of emulsifier.
2. Interfacial film formation
11.
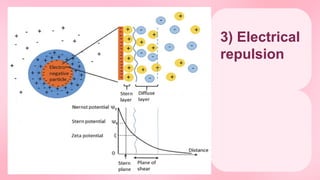
3) Electrical repulsion
Theinterfacial and lamellar liquid crystal films can produce repulsive electrical forces
between approaching droplets. Such repulsion is due to an electrical double layer,
which may arise from electrically charged groups oriented on the surface of emulsified
globules.
• Let us consider a case of an o/w emulsions stabilized by a sodium soap.
These surfactant molecules are concentrated in the interface and oriented as well. The
hydrocarbon tail is dissolved in the oil droplet, while the ionic heads are facing the
continuous aqueous phase.
The droplet surface is studied with charged groups ie, negatively charged carboxylate
groups. This produces a surface charge on the droplet, while cation of opposite sign are
oriented near the surface producing diffused double layer of charge.
The potential produced by the double layer creates a repulsive effect between the oil
droplets and thus hinders the coalescence.
Emulsion Types
•
To understandthe factors whether an o/w or w/o emulsion will
be produced, critical features should be considered.
1) droplet formation
2) formation of an interfacial barrier
The phase volume ratio ie, the relative amount of oil and
water, determines the relative number of droplets form and
hence the probability of collision. The greater the number of
droplets, the greater is the chance for collision.
Thus normally the phase present in greater amount becomes
the external phase.
If the amphiphile is water soluble (potassium soap or
polyoxyethylene oxide units), it will usually favour o/w
emulsification.
If the surfactant is primarily soluble in lipid portion (Calcium
soap, polyoxyethylene alkyl ether with less than 5 ethylene
oxide units), it may yield w/o emulsions.
14.
Conti..
The polar portionsof emulsifier molecules are better barriers to coalescence than
their hydrocarbon counterparts. It is possible to make o/w emulsions with relatively
high internal phase volumes.
W/o emulsions (barrier is of hydrocarbon nature) are limited and can invert easily if the
amount of water is significant.
At 20% and 30% water, w/o emulsion form only if the water is added to the oil with
mixing. The addition of both phases together, followed by mixing, favors o/w emulsions
at all concentrations above 10 % water.
Type of emulsion formed is influenced by the viscosity of each phase. An increase
in the viscosity of a phase aids in making that phase the external phase.
•One can expect a predominantly water soluble emulsifier to form o/w emulsions,
whereas the reverse is true of primarily oil soluble surfactants --------Bancroft’s rule.
•Bancroft’s rule (1912): the dispersion medium of an O+W emulsion is the phase in
which the solubility of the emulsifying agent is higher.
Micro emulsion
• Microemulsions may be defined as dispersions of insoluble liquids in a
second liquid that appear clear and homogeneous to the naked eye. Also
called solubilized systems because on macroscopic basis they seem to
be true solutions. Careful examination has shown that clear emulsions
can exist in several differentiable forms.
• If the small amount of oil is added to an aqueous solution of a surfactant
in the micellar state, the oil may preferentially dissolve in the interior of
the micelle because of its hydrophobic character. This type of micellar
micro emulsions has also been called o/w micellar solution.
• Similarly w/o solubilization -- by a non ionic surfactant has been attributed
to the existence of swollen micelles. Also called reverse micellar
solution, water molecules are found in the polar central portion of a
surfactant micelle, the non polar portion of which is in contact with the
continuous lipid phase.
18.
Applications of Emulsions
•Emulsions have a variety of cosmetic and pharmaceutical applications. The
latter can be classified by the route of administration ie, topical, oral, or
parenteral.
• 1. Emulsions have wide patient acceptance in oral dosage forms. Medicinal
agents having objectionable taste or texture can be made more palatable when
formulated into emulsions. Mineral oil based laxatives, oil soluble vitamins and
high fat nutritive preparations are commonly administered as o/w emulsions.
• 2. High efficacy (BA or absorption):- normally absorbable macromolecules
eg, heparin and insulin are absorbed when incorporated into emulsions.
• 3. Patient acceptance in topical emulsions. Emulsions are easily washed off
and have certain degree of elegance. The formulator can control the viscosity,
appearance, and degree of greasiness of cosmetics or dermatologic
emulsions.
• 4. o/w emulsions are most useful as water washable drug bases and for
general cosmetic purposes. w/o emulsions are widely used for the treatment of
dry skin and emollient applications. Penetration is desirable and refers to the
I. Lipid phase
The material of the oil portion and its amount is determined by the use of the
product. For pharmaceutical and cosmetic products, the oil phase may include a
wide variety of lipids of natural or synthetic origin.
The consistency of these lipids may range from mobile liquids to fairly hard solids.
The drug’s absorption in the GIT or the skin depends on its solubility in the oil
phase. The release of a medicinal agent from a dosage form is a function of the
solubilities of the agent in the base and in the body membrane. The drug must not
be so soluble in the base that it prevents penetration or transfer.
Selection of a lipid component for topical preparation depends on its feel.
Emulsions normally leave a residue of oily components on skin after the water has
evaporated.
• Phase ratio: the ratio of the internal phase to the external phase is normally
determined by the solubility of the active ingredient, which must be present at a
pharmacologically effective level. If this is not the primary consideration, the phase
ratio is normally determined by the desired consistency.
21.
II. Emulsifying agent
Thesemay be differentiated into 3 broad classes of emulsifying
agents:
1. The surfactants
2. The hydrophilic colloids
3. Finely divided solids
A particular class of emulsifier is selected on the basis of required
“shelf life” stability, the type of emulsion desired, and emulsifier cost.
Hydrophillic colloids and finely divided solids are commonly used as
an auxillary emulsifiers.
22.
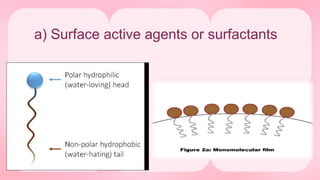
a) Surface activeagents or surfactants
•Substances having both hydrophilic and hydrophobic regions in their molecular
structures are called surface active agents or surfactants.
•These are soluble in both oil and water as well.
•Upon addition of the surfactant into the dispersed system, the hydrophilic (polar) and
hydrophobic (non polar) groups orient themselves in a mono molecular layer facing the
polar (water) and non polar (oils) solvents respectively.
•The interfacial tension must be lowered for the interface to expand and hence the
dispersed system will be emulsified.
•Surfactants are classified into 4 main categories depending upon the nature of the
charge by the hydrophilic part:-
1. Anionic
2. Cationic
3. Non ionic
4. Ampholytic surfactants
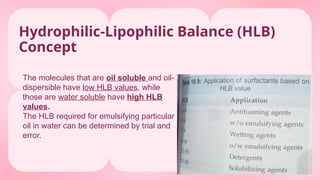
Hydrophilic-Lipophilic Balance (HLB)
Concept
Themolecules that are oil soluble and oil-
dispersible have low HLB values, while
those are water soluble have high HLB
values.
The HLB required for emulsifying particular
oil in water can be determined by trial and
error.
25.
III. Auxiliary (secondary)
Emulsifiers
•Auxiliary (Secondary) emulsifying agents include those compounds
that are normally incapable themselves of forming stable
emulsion.Their main value lies in their ability to function as
thickening agents and thereby help stabilize the emulsion.They
increase the viscosity of the external phase and restrict the collision
of droplets.
• Some may prevent coalescence by reducing van der waal’s forces
between particles or by providing a physical barrier between
droplets.
Example:-
• Proteins
• Clays
• Methylcellulose
26.
IV. Viscosity modifiers
A consistency that provides the desired stability and appropriate flow
characteristics must be attained.
Viscosity can be altered by manipulating the composition of the lipid phase by
variations in the phase ratio and the surfactants and by the addition of gums.
The use of gums, clays and synthetic polymers in the continuous phase is a
powerful tool for enhancing the emulsion’s stability.
According to stoke’s law, an increase in viscosity generally minimizes creaming or
sedimentation.
Since emulsions should show flow or spread, thixotropy in emulsions is required.
In a freshly prepared emulsion, building of viscosity requires time. Therefore, a
newly formulated emulsion is allowed to rest 24 to 48hrs before determining its
rheological properties.
27.
The viscosity respondsto changes in composition in accordance with
following generalizations:-
1. There is a linear relationship between emulsion viscosity and the viscosity
of the continuous phase. For o/w emulsions, the use of gums and clays is
used to increase viscosity while for w/o emulsions, the addition of polyvalent
metal soaps or high melting waxes and resins in oil phase increases the
viscosity.
2. the greater the volume of the internal phase, the greater is the apparent
viscosity.
3. To control the emulsion viscosity, 3 interacting effects must be balanced :-
•The viscosity of o/w and w/o emulsions can be increased by reducing the
particle size of the dispersed phase
•Emulsion stability is improved by reducing particle size
•Flocculation or clumping, can tend to stabilize the emulsion but increases
the viscosity.
4. The viscosity of emulsion increases upon aging.
28.
V. Antimicrobial preservatives
•Microbialcontamination may occur during the development or production of an
emulsion or during its use. It can arise from the use of impure raw materials or from
poor sanitation during preparation. Contamination may be the result of invasion by an
opportunistic microorganism. Or the consumer may inoculate it during use.
•Prevention of contamination is recommended. Most important precaution is the use
of uncontaminated raw materials including water. Secondly meticulous housekeeping
and careful cleaning of equipments (with live steam) is required.
•Once an uncontaminated product is prepared, a mild antimicrobial agent is enough.
•The preservative system must be effective against invasion by a variety of
pathogenic organisms and be adequate to protect the product during use.
•The preservatives must meet the general criteria of low toxicity, stability to heat and
storage, chemical compatibility, reasonable cost, acceptable taste, color and odor.
Efficacy against variety of organisms is required.
29.
V. Antioxidant
• Manyorganic compounds are subjected to autoxidation upon exposure to air eg,
emulsified lipids. Many drugs incorporated into emulsions are subjected to
autoxidation.
• Upon autoxidation, unsaturated oils, eg vegetable oils give rancidity with unpleasant
odor, appearance, and taste. While mineral oil, and related saturated hydrocarbons
are subjected to oxidative degradation only under rare circumstances. Autoxidation
can be inhibited by the absence of oxygen, by a free radical chain breaker or by
reducing agent.
• The choice of a particular antioxidant depends on its safety, acceptability for a
particular use, and its efficacy.
These are commonly used at concentrations ranging from 0.001 to 0.1% (w/v).
• Butylated hydroxyanisole (BHA), butylated hydroxytoluene (BHT), L
tocopherol, and the alkyl gallates are particularly popular in pharmaceuticals and
cosmetics. BHT and BHA have pronounced odour and should be used at low
concentrations. Alkyl gallates have bitter taste, L tocopherol is well suited for
edible or oral preparations, such as those containing vitamin A.
Extemporaneous Methods
Emulsification processcan be carried out by four methods mainly:
A. Dry Gum Method / Continental method
4 parts (volumes) of oil + 2 parts of water + 1 part of gum
4:2:1 method
B. Wet Gum Method/ English method
4 parts (volumes) of oil + 2 parts of water + 1 part of gum
C. Forbes Bottle Method
For volatile oils or oleaginous substance of low viscosity. 1 part
powdered gum (acacia) + 2 parts of oil shaken in dry bottle then
water ( equal part)added in portions with vigorous shaking.
32.
Large Scale Methods
Physicalparameters affecting the droplet size
distribution , viscosity, and stability of emulsion:
• method of incorporation of the phases,
• the rates of addition ,
• the temperature of each phase and
• the rate of cooling after mixing of the phases
considerably
Energy may be supplied in the form of:
• Heat
• Homogenization
• Agitation
1. Mechanical stirrers
•An emulsion may be stirred by means of various impellers mounted on
shafts, which are placed directly into the system to be emulsified.
• If the viscosity of the emulsion is low, simple top entering propeller mixers are
adequate.
• If the preparation has moderate viscosity or if more vigorous agitation is
required, turbine type mixers are employed.
• Other mixers provided with paddle blades, counter rotating blades or planetary
blades are available for special requirements.
• The degree of agitation is controlled by the speed of impeller rotation.
• The pattern of liquid flow and efficiency of mixing are controlled by the type of
impeller, its position, presence of baffles and the general shape of container.
• The use of stirrers is often limited when vigorous agitation of viscous systems is
required or when extremely fine droplets are needed or when foaming at high
shear rates must be avoided.
2. Homogenizers
In ahomogenizer, the dispersion of two liquids is achieved by forcing their mixture
through a small inlet orifice at high pressures.
Principle:- when large globules of a coarse emulsion is passed under the pressure
through a narrow orifice, they are broken into small globules of high degree of
uniformity and stability.
Construction:-
A homogenizer generally consists of:
oA pump-- which raises the pressure of the dispersion between 500 -5000 psi.
oAn orifice-- through which the fluid impinges upon the homogenizing valve held in
place of the valve seat by a strong spring. This valve set up at 90° to the flow of
liquid.
Working:- As the pressure builds up, the spring is compressed and some of
dispersion escapes between the valve and valve seat. At this point, the energy that
has been stored in liquid as a pressure is released and subjects the product to
intense turbulence hydraulic shear.
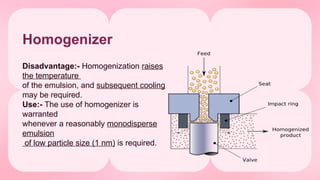
37.
Disadvantage:- Homogenization raises
thetemperature
of the emulsion, and subsequent cooling
may be required.
Use:- The use of homogenizer is
warranted
whenever a reasonably monodisperse
emulsion
of low particle size (1 nm) is required.
Homogenizer
38.
3. Ultrasonifiers
They areuseful for the preparation of moderate viscosity and extremely low particle
size emulsions.
These devices have limited output and are relatively expensive.
Commercial equipment is based on the principle of Pohlman liquid whistle. The
dispersion is forced through an orifice at modest pressure and is allowed to impinge
on a blade.
The pressure range is from 150-350 psi . This pressure causes blade to vibrate
rapidly to produce an ultrasonic note.
When the system reaches a steady state, a cavitational field is generated at the
leading edge of the blade and the pressure fluctuations of approx. 60 tones psi can
be achieved in commercial equipment.
39.
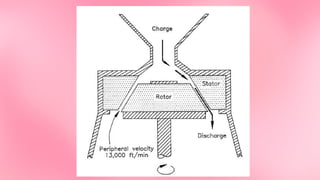
4. Colloid mills
Homogenizersand ultrasonic equipments depend on sudden changes
in pressure. By contrast, colloid mils operate on the principle of high
shear, which is normally generated between rotor and stator of the
mill.
Principle:- the passage of mixed phases of emulsion formula
between a high speed rotor and stator.
The clearance between rotor and stator is subjected to tremendous
shearing production which affects fine dispersions.
Advantages:-
Used to prepare pharmaceutical suspension and emulsion with
particle size less than 1 micron.
These mills are used for communition of solids and for the dispersion
of suspensions containing poorly wetted solids but also for preparation
of relatively viscous emulsions.
41.
Stability of emulsions
•Thermodynamically emulsions are physically unstable. A reduction of the interfacial
area by coalescence reduces the system’s energy and this process is
thermodynamically favored.
• Garret defined a stable emulsion as “the one that would maintain the same number
of sizes of particles of the dispersed phase per unit volume of weight of continuous
phase. The total interfacial energy must be invariant with time to conform to this
definition.
• A product’s shelf life may be directly related to its kinetic stability. Kinetic
stability means that the physicochemical properties of an emulsion do not
change appreciably during a reasonably long period of time.
Thermodynamic stability is generally temperature dependent ie after
temperature of solubilized product is disturbed it will return to original state
when the temp is returned to normal.
42.
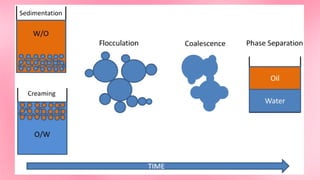
Symptoms of instability
Assoon as emulsion has been prepared,
time and temperature dependent
processes occur to effect its separation.
An emulsion’s instability is evidenced by:-
Creaming
Reversible aggregation (flocculation)
Irreversible aggregation (coalescence)
Phase inversion
43.
Creaming
Rate of creaming:
Itdepends upon the factors present in
Stoke’s equation:
v =
Where,
V = rate of sedimentation
D = diameter of particles
p = density of internal phase and external
phase
g = gravitational constant
η = viscosity of medium
44.
Coalescence
• It isthe growth process during which the emulsified particles join to
form larger particles which will eventually lead to separate
completely or break.
• Mechanical strength of the interfacial tension is the major factor
which prevents coalescence in emulsions. Thus it is recognized that
good shelf life and absence of coalescence can be achieved by the
formation of a thick interfacial film from macromolecules or from
particulate solids.
• This is why a variety of natural gums and proteins are useful as
auxiliary emulsifiers when used at low levels, but can be used as
primary emulsifiers at higher concentrations.
45.
Phase inversion
“Change ofemulsion type from o/w to w/o and vice versa.”
Phase inversion can be brought about by:
i. By adding electrolytes
ii. By changing phase volume ratio
i. By adding electrolytes
If sufficient amount of electrolyte is added, salting out can
occur, which may invert emulsion from o/w to w/o.
e.g. when CaCl2 is added to o/w emulsion
containing Na-stearate as emulgent, it can invert the
emulsion from o/w to w/o due to formation of Ca-stearate
46.
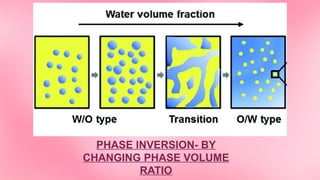
Conti..
ii. By changingphase volume ratio
Phase volume ratio is the relative volume of the internal
and external phase.
The concentration of the internal phase above which the
emulsifier can not produce a stable emulsion of desired type
is called Critical point.
Generally, a phase volume ratio of 50/50 results in most
stable emulsion.
However, a general emulsion may be prepared without
inversion with as much as 74% of volume of the internal
phase.
Conclusions
Emulsions play avital role across multiple
industries by enabling the combination of
immiscible liquids into stable mixtures.
Understanding types, formulation
components, and production techniques is
essential for optimizing performance.
Mastery of emulsification principles
ensures the development of efficient,
stable, and functional products tailored
to specific needs.