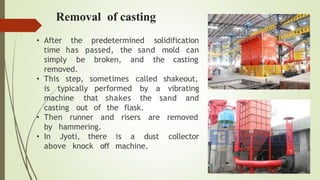
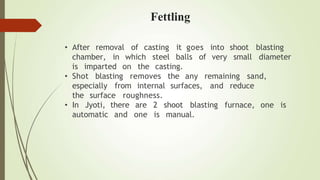
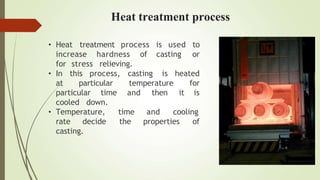
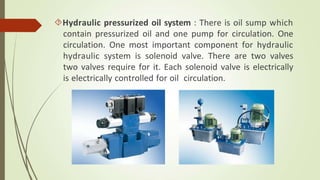
This document provides an overview of the industrial training completed at Jyoti CNC Automation Ltd. It describes the various shops within the company including the foundry shop, sheet metal shop, paint shop, machining shop, and assembly shop. It provides details about the casting process, sheet metal working processes, surface coating processes, machining processes, and assembly process for CNC machines. It also lists the machinery and equipment used in each shop.