2
Serves asan interacting medium b/n various living species
B/se it is a source of nutrients for humans, animals as well as MOs
Cohabitation: is a natural consequence
Human and animal food is basically derived from plant and animal sources
Food fit for human consumption is also a medium for the growth and
activity of MOs
Hence human food is always associated with a variety of MOs
Food
3.
3
Microbial activityin a food can be:
Beneficial in certain cases
Leads to deterioration of the food and renders it unfit for
human consumption in most cases
A variety of food chemicals and additives may be
produced by fermentation involving select species of
MOs
Food
4.
4
Also servesas a vector or medium for certain
pathogens that cause food infections and diseases
The metabolic activity of various MOs not only utilizes
the nutrients in food but also causes the spoilage of
food through undesirable enzymatic changes affecting
the quality of the food
Food
5.
5
Mold:
Generallyconcerned in the spoilage of foods
Their use in the food industry is limited (e.g. mold ripened cheese)
Yeasts:
The most widely used MOs in the food industry due to their ability to
ferment sugars to ethanol and CO2
Bacteria:
LAB: are widely used in the dairy industry
Acetic acid bacteria: used in vinegar production
Microorganisms in food
6.
6
Propionic acidbacteria: they grow during ripening and
contribute to the characteristic flavor and appearance of these
cheeses
Their primary contribution is their ability to metabolize
lactic acid present in the cheese curd
3 Lactate → 2 Propionate + 1Acetate + CO2 + H2O
CO2 responsible for large eye formation in cheeses
Microorganisms in food
7.
7
Eight environmentalsources of MO found in food are: -
1. Soil and water
2. Plants and plant products
3. Food utensils
4. Intestinal tract of human and animals
5. Food handlers
6. Animal feeds
7. Animal hides
8. Air and dust
Primary Sources of MO in Food
9
Extrinsic factors:-
1. Temperature of storage
2. Relative Humidity of the storage environment
3. Gaseous atmosphere
Factors affecting microbial
activity
10.
The main applicationareas of
Food-related biotechnology
1. Bioprocess technology
2. Enzyme technology
3. Waste technology
4. Plant and animal agriculture
10
11.
Bioprocess technology
• Themost important area of biotechnology
• Brewing, antibiotics, mammalian cell culture, etc.
• Polysaccharides, medically important drugs
solvents, protein-enhanced foods
• Novel fermenter designs to optimize productivity
11
12.
Enzyme technology
• Usedfor the catalysis of extremely specific chemical
reactions; immobilization of enzymes; to create
specific molecular converters (bioreactors)
• Products formed include L-amino acids, high
fructose syrup, semi-synthetic penicillin, starch and
cellulose hydrolysis, etc…
• Enzyme probes for bioassays
12
13.
Waste technology
• Longhistorical importance
• But more emphasis is now being placed on
coupling these processes with the
conservation and recycling of resources;
foods and fertilizers, biological fuels
13
14.
Plant and animalagriculture
• Genetically engineered plants to improve nutrition,
disease resistance, maintain quality, and improve
yields and stress tolerance will become increasingly
commercially available
• Improved productivity etc. for animal farming
• Improved food quality, flavour, taste and microbial
safety
14
15.
Yeast-Based Processes and
Products
A= Food yeasts and derivatives
• Yeasts- widely distributed in nature and on the skin of
certain fruits, are single-cell organisms
• Fungal species >50,000, but only about 39 genera with
350 species are accepted as yeasts
• Breakdown Starch or sugar to alcohol and CO2
• Commercially cultivated: Saccharomyces, Candida and
Kluyveromyces
15
16.
Food yeasts andderivatives
• Candida and Kluyveromyces: substantial economic
importance in the production of foods, flavors or
alcohol from sulfite liquor and whey
1. Active yeasts are those used for fermentation
2. Inactive yeasts (dried yeasts) are nonfermentative
substances used predominantly as nutritional and
flavor components
16
17.
Food yeasts andderivatives
• Industrial processes: using yeast are: -
i. Production of yeasts as a source of baker’s yeast or
single-cell protein (SCP)
ii. Production of nutritional, flavor, and bulking aids
provided by inactive yeast
iii. Production of alcohol beverages by brewer’s and wine
yeasts
iv. Production of bread or baked goods by baker’s yeast
17
18.
Food yeasts andderivatives
I. Baker’s yeast:
1.8 million tons annually, largest industrial fermentations
Available in four active forms
a) Compressed yeast- 70% water & 27% (w/v) dry matter
• Top-fermenting yeast, S. cerevisiae
b) Cream yeasts- 85% water and is delivered directly in chilled
stainless steel containers for bakeries
c) Active dry yeast-added directly to the dough, 3 months without refrigeration
ambient temperatures cause delivery and storage problems for fresh yeast
d) Instant active dry yeast- like traditional active dry yeast (baking)
18
19.
Food yeasts andderivatives
Red Star
compressed yeast
Cream yeast Active dry
yeast
19
20.
Food yeasts andderivatives
II. Single-cell protein (SCP)
• Can be primary grown or spent
• Yeast from distillery or brewery fermentations
• Used for human food and feed
III. Inactive yeast and its derivatives
• Inactive dry yeasts: primarily used for nutritional and flavor-enhancing
properties
• Dried forms of brewer’s yeasts (Spent brewer’s yeast )
• Primary grown yeasts (end products will have different characteristics and
flavors)
20
21.
Food yeasts andderivatives
IV. Yeast derivatives
• Liquid or dried yeast products can be further processed to
produce autolysates and extracts, enzymes, and other
biochemical
Eg. Guanosine monophosphate (5'-GMP)
Inosine monophosphate (5 '-IMP)
• Naturally occurring ribonucleotides behave synergistically
with glutamate in yeast extracts, which lead to powerful
flavor-enhancing properties, the so-called the umami effect
21
22.
Food yeasts andderivatives
Other examples:
• Invertase = Sucrose to glucose and fructose
• β-galactosidase (lactase)= lactose to glucose and
galactose
• Glycan- crude cell wall fraction of brewer’s or
baker’s yeast
Used for: emulsifier, stabilizer, thickener or texturizer and
for developing low-fat, low-calorie food formulations
22
23.
Food yeasts andderivatives
V. Molds in fermentation
• The three main types of cheese that rely on molds
are
1. Blue cheese, Penicillium roqueforti
2. Soft ripened cheese (eg. camembert and brie)
P. camemberti
3. Rind-washed cheese (eg. limburger)
23
24.
Alcoholic beverages
B =Alcoholic beverages
• Yeasts used in the manufacture of alcoholic
beverages are strains:
• S. cerevisiae, S. carlsbergensis
I. Beer
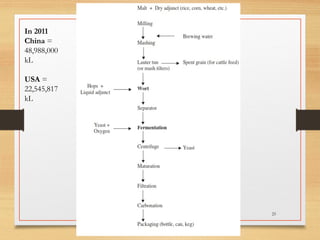
• Most beer is made from malt, hops, yeasts, water, and
malt adjuncts
24
New development inBeer
Light beer:
• light beers usually have reduced dextrin (starch)
content
• Low calories beer
• Traditional brewing’s yeast cannot ferment dextrin
• Thus brewing masters find means to decrease the
complex carbohydrate content of wort
26
27.
Ways to producelight beers
1. Dilution of regular strength beer with water
2. Addition of the combination of fungal α-amylase or
glucoamylase and bacterial pullulanase to wort during
mashing or fermentation
3. Use of a liquid adjunct such as glucose, fructose or sucrose
4. Use of malt enzyme preparations during mashing or
fermentation
5. Use of amylolytic brewer’s yeast
27
28.
Glucoamylase
• The mostcommon technique to produce a reduced
carbohydrate beer without quality defects
• Aspergillus niger or A. oryzae – thermostable enzyme
• Thus, residual enzyme activity in the final beer after
mild pasteurization treatment can lead to product
defects
• Sweetness and flavor instability
• So, need extracellular thermolabile glucoamylase? How?
28
29.
Genetic modification ofyeast
• Saccharomyces diastaticus is closely allied to S. cerevisiae
• Except that the former produces extracellular glucoamylase
Strategy I: 3 unlinked glucoamylase genes (STA 1, 2, 3) are known
in S. diastaticus, and these genes were cloned into S. cerevisiae by
complementing a STA-
strain to STA+
• S. cerevisiae (pLHCD6)- lager brewer’s strains
Strategy II: S. diastaticus carrying genes responsible for
glucoamylase synthesis were also fused with S. uvarvm lager strain
• Fused strains is capable of utilizing melibiose and dextrin
as carbon sources 29
30.
Genetic modification ofyeast
Strategy III: Schwanniomyces castelli and Schwanniomyces
occidentalis produce significant amounts of α-amylase,
glucoamylase, and debranching enzyme
• Thus, a two-stage fermentation system was
developed by
• First add S. uvarvm to wort and start fermentation
• Then add S. castelli (glucoamylase & α-amylase)
• Debranching enzyme is a molecule that helps facilitate the
breakdown of glycogen 30
31.
Genetic modification ofyeast
Ice beer:
• New type started in Canada, but now N. America,
Japan
• Brewed at subfreezing temperature
• During the brewing process, it is super-chilled to
below freezing temperatures, leading to the
formation of ice crystals
• “Crisp, clean taste” and 5.6% alcohol by volume
31
32.
Alcoholic beverages
II. Wine
•Wine is the fermented product of the fruit of several species
of Vitis, mainly Vitis vinifera
• Why wine grape juice is a good medium for wine production
by yeasts ?
• High nutrient concentration
• Natural acidity (inhibits undesirable microbial growth)
• High sugar content,
• Pleasant aromas and flavors
32
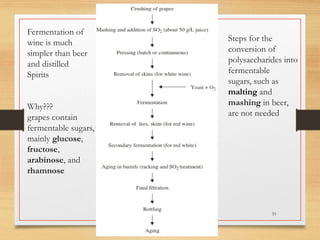
33.
Fermentation of
wine ismuch
simpler than beer
and distilled
Spirits
Why???
grapes contain
fermentable sugars,
mainly glucose,
fructose,
arabinose, and
rhamnose
Steps for the
conversion of
polysaccharides into
fermentable
sugars, such as
malting and
mashing in beer,
are not needed
33
34.
New development inWine
• Fermentation performance more than one sensory
characteristics of the wine, with emphasis on increased
tolerance of the yeast to alcohol and of bacteria to low pH
• Hybridization
• Mutagenesis
• Cell fusion
• Transformation
• Genetic engineering
34
35.
Desirable characteristics ofa wine
yeast that may be improved by rDNA
technology
1. Alcohol-tolerant wine yeast
2. Manipulability of wine yeasts having a killer character
3. Constructing wine yeasts that can carry out malolactic
fermentation by cloning malolactic genes into S.
cerevisiae
4. Sedimentation characteristics that allow for easier
separation of yeast from wine
5. Genetic manipulation of flavor development by yeas
35
Alcoholic beverages
C =Industrial alcohols
• Power or fuel alcohol that is used in combination with
gasoline or other motor fuels
• Ethanol from carbohydrate materials (sucrose, starch and
plant biomass, etc.)
• Currently, about 80% of fuel-grade alcohol in the US
comes from fermentation
• The choice of the raw material is very critical because it
makes up 55-75% of the final alcohol selling price
37
38.
Industrial alcohols
• Typesof raw materials:
1. The saccharine materials such as sugarcane,
sugar beets, molasses, and fruit juice
2. Starch materials such as cereals, potatoes,
Jerusalem artichokes, and manioca
3. Cellulosic materials such as wood and sulfite
liquor
38



































![Ch_5_Agri Biotech.pdfpy5;y]]']we[l[5tt=[l[t;t[](https://cdn.slidesharecdn.com/ss_thumbnails/ch5agribiotech-250225152434-2d8e7718-thumbnail.jpg?width=640&height=640&fit=bounds)
![4_5958421195031319849.pptpe[e[];/[;wql,dmx](https://cdn.slidesharecdn.com/ss_thumbnails/45958421195031319849-250225152329-349fbdd2-thumbnail.jpg?width=640&height=640&fit=bounds)


























