Downloaded 191 times



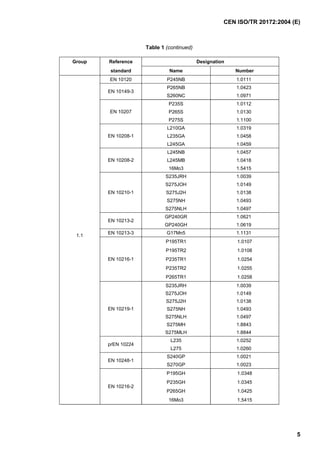
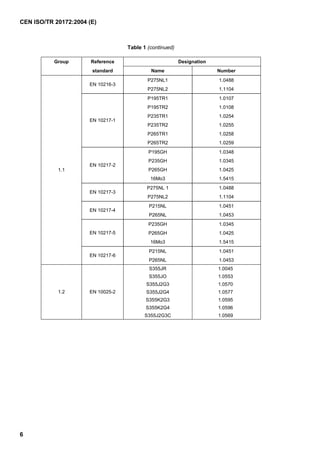
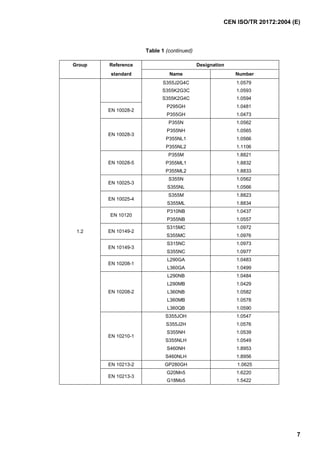
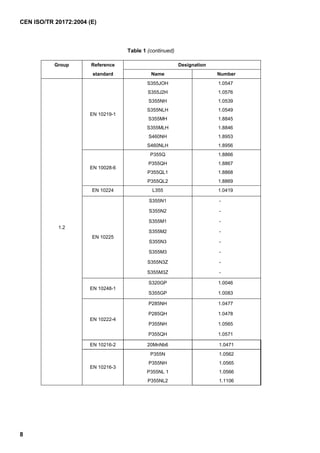
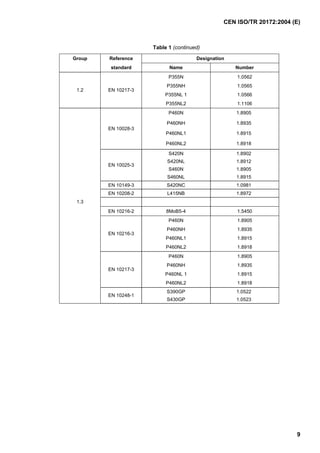
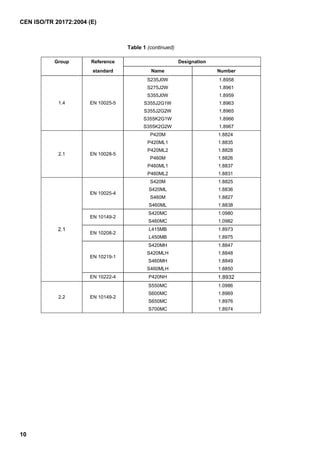
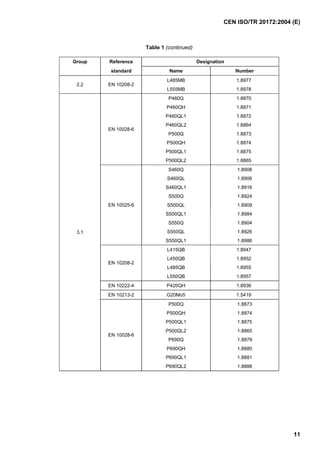
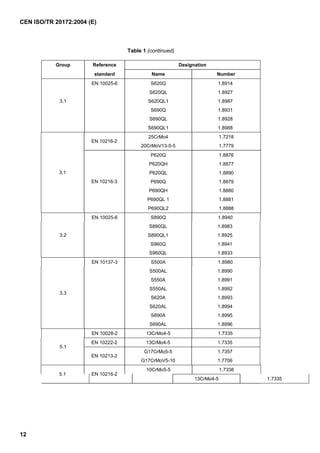
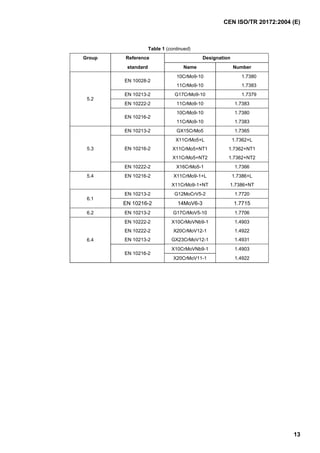
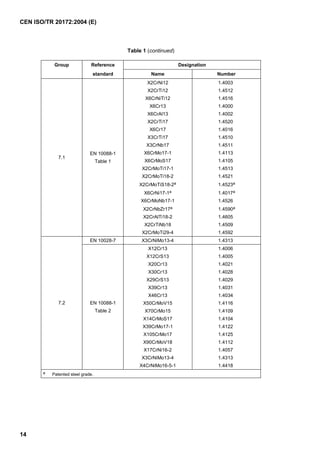
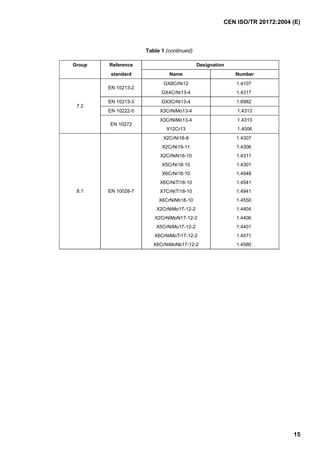
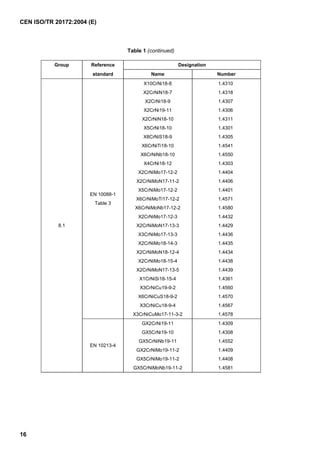

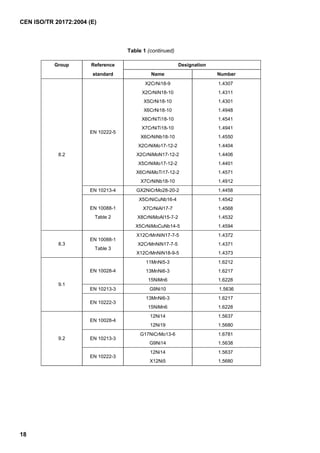
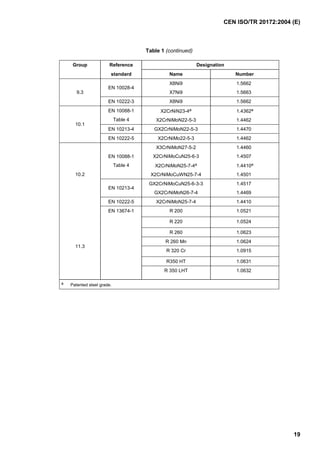

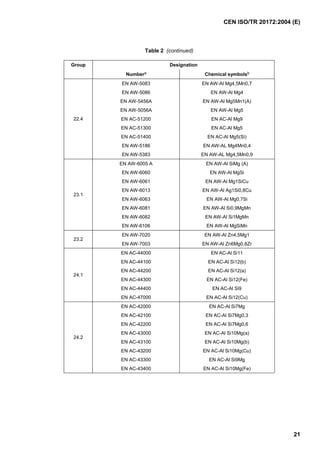

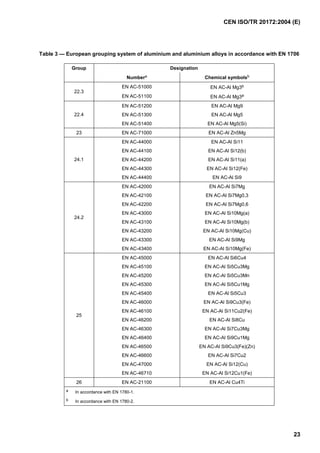
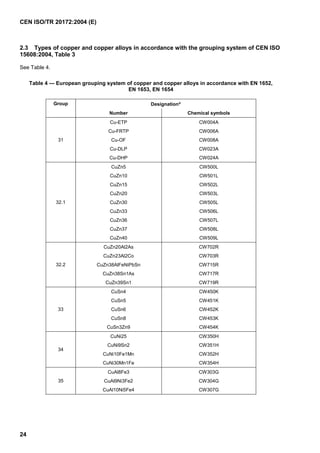

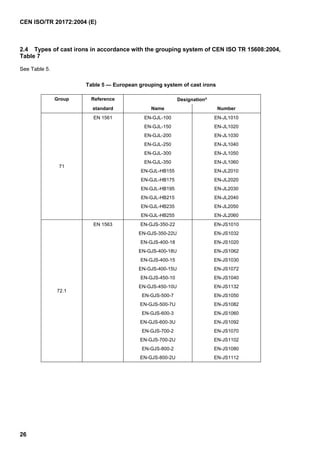
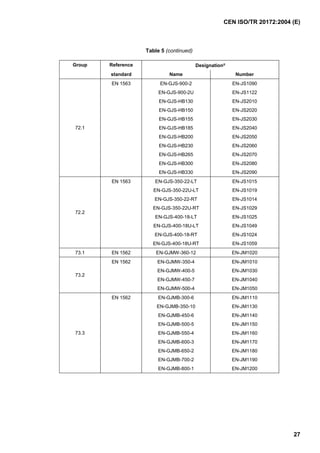
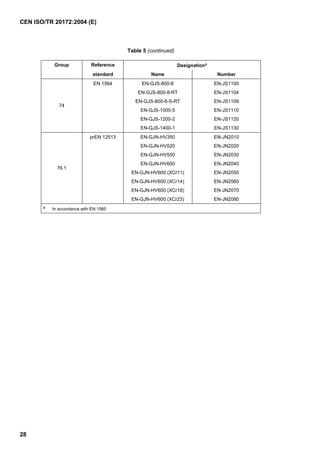
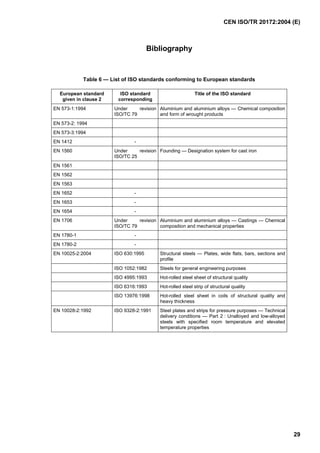

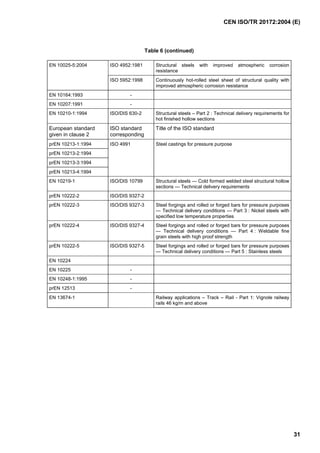

This technical report provides a European grouping system for materials for welding purposes. It covers grouping systems for steel, aluminium and aluminium alloys, nickel and its alloys, copper and its alloys, titanium and its alloys, zirconium and its alloys, and cast irons. The report focuses on grouping systems for steel, providing reference designations for over 100 different steel types classified according to European standards.