Technological aspects ofFluid catalytic cracking
Feedstock:
Vacuum gas oils in the boiling range of 350-550 o
C are used as feedstock in
the FCC process.
The cut point of vacuum gas oil is controlled to limit the concentration of
sulphur, nitrogen and metals in the FCC feed .
Asphaltenes in the feedstock increase the coke yield and may result in the
regenerator temperatures.
To improve distillate yields and eliminate pollution problems, the FCC feed
can be upgraded by hydrotreating
The removal of nitrogen prevents deactivation of acidic sites in catalyst by
basic nitrogen compounds. The reduction of metals (vanadium and nickel)
minimizes dehydrogenation reactions and formation of coke
3.
Reactions:
Catalyticcracking reactions proceed through the formation of carbonium
ions.
In the presence of acidic catalyst, carbonium ions are formed either by the
removal of hydride ion from a saturated hydrocarbon or by the addition of a
proton to an olefin or aromatic nucleus.
The formation of carbonium ions depends on the relative stability which
decreases in the following order:
tertiary > secondary > primary > ethyl > methyl
These carbonium ions undergo a number of reactions which include
isomerization, carbon-carbon bond scission, hydrogen transfer and termination.
4.
Catalyst:
Thecatalyst used in the catalytic cracking process is a fine powder made up
of alumina and silica. The particles of this powder are in the size range of 10-
140 microns.
Two types of catalyst are currently significant – amorphous and zeolite.
The synthetic amorphous catalyst is formed by the precipitation of silica to
form a highly porous structure.
On this porous structure , alumina is added as a surface coating.
Active sites which are acidic in nature are formed at the silica-alumina
interface and reaction takes place at these sites with the available hydrogen.
Zeolite catalysts are formed through the reaction of reactive forms of
alumina and silica. The reaction conditions are controlled so that the product
of the reaction will be a caged like crystalline structure
Depending on SiO2 to Al2O3 ratio, the zeolite catalysts are divided into:
X type (SiO2/ Al2O3 =3) with 27 % rare earth
Y type (SiO2/Al2O3=3-6) with 16 % rare earth
5.
Principles of operation
Fluid catalytic cracking process converts heavy gas oils into light hydrocarbon
gases, high octane gasoline and lower boiling gas oil components.
This is accomplished by cracking the vaporized feed over the catalyst at a
temperature between 470- 540 o
C and a pressure between 0.5-1.5 kgf /cm2
.g
Catalyst circulation :
The problems associated with frequent regeneration have been solved in the
FCC units by circulating the catalyst in the fluidized state from the reactor to
the regenerator.
To prevent entrainment of valuable HC from the reactor to the regenerator, an
intermediate stripping zone is incorporated .
The catalyst is kept fluidized in the reactor, stripper and regenerator by HC
vapours, steam and air respectively.
6.
Pressure balance:
There are two catalyst transfer systems in the FCC units.
One system provides the means for transporting spent catalyst from the
reactor to the stripper and then to the regenerator and other returns the
regenerated catalyst to the reactor. The catalyst transport lines are called
standpipes/risers.
By choosing during design stage, the right elevations of the vessels and the
pressure in those vessels, catalyst circulations as high as 50 tons/ min can be
achieved.
Heat balance :
When the heat generated in the regenerator is equal to the heat needed in
the reactor, thus avoiding the need to install catalyst coolers on the
regenerator side and a fired preheater on the reactor side.
Heat transport from the regenerator to the reactor is effected by circulating
catalyst
9.
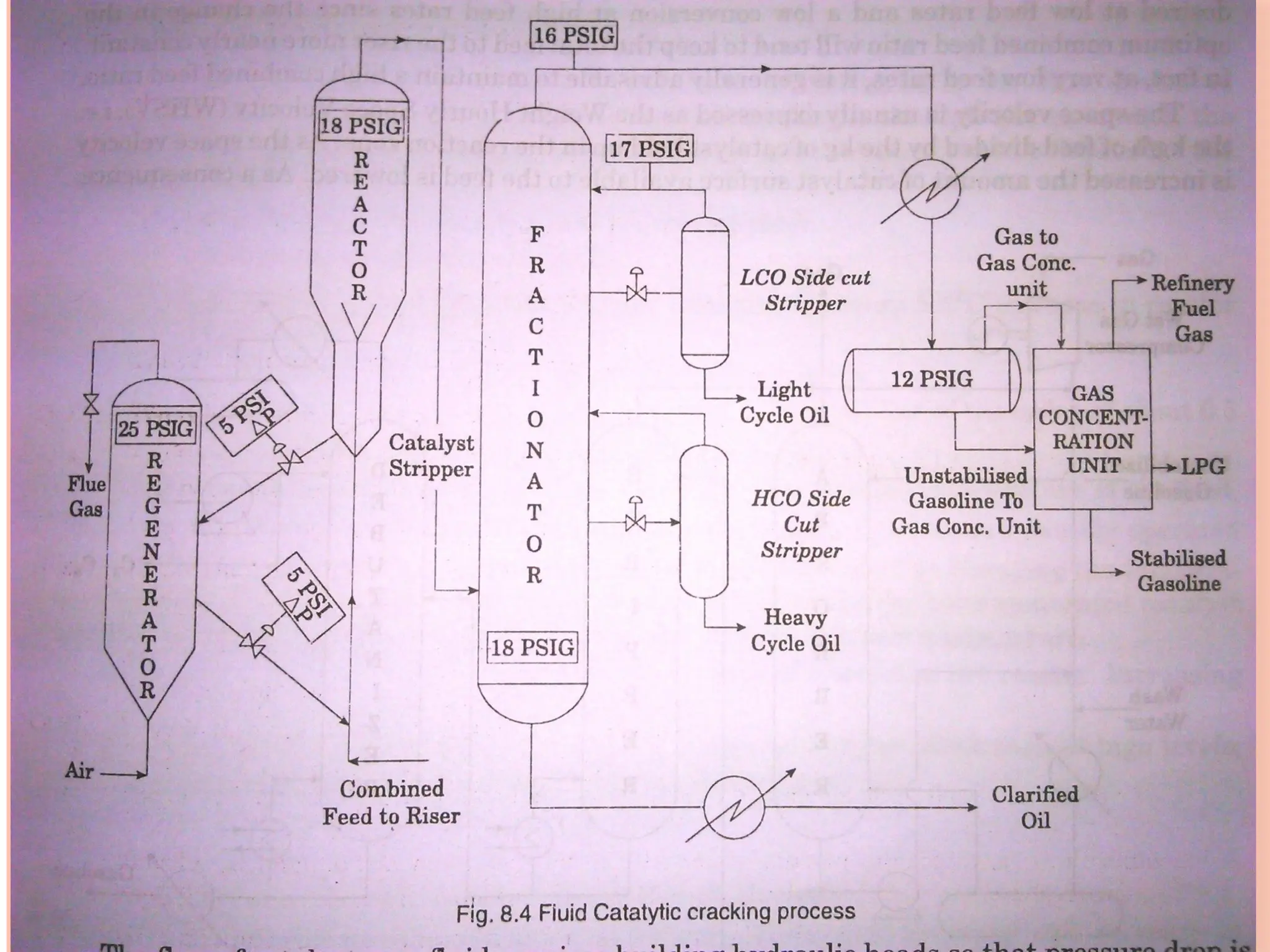
Fluid catalytic cracking( FCC Complex and Hardware)
All types of fractions from naptha to asphalted oils can conveniently form the
feed stcks. The complex usually consists of three major sections:
(a) Reactor- riser
(b) Regenerator- flue gas separation
(c) Distillation with recycling
Associated with the cracker, other units like polymerization, alkylation are
maintained for gaining economy
The function of the riser is in fact to bring a thorough contact between
vapour and catalyst in a short time, short contact times are less than 5
seconds
In the reactor, the cracked oil vapours excape through a perfect separation
system, that is an inbuilt cyclone system. Disengaged catalyst from cyclones
falls into the reactor and is steam stripped.
The catalyst is then regenerated after burning off the coke in a separate i.e,
regenerator. Fluidization is carried out in dense and dilute phase.