Download as PDF, PPTX

![1216.5.2013
Eemeli Hytönen, Concept evaluations, FuBio Seminar, 27.8.2013
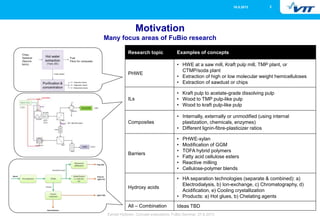
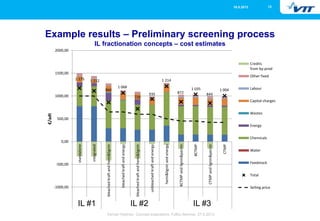
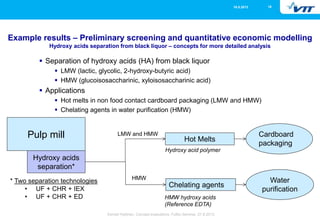
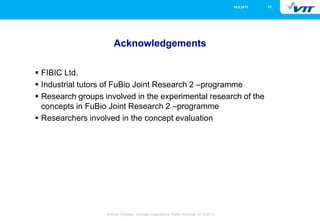
Example results – Preliminary screening process
IL fractionation methods
IL #1 IL #2 IL #3
Raw material Birch kraft pulp birch spruce
Products Dissolving pulp 76% "kraft-like” pulp 57% ”CTMP-like” pulp 90-95%
Hemicellulose 24 % lignin, hemi 43% Pectin, hemi, lignin 5-10%
Ionic liquid [Emim]OAc Switchable ionic liquid [Emim]Me2PO4
(and water) DBU, MEA, CO2/SO2
Antisolvent water ethanol Isopropanol
Antisolvent recovery
method evaporation distillation evaporation
Production scale 150 000 adt/a 700 000 adt/a 250 000 adt/a
• Total 11 concepts](https://image.slidesharecdn.com/9hytnen-concept-evaluations-130920062413-phpapp01/85/Concept-evaluations-12-320.jpg)
![1916.5.2013
Eemeli Hytönen, Concept evaluations, FuBio Seminar, 27.8.2013
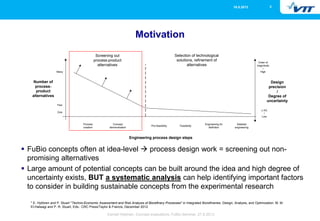
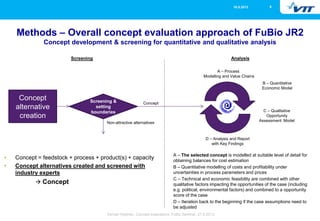
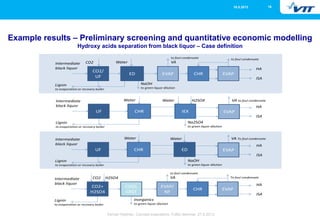
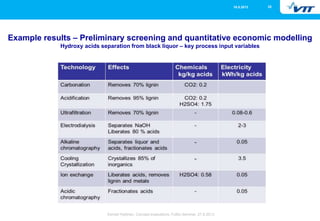
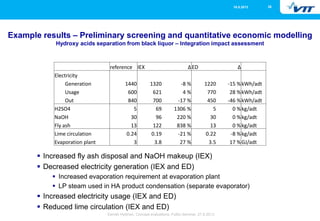
Example results – Preliminary screening and quantitative economic modelling
Hydroxy acids separation from black liquor – Integration impact assessment
Pulp mill reference
model (WinGems-
simulation software) *
Capacity 700 000 adt/a.
Process water usage ~
15 m3/adt. Based on
BAT technologies
SPLIT
dust dump
141
M IX
M i x30
30
M IX
M i x26
26
BLEACHING
Bl eachi ng
25
WW-T REAT
Ef f l uent
tr eatment
24
ST ORE
Par ameter s
23
DEBARKIN
Debar ki ng
22
M IX
21
SUM
Steam 4.2 bar
20
T RACOM P
Addi ng of
tr ace
components
16
M IX
15
PID
Pi d14
14
SUM
Steam 13 bar
13
ST ORE
Pr oducti on
12
DRYEND
Dr yer secti on
11
SPLIT
Spl i t1010
T URB_PLANT
T ur bi ne pl ant
6
EVAPO
Evapor ati on
5
BOILERS
Boi l er pl ant
4
ST ORE
Wood
par am
i nput
3
RECOVERY_SK
Whi te l i quor pr epar ati on
2
DELIGNIFICA
Cooki ng and oxygen d
1
348t/h
42 t/h
123 t/h
Effluent 1740 t/h
0 t/h
Shaft power 95.1 MW
Floor channel 120 t/h, TDS 5 g/l
Wood properties:
1) I:Wood temp.[C]15
2) I:Dry contentofwood [%]50
3) I:Cellulose in wood [%]44.1
4) I:Hemicellulose in wood [%]30.7
5) I:Lignin in wood [%]23.9
6) I:Extractives in wood [%]1.6
102 t/h
Water 100 t/h
Pyrolysis gas
properties
69 t/h
71 t/h
Bark 46 t/h,
30 °C, 40 %
104 t/h, TDS 11 g/l
Wood 404 t/h,
15 °C, 49 %
Sootblowing steam 16 t/h, 30 bar
LP 6 t/h
MP 71 t/h
MP 76 t/h
195 t/h
LP 91 t/h
MP 32 t/h
MP 16 t/h
LP 26 t/h
227 t/h
Acidic filtrate 867 t/h, TDS 4 g/l
Cond. B 278 t/h
Saltcake 5 t/h
Bio-sludge 0 t/h
0 %
Alkaline filtrate 649 t/h, TDS 8 g/l
900 t/h
636 t/h
Air 695 t/h
24 °C
CTO 0 t/h
Water 351 t/h
BL 933 t/h,
TDS 132 kg/t
Pulp 100 t/h, 75 °C, 90 %
1:Bark contentofwood:10 w-%
2:Wood LHV:19.35 MJ/kgDS
3:Wood HHV:19.3 MJ/kgDS
4:Notin use
5:Bark Dry content:40 %
6:Carbon fraction in bark:0.5159
7:Oxygen fraction in bark:0.4069
8:Hydrogen fract.in bark:0.0577
9:Sulfur fraction in bark:3.000E-04
10:Ash fraction in bark:0.0192
11:Gasification lost:6 %
Water
LP 104 t/h
Cond. A 421 t/h
Boiler blow-down 6 t/h, 103 bar, 313 °C
BFW 604 t/h, 120 bar, 187 °C
13bar
4.2bar
7bar0t/h
Chips 355 t/h, 15 °C, 50 %
Saltcake 1.4 t/h
LP-condensate 267 t/h
Pyrolysis gas
180 t/h, 66 °C, 50 %
HP -steam 598 t/h, 103 bar, 505 °C
Flue gas 806 t/h
183 °C
Smelt 63 t/h
Bark parameters
Oxidised WL
WL 346 t/h, AA 113 g/l
BL156t/h,
TDS822kg/t
MP-condensate 140 t/h
* Kangas, Kaijaluoto and Määttänen (2013), Evaluation of Future Pulp Mill Concepts – Reference Model of Modern Nordic Kraft Pulp Mill, to be submitted to NPPRJ](https://image.slidesharecdn.com/9hytnen-concept-evaluations-130920062413-phpapp01/85/Concept-evaluations-19-320.jpg)


The document summarizes the concept evaluation approach used by the FuBio research program to analyze new process ideas and concepts. It involves preliminary screening of concepts using light techno-economic analysis to generate cost estimates and compare concepts. Promising concepts are then modeled more quantitatively using process modeling and economic analysis. Example results are presented for preliminary screening of hot water extraction concepts and ionic liquid fractionation methods to recover hemicelluloses and lignin.



























































![Getting Started with Apache Spark: Big Data Made Simple [Free Meetup]](https://cdn.slidesharecdn.com/ss_thumbnails/apachesparkgettingstarted-260203175547-8361bcc3-thumbnail.jpg?width=640&height=640&fit=bounds)





