Download to read offline






![Pankaj Sharma, Kamaljeet Bhambri / International Journal of Engineering Research and
Applications (IJERA) ISSN: 2248-9622 www.ijera.com
Vol. 3, Issue 2, March -April 2013, pp.429-436
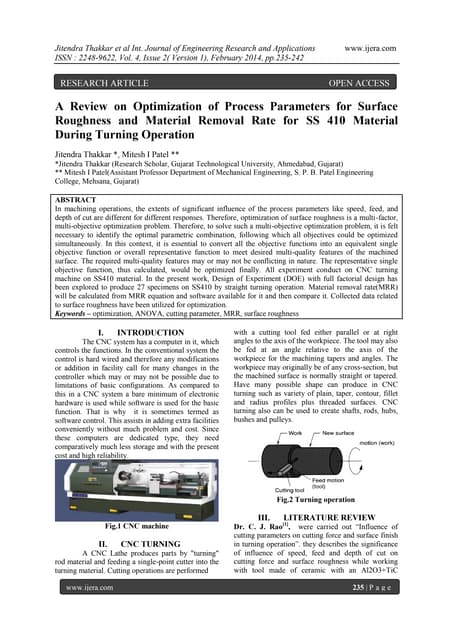
Table 12: ANOVA calculations for means of GRG
V D SS MS F P C
F
C 5 0.0706 0.0141 3.50 0.05 41.29***
S
F 2 0.0546 0.0273 6.78 0.01 31.93**
D 2 0.0135 0.0067 1.68 0.24 7.89*
E 8 0.0323 0.0040 18.89
T 17 0.1710 100 Fig 4Main effect plot for S/N Ratio of GRG
Table 13: ANOVA calculations for S/N ratio of
GRG
V D SS MS F P C
F
C 5 17.65 3.531 3.15 0.07 40.30
S 3 ***
F 2 13.75 6.878 6.14 0.02 31.40
6 **
D 2 3.430 1.715 1.53 0.27 7.83*
E 8 8.965 1.121 20.47
T 17 43.80 100 Fig 5 Interaction plot for means of GRG
4
7. Determination of Optimum Condition:
Table 14 Response Table for means of GRG Both the response and S/N ratio are used to derive the
Level CS F DOC optimum conditions. Since for quality characteristic,
1 0.5133 0.6429 0.5983 Grey Relational Grade larger the better approach is
2 0.5262 0.5207 0.5312 desirable, the largest is the ideal level for a
3 0.5177 0.5321 0.5663 parameter. The S/N ratio is always highest at the
4 0.6495 optimum condition. The graphs of Figures 2 and 3
5 0.6575 are used to determine the optimum process
6 0.5273 parameters combination. The optimum combination
Delta 0.1442 0.1222 0.0671 is therefore V5-F1-D1.
Rank 1 2 3
7.1 Predictive Equation and Verification:
Table 15 Response Table for S/N Ratio of GRG The predicted values of GRG, MRR and Ra at the
Level CS F DOC optimal levels are calculated by using the relation:
1 -6.013 -3.868 -4.579
2 -5.792 -5.855 -5.646
3 -5.735 -5.551 -5.049
4 -3.759 Where,
5 ñ - Predicted response value after optimization,
-3.645
6 -5.604 - Total mean value of quality characteristic,
Delta 2.368 1.988 1.067 - Mean value of quality characteristic at
Rank 1 2 3 optimum level of each parameter and
o - Number of main machining parameters that affect
the response parameter.
Applying this relation, predicted values of GRG,
MRR and Ra at the optimum conditions are
calculated as:
1. ñGRG = 0.5652 + [ (0.6575 - 0.5652) + (0.6429 –
0.5652) + (0.5983 - 0.5652) ]
= 0.7683
2. ñRa = 0.9222 + [ (1.0067 – 0.9222) + (0.8217 –
0.9222) + (0.8200 – 0.9222 ]
Fig 3 Main effect plot for means of GRG = 0.8040 µm.
434 | P a g e](https://image.slidesharecdn.com/bq32429436-130322064410-phpapp02/85/Bq32429436-6-320.jpg)
![Pankaj Sharma, Kamaljeet Bhambri / International Journal of Engineering Research and
Applications (IJERA) ISSN: 2248-9622 www.ijera.com
Vol. 3, Issue 2, March -April 2013, pp.429-436
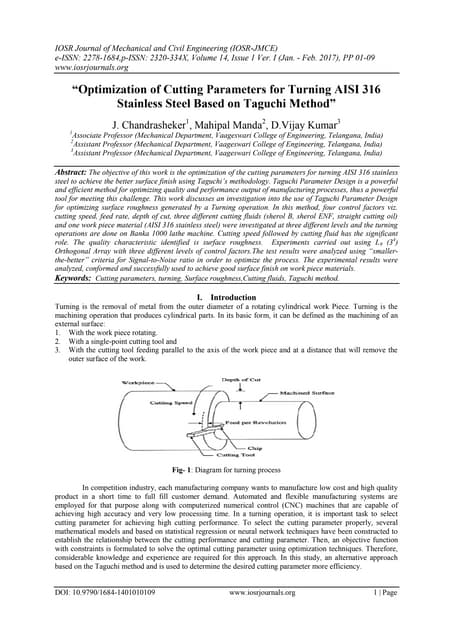
OL-Optimum Levels of Parameters
3. ñMRR = 438.4 + [ (497.9 – 438.4) + (436.0 – POV-Predicted Optimum value
438.4) + (416.2 – 438.4) ] EOV-Experimental Optimum Value
= 473.3 mm³/sec. OR-Optimum Range of MRR and Surface
Roughness
The robustness of this parameter optimization is
verified experimentally. This requires the 9. Conclusions
confirmation run at the predicted optimum In this study, the Grey relational based Taguchi
conditions. The experiment is conducted twice at the method was applied for the multiple performance
predicted optimum conditions. characteristics of turning operations.
A grey relational analysis of the Material removal
Verifications rate and the surface roughness obtained from the
1. For Material Removal Rate (MRR) Taguchi method reduced from the multiple
The calculated value of MRR at the optimum performance characteristics to a single performance
condition (V5-F1-D1) is 488.8 mm³/sec. The error in characteristic which is called the grey relational
the predicted optimum value (473.3) and the grade. Therefore, the optimization of the complicated
calculated value (488.8) is only 3.2%. multiple performance characteristics of the processes
can be greatly simplified using the Grey relational
2. For Surface Roughness (Ra) based Taguchi method. It is also shown that the
The average of two measured values (0.82, 0.86) of performance characteristics of the turning operations,
the response at the optimum condition (V5-F1-D1) is such as the material removal rate and the surface
0.84 μm. The error in the predicted optimum value roughness are greatly enhanced by using this method.
(0.8040) and experimental value (0.84) is only 4.4%.
References
Hence, so good agreement between the actual and the [1] Akhyar, G. et al. (2008), “Application of
predicted results is observed. Since the percentage Taguchi method in the optimization of turning
error is less than 5%, it confirms excellent parameters for surface roughness”, International
reproducibility of the results. The results show that Journal of Science Engineering and
using the optimal parameter setting (V5-F1-D1) a Technology, vol.1, no.3, pp. 60-66.
higher material removal rate is achieved with lower [2] Chakradhar, D. and Venu Gopal, A. (2011),
surface roughness. “Multi-objective optimization of
electrochemical machining of en31 steel by
8. Results grey relational analysis”, International Journal
The effect of three machining parameters i.e. Cutting of Modeling and optimization, vol. 1, no.2, pp.
speed, Feed rate and Depth of cut and their 113-117.
interactions are evaluated using ANOVA. The [3] David Pye et al. “Chromiun Steel Article for
purpose of the ANOVA in this study is to identify the AISI H13 Hot Work Tool Steel by Pye
important turning parameters in prediction of Metallurgical consulting” at
Material Removal Rate and Surface roughness. Some http://www.heattreatonline.com/
important results come from ANOVA and plots are ChromiumSteelArticle.pdf
given here. Table 16 shown below shows that optimal [4] Datta, R. and Majumdar, A. (2010),
values of surface roughness and material removal rate “Optimization of turning process parameters
that lie between the optimal ranges. using multi-objective evolutionary algorithm”
Institute of electrical and electronics engineers
Table 16 Optimal values of machining and (IEEE), vol. 2010, article id 978-1-4244-8126-
response parameters 2/10.
CP OV OL POV EOV OR [5] Dhanabalan, S. et al. (2011), “Optimization of
EDM process parameters with multiple
CS 270 V5- MRR= MRR= 473.3 performance characteristics for titanium grades”
473.3 488.8 <MRR> European Journal of Scientific research, vol. 68,
F 0.1 F1- 488.8 no. 3, pp. 297-305.
[6] Gonzalez, L.W.H. et al. (2011), “Study of
D 0.5 D1 Ra= Ra= 0.8040 performance of high speed turning of AISI1045
0.8040 0.84 < Ra > using the volumetric dimension of cutting tool
0.84 life” International journal of advances in
machining and forming operations, vol. 3, no.1,
Where, pp.19-32.
CP-Cutting Parameters
OV-Optimal Values of Parameters
435 | P a g e](https://image.slidesharecdn.com/bq32429436-130322064410-phpapp02/85/Bq32429436-7-320.jpg)
![Pankaj Sharma, Kamaljeet Bhambri / International Journal of Engineering Research and
Applications (IJERA) ISSN: 2248-9622 www.ijera.com
Vol. 3, Issue 2, March -April 2013, pp.429-436
[7] Ghani, M.U. et al. (2007), “An investigation of Response Surface Methodology and Taguchi
heat partition and tool wear in hard turning of Approach” International journal of industrial
H13 tool steel with CBN cutting tools” engineering computations, vol. 2, pp. 819-830.
International Journal of Advance [12] Sathiya, P. and Jaleel, M.Y.A. (2010), “Grey
Manufacturing and Technology, article id 170- Based Taguchi method for optimization of bead
007-1282-7. geometry in laser bead on plate welding”
[8] Hassan, K. et al. (2012) “Experimental Advances in Production Engineering and
investigation of Material removal rate in CNC Management, vol. 5, no. 4, pp. 225-234.
turning using Taguchi method” International [13] Solhjoei, N. et al. (2012), “Investigation in
Journal of Engineering Research and electric discharge machining”Research Journal
application, vol. 2, no. 2, pp. 1581-1590 of Applied Science, Engineering and
[14] Jaharah, A.G. et al. (2009), “Surface integrity of echnology, vol. 4, no. 14, pp. 3005-3014.
AISI H13 tool steel in end milling process” [14] Thamizhmani, S. et al. (2007), “Analysis of
International Journal of Mechanical and surface Roughness by using Taguchi Method”,
Materials Engineering (IJMME), vol. 4, no. 1, Achievements in materials and manufacturing
pp. 88 -92. engineering, vol. 20, no. 1, pp. 503-505.
[9] Mahapatra, S.S. et al. (2006), “Parametric [15] Velibor, M. and Milos, M. (2011),
analysis and optimization of cutting parameters “Optimization of surface roughness in turning
for turning operations based on taguchi alloy steel by using taguchi method” Scientific
method” Proceedings of the international research and essays, vol. 6, no. 16, pp. 3474-
conference on global manufacturing and 3484.
innovation, - July 27-29/2006, pp. 1-9.
[17] Modh, N.R. et al. (2009), “An experimental
investigation to optimize the process parameters
of AISI 52100 steel in hot machining”
International journal of engineering research
and applications, vol. 1, no. 3, pp.483-489.
[18] Natarajan, C. et al. (2011), “Investigation of
cutting parameters of surface roughness for a
non ferrous material using artificial neural
network in cnc turning”, Journal of mechanical
engineering, vol. 3, no. 1, pp. 1-14.
[19] Ojel, T. and Karpat, Y. (2004), “Predictive
modeling of surface roughness and tool wear in
hard turning using regression and neural
networks” International Journal of Machine
Tools and Manufacture, vol. 45, pp. 467–479.
[10] Pawade, R.S. and Joshi, S.S. (2011), “Multi-
objective optimization of surface roughness and
cutting forces in high speed turning of Inconel
718 using taguchi grey relational analysis
(TGRA)” International Journal of Advance
Manufacturing technology, vol. 56, pp. 47-62.
[19] Qamar, S.Z. et al. (2009), “Effect of heat
treatment on mechanical properties of H13
steel” 13th international research/expert
conference „Trends in the development of
machinery and associated technology‟,
TMT2009, Hammamet, Tunisia, 16-21 October,
2009 .
[20] Ramanujam, R. et al. (2011), “Optimization of
cutting parameters for turning Al-SiC(10p)
MMC using ANOVA and grey relational
analysis” International Journal of precision
engineering and manufacturing, vol. 12, no.4,
pp. 651-656.
[11] Sahoo, A.K. and Sahoo, B. (2011), “Surface
Roughness model and parametric optimization
in finish turning using coated carbide insert:
436 | P a g e](https://image.slidesharecdn.com/bq32429436-130322064410-phpapp02/85/Bq32429436-8-320.jpg)

The document presents an experimental investigation of CNC turning parameters specific to AISI H13 steel, focusing on surface roughness and material removal rate (MRR). It utilizes Taguchi's orthogonal arrays and ANOVA for optimization, revealing optimal conditions as cutting speed 210 m/sec, feed rate 0.3 mm/rev, and depth of cut 1.5 mm, resulting in a surface roughness (Ra) of 0.84 μm and MRR of 488.8 mm3/sec. The study emphasizes the impact of various machining parameters on quality in manufacturing processes.