Downloaded 99 times

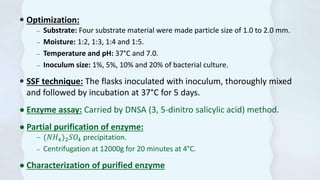




![Various parameters that affects enzyme activity were optimized:
Optimum temperature: 50°C
Optimum pH: 6
Figure: (A) Temperature optimization for enzyme production [30°C to 70°C].
(B) pH optimization for enzyme production [5 to 9].](https://image.slidesharecdn.com/aamylase-180705161455/85/Alpha-amylase-12-320.jpg)






The document discusses α-amylase, a crucial enzyme that catalyzes the hydrolysis of starch into glucose and maltose, highlighting its sources, production methods, and potential applications across various industries. Through experiments, Bacillus subtilis was identified as an effective producer of α-amylase, with optimal production conditions established using mustard oilseed cake as a substrate. The findings emphasize the enzyme's significance in the starch conversion, bakery, detergent, and textile industries, while promoting microbial production as an environmentally friendly approach.



































































