








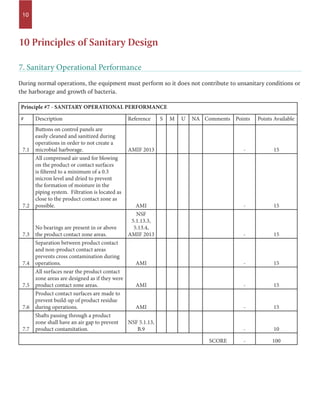


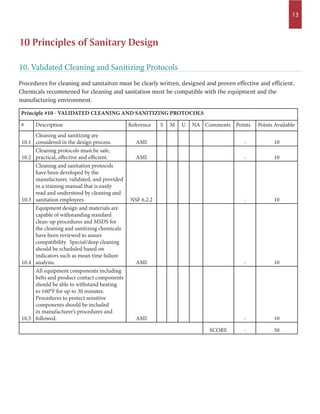






The document provides sanitary design principles and a checklist for food processing equipment. It was created by an Equipment Design Task Force comprised of various meat and poultry companies. The task force identified 10 principles of sanitary design for equipment. These principles are aimed at reducing risks of contamination and include requirements for equipment to be cleanable, made of compatible materials, accessible for cleaning, self-draining, sealed, free of niches, and ensure sanitary operational performance. The checklist can be used by equipment manufacturers and processors to evaluate if equipment meets these principles. The design principles are intended to promote a standard for sanitary equipment design industry-wide.