1. ОПИСАНИЕ
ПОЛЕЗНОЙ
МОДЕЛИ К
ПАТЕНТУ
(12)
РЕСПУБЛИКА БЕЛАРУСЬ
НАЦИОНАЛЬНЫЙ ЦЕНТР
ИНТЕЛЛЕКТУАЛЬНОЙ
СОБСТВЕННОСТИ
(19) BY (11) 6423
(13) U
(46) 2010.08.30
(51) МПК (2009)
G 01F 11/00
(54) УСТРОЙСТВО ДЛЯ ДОЗИРОВАНИЯ ЖИДКОТЕКУЧИХ ФЛЮСОВ
(21) Номер заявки: u 20091115
(22) 2009.12.31
(71) Заявитель: Государственное науч-
ное учреждение "Институт механи-
ки металлополимерных систем име-
ни В.А.Белого Национальной ака-
демии наук Беларуси" (BY)
(72) Авторы: Ковтун Вадим Анатольевич;
Пасовец Владимир Николаевич (BY)
(73) Патентообладатель: Государственное
научное учреждение "Институт меха-
ники металлополимерных систем име-
ни В.А.Белого Национальной акаде-
мии наук Беларуси" (BY)
(57)
Устройство для дозирования жидкотекучих флюсов, содержащее корпус, в котором
расположены клапан со штоком и пружина для закрытия клапана, электромагнит и нако-
нечник, отличающееся тем, что устройство содержит крышку с заливной горловиной,
реле времени срабатывания клапана, синхронизированное с электромагнитом, упор пру-
жины, закрепленный на штоке, четыре перемешивающие лопасти прямоугольного сече-
ния, расположенные симметрично относительно оси штока, распределенные равномерно
на участке штока между поверхностями клапана и упора пружины и закрепленные под
углом 45° каждая относительно соседней перемешивающей лопасти, а также нагреватель-
ный элемент, расположенный внутри стенок корпуса.
Фиг. 1
BY6423U2010.08.30
2. BY 6423 U 2010.08.30
2
(56)
1. Патент РБ 3851, МПК7
C 23C 24/08, B 22F 7/04; опубл. 30.03.2001.
2. Патент РБ 11638, МПК7
G 01F 11/00, B 67C 3/00; опубл. 28.02.2009 (прототип).
Полезная модель относится к области порошковой металлургии, в частности к устрой-
ствам, которые позволяют подавать и дозировать предварительно подогретые жидкотеку-
чие флюсы с различными реологическими характеристиками при нанесении покрытий
методом электроконтактного припекания.
Известны способы получения порошковых покрытий, требующие предварительного
подогрева наносимого желеобразного флюса до температуры 110-130 °С [1].
Известно устройство для дозирования жидкотекучих продуктов с различными реоло-
гическими характеристиками, состоящее из корпуса, в котором расположен клапан со
штоком, являющийся сердечником электромагнита, насадки, электромагнита, установлен-
ного в верхней части корпуса, пружины для закрытия клапана, выполненного в виде полу-
сферы со съемным сменным трехгранным наконечником [2].
Недостатком известного изобретения является невозможность производить предвари-
тельный и равномерный по всему объему нагрев дозируемого продукта.
Задачей полезной модели является предварительный подогрев и надежное обеспече-
ние точного дозирования жидких флюсов с различными реологическими характеристика-
ми в режиме автоматического срабатывания дозатора через любые, строго установленные
временные интервалы.
Поставленная задача решается за счет того, что устройство для дозирования жидкоте-
кучих флюсов, содержащее корпус, в котором расположены клапан со штоком и пружина
для закрытия клапана, электромагнит и наконечник, содержит крышку с заливной горло-
виной, реле времени срабатывания клапана, синхронизированное с электромагнитом, упор
пружины, закрепленный на штоке, четыре перемешивающие лопасти прямоугольного се-
чения, расположенные симметрично относительно оси штока, распределенные равномер-
но на участке штока между поверхностями клапана и упора пружины и закрепленные под
углом 45° каждая относительно соседней перемешивающей лопасти, а также нагреватель-
ный элемент, расположенный внутри стенок корпуса.
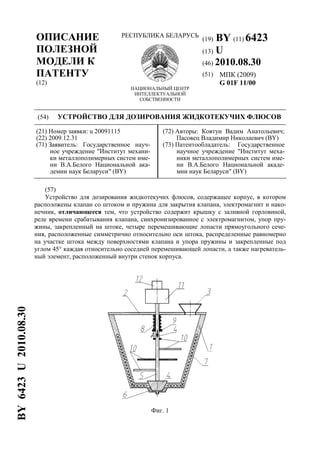
На фиг. 1 схематично изображено устройство для дозирования жидкотекучих флюсов.
На фиг. 2 схематично показано расположение перемешивающих лопастей.
Дозатор содержит корпус 1, крышку 2 с заливной горловиной 3, клапан 4 со штоком 5,
наконечник 6, нагревательный элемент 7, пружину для закрытия клапана 8, упор пружины
9, четыре перемешивающие лопасти 10, электромагнит 11, реле времени срабатывания
клапана 12.
Корпус 1 представляет собой резервуар, в который через заливную горловину 3, уста-
новленную в крышке 2, подается дозируемый жидкотекучий флюс. Внутри стенок корпу-
са 1 установлен нагревательный элемент 7. Внутри корпуса 1 расположены клапан 4,
выполненный в виде усеченного конуса и соединенный со штоком 5, который, в свою
очередь, соединен с электромагнитом 11, синхронизированным с реле времени срабаты-
вания клапана 12, и пружина для закрытия клапана 8, обеспечивающая быстрое закрытие
клапана 4. Электромагнит 11 обеспечивает перемещение штока 5 в вертикальной плоско-
сти с заданной частотой, обеспечиваемой реле времени срабатывания клапана 12. Для пе-
ремешивания и равномерного прогрева дозируемого флюса применены четыре
перемешивающие лопасти 10 прямоугольного сечения, расположенные симметрично от-
носительно оси штока 5, распределенные равномерно на участке штока 5 между поверх-
ностями клапана 4 и упора пружины 9 и закрепленные под углом 45° каждая относительно
соседней перемешивающей лопасти 10. Клапан 4 снабжен наконечником 6.
Устройство работает следующим образом.
3. BY 6423 U 2010.08.30
3
Жидкотекучий флюс заливают в корпус 1 через заливную горловину 3 в крышке 2.
После чего производится нагрев залитого флюса до температуры 110-130 °С за счет тепла,
выделяемого нагревательными элементами 7. При включении реле времени срабатывания
клапана 12 электромагнит 11 поднимает шток 5 и открывает клапан 4. Флюс из корпуса 1
устремляется в зазор, образуемый клапаном 4, корпусом 1 и наконечником 6. Через задан-
ный промежуток времени реле времени срабатывания клапана 12 выключается, электро-
магнит 11 отключается и шток 5 с клапаном 4 под действием собственного веса и
отжимной пружины 8 опускается, перекрывая выпускное отверстие и выталкивая некото-
рый объем флюса через выпускное отверстие в наконечнике 6. При возвратно-
поступальном движении штока 5 перемешивающие лопасти 10 перемешивают дозируе-
мый флюс, поддерживая тем самым равномерную температуру по всему его объему.
С использованием устройства для дозирования жидкотекучих флюсов были получены
покрытия из медного порошка.
Устройство для дозирования жидкотекучих флюсов позволяет интенсифицировать
процесс дозирования, расширить эксплуатационные возможности установки для электро-
контактного припекания порошковых покрытий, а также повысить механические свойства
получаемых покрытий.
Фиг. 2
Национальный центр интеллектуальной собственности.
220034, г. Минск, ул. Козлова, 20.
![BY 6423 U 2010.08.30
2
(56)
1. Патент РБ 3851, МПК7
C 23C 24/08, B 22F 7/04; опубл. 30.03.2001.
2. Патент РБ 11638, МПК7
G 01F 11/00, B 67C 3/00; опубл. 28.02.2009 (прототип).
Полезная модель относится к области порошковой металлургии, в частности к устрой-
ствам, которые позволяют подавать и дозировать предварительно подогретые жидкотеку-
чие флюсы с различными реологическими характеристиками при нанесении покрытий
методом электроконтактного припекания.
Известны способы получения порошковых покрытий, требующие предварительного
подогрева наносимого желеобразного флюса до температуры 110-130 °С [1].
Известно устройство для дозирования жидкотекучих продуктов с различными реоло-
гическими характеристиками, состоящее из корпуса, в котором расположен клапан со
штоком, являющийся сердечником электромагнита, насадки, электромагнита, установлен-
ного в верхней части корпуса, пружины для закрытия клапана, выполненного в виде полу-
сферы со съемным сменным трехгранным наконечником [2].
Недостатком известного изобретения является невозможность производить предвари-
тельный и равномерный по всему объему нагрев дозируемого продукта.
Задачей полезной модели является предварительный подогрев и надежное обеспече-
ние точного дозирования жидких флюсов с различными реологическими характеристика-
ми в режиме автоматического срабатывания дозатора через любые, строго установленные
временные интервалы.
Поставленная задача решается за счет того, что устройство для дозирования жидкоте-
кучих флюсов, содержащее корпус, в котором расположены клапан со штоком и пружина
для закрытия клапана, электромагнит и наконечник, содержит крышку с заливной горло-
виной, реле времени срабатывания клапана, синхронизированное с электромагнитом, упор
пружины, закрепленный на штоке, четыре перемешивающие лопасти прямоугольного се-
чения, расположенные симметрично относительно оси штока, распределенные равномер-
но на участке штока между поверхностями клапана и упора пружины и закрепленные под
углом 45° каждая относительно соседней перемешивающей лопасти, а также нагреватель-
ный элемент, расположенный внутри стенок корпуса.
На фиг. 1 схематично изображено устройство для дозирования жидкотекучих флюсов.
На фиг. 2 схематично показано расположение перемешивающих лопастей.
Дозатор содержит корпус 1, крышку 2 с заливной горловиной 3, клапан 4 со штоком 5,
наконечник 6, нагревательный элемент 7, пружину для закрытия клапана 8, упор пружины
9, четыре перемешивающие лопасти 10, электромагнит 11, реле времени срабатывания
клапана 12.
Корпус 1 представляет собой резервуар, в который через заливную горловину 3, уста-
новленную в крышке 2, подается дозируемый жидкотекучий флюс. Внутри стенок корпу-
са 1 установлен нагревательный элемент 7. Внутри корпуса 1 расположены клапан 4,
выполненный в виде усеченного конуса и соединенный со штоком 5, который, в свою
очередь, соединен с электромагнитом 11, синхронизированным с реле времени срабаты-
вания клапана 12, и пружина для закрытия клапана 8, обеспечивающая быстрое закрытие
клапана 4. Электромагнит 11 обеспечивает перемещение штока 5 в вертикальной плоско-
сти с заданной частотой, обеспечиваемой реле времени срабатывания клапана 12. Для пе-
ремешивания и равномерного прогрева дозируемого флюса применены четыре
перемешивающие лопасти 10 прямоугольного сечения, расположенные симметрично от-
носительно оси штока 5, распределенные равномерно на участке штока 5 между поверх-
ностями клапана 4 и упора пружины 9 и закрепленные под углом 45° каждая относительно
соседней перемешивающей лопасти 10. Клапан 4 снабжен наконечником 6.
Устройство работает следующим образом.](data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7)