Download to read offline











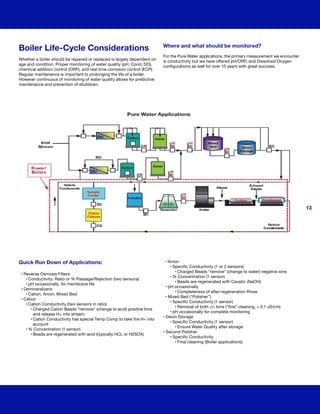



The document discusses the optimization of boiler and feedwater pump efficiency to enhance power generation and reduce emissions in utility boilers, highlighting methods like feedwater flow control and pump speed regulation. It emphasizes the importance of accurate steam measurement and the challenges of maintaining combustion efficiency while minimizing excess air to lower fuel costs and emissions. Yokogawa solutions, including advanced pressure transmitters and vortex flow meters, are presented as effective tools for achieving these objectives.