Productletter quick scan dutch six sigma may 2017
•
1 like•104 views

basic controls, short loop and long loop

Recommended
Recommended
More Related Content
Similar to Productletter quick scan dutch six sigma may 2017
Similar to Productletter quick scan dutch six sigma may 2017 (20)
More from Leo Monhemius
More from Leo Monhemius (8)
Productletter quick scan dutch six sigma may 2017
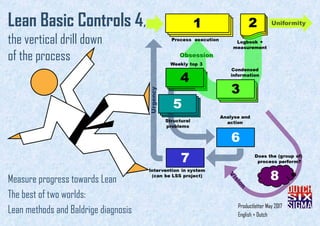
- 1. Productletter May 2017 English + Dutch Lean Basic Controls 4, the vertical drill down of the process Measure progress towards Lean The best of two worlds: Lean methods and Baldrige diagnosis
- 2. Why perform this analysis? A program can keep you busy without being sure if the results are met. The program manager does what he can, but within the boundaries of the organization. It is only a sample; some people will spent 20 minutes in an interview. How does it work? Selecting one or more important processes. Each pro- cess is analyzed from top (vision) to the details of exe- cution. We will interview, covering four levels: 1. What is the purpose of the process? (purple) 2. How are performance and structural changes managed? (blue) 3. Control of execution? Logbook or visual manage- ment and incremental improvements. (green) 4. Actual work process. Does everyone do the same? Under time pressure? How is training? (yellow) At each level we will not only ask for the improvement process, but also for the process risks. Outcome? The result is an overview per process of the quality at each of the four levels. Also for a well developed Lean Program this will always result in surprising insights and new idea’s for the program manager. Proven? The method has been applied in several large organizations, the vertical coherence in a process is made visible in a relatively short time. Example Project organization The selected process is project-information. Triggered by a few claims that were caused by giving suppliers the wrong version of information. 1. The purpose is correct information, and after some talking….. Everyone verifies the data eve- ryday, which is time-consuming. Actually the pur- pose is: information that we can trust. 2. Now we meet project administration. It is com- mon practice to correct data after the deadline. Of course everybody who started off with the original information must be informed….. 3. The discipline manager explains reality. Dead- lines are hard, but his people receive the input too late, or they suffer minor changes. 4. The engineers do the best they can within their influence. They share tricks to deal with the reali- ty. The management system determines the re- quired output. By doing the work in a clever se- quence and by developing close relationships with the supplying engineers, they succeed in the backlog not getting worse. Was this useful? This organization will not benefit from an improved and strict IT-system (as is in the planning), because that may block the informal lubricant between the engineers. Introduction could even backfire, however ìf each engi- neer would bring results in time and complete, that would be a major accomplishment since much time is lost. After the interview a projectleader reassure me: “we are highly educated so we will find ways very fast to deal with the new IT-package.” Example (Process) industry The process of Permit to Work is selected. Contractors complain about sometimes waiting an hour before work can start. Also the unpredictability is a problem because work has to be finished in overtime. The Management Team is concerned about the increasing frequency of near-incidents and is aware that that not all is being reported. 1. For the purpose of safe work, jobs are prepared in detail, but at the day of execution everything is verified again with the present conditions. 2. The site-coordinator of the permit process is re- sponsible for the procedures, improving them continuously. But in each plant the interpretation can vary….. 3. The plant managers are directly managing the permit desk crew. But focus is on critical activities or on complaints by contractors. 4. Frequently small issues are resolved. (Unfortunately not always recorded so that it could happen again.) Was this useful? The improvement program is monitored on accountable cost reductions in the operations. Maintenance and contractors are a main area of interest. Yet one plant is down for three months, caused by an erroneous manual switching in the control room. It is the result of a miscommunication in maintenance during operation. The costs by far exceed the benefits of the improvement program that year. A plant manager sighed at the end of the interview: “For a successful plant, dullness and boredom are the best”. © Dutch Six Sigma Mei 2017 Leo Monhemius Measure progress towards Lean, best of two worlds: Lean methods and Baldrige diagnosis
- 3. Productbrief Mei 2017 Lean Basic Controls 4, Verticale doorlichting van processen Meet de voortgang op weg naar Lean. Het beste van twee werelden: Lean methode en EFQM diagnose
- 4. Waarom deze analyse? Met een programma kun je al een tijd bezig zijn zonder zeker te weten of de doelen echt worden gehaald. De programmaleider doet zijn best, maar moet ook be- wegen in een spanningsveld. Dit is een steekproef, slechts een klein deel van de or- ganisatie wordt belast, met een 20 minuten gesprek. Hoe werkt het? Samen kiezen we één of meer belangrijke processen. We lichten ieder proces door, van boven (visie) tot en met de uitvoering. We voeren interviews uit op vier niveaus. 1. Wat is de bedoeling van het proces ? (paars) 2. Hoe worden de prestatie en structurele verande- ringen beheerst? (blauw) 3. Hoe wordt de uitvoering beheerst? Logboek of Visual management en stapsgewijze verbeterin- gen. (groen) 4. Werkwijze zelf. Doet iedereen hetzelfde? Onder tijdsdruk? Hoe is de training? (geel) Op ieder niveau vragen we niet alleen naar verbeter- kansen, maar ook naar de procesrisico’s. Resultaat? De uitkomst is een overzicht per proces van de kwaliteit op de verschillende niveaus. Ook wanneer er een gedetail- leerd Lean programma loopt geeft dit altijd verrassende inzichten en nieuwe ideeën voor de programma manager. Bewezen? De werkwijze is bewezen bij een aantal grote bedrijven; de verticale samenhang in een proces wordt zichtbaar ge- maakt zonder veel inspan- ning. Voorbeeld Projectorganisatie Als proces is gekozen voor projectinformatie. Aanlei- ding zijn een paar claims, die terug te voeren waren op het geven van de verkeerde versie aan toeleveranciers. 1. Het doel is foutloze informatie, en na even door- praten … iedereen controleert alles zelf, wat veel tijd kost. Dus het doel is eigenlijk: informatie waar je op kunt vertrouwen. 2. We komen nu bij de projectadministratie. Het komt regelmatig voor dat informatie na de forme- le deadline nog wordt verbeterd. Natuurlijk moet iedereen, die er al mee aan de slag is gegaan, worden ingelicht….. 3. De discipline manager legt uit hoe dingen echt gaan. Deadlines zijn hard, maar zijn mensen krij- gen steeds de informatie te laat; of er zijn vlak voor de deadline kleine wijzigingen. 4. De engineers doen het beste wat binnen hun be- reik ligt. Ze delen met elkaar manieren om dat zo goed mogelijk te doen. Het managementsysteem legt de output vast. Maar het door het werk in een slimme volgorde te doen, en door goede re- laties met de toeleverende engineers te onder- houden, lukt het de achterstanden niet groter te laten worden. Was dit nuttig? Deze organisatie is niet geholpen met verbeterde en strakkere IT-oplossingen (die in de planning staan), want dat zou de informele geoliede samenwerking tus- sen engineers kunnen verstoren. Invoering zou zelfs een terugslag kunnen veroorzaken. Maar wanneer iedere engineer op tijd en ineens volle- dig zijn output kan opleveren, zou dat een enorme ver- betering zijn; er gaat veel tijd verloren. Een projectleider stelde mij gerust na het interview: “we zijn allemaal heel hoog opgeleid, dus we vinden snel een manier om met de nieuwe software om te gaan.” Voorbeeld (Proces) industrie Het proces van werkvergunningen is gekozen. Alle con- tractors klagen dat het soms een uur kost om aan het werk te gaan. Ook de onvoorspelbaarheid is een pro- bleem omdat de klus dan in overuren moet worden af- gemaakt. Ook maakt het MT zich vooral zorgen over de stijgende lijn in bijna ongevallen, en dat niet alles wordt gemeld. 1. Het doel is veilig werken, daarom wordt het werk precies voorbereid, maar op de dag van uitvoe- ring wordt ook precies gekeken of alles nog klopt. 2. De site-coördinator van het vergunningenproces is verantwoordelijk voor de procedures, deze worden voortdurend verbeterd. Maar binnen de fabrieken kan de interpretatie verschillen….. 3. De plantmanagers sturen zelf de mensen van hun vergunningsbalie aan, maar letten vooral op de afhandeling van kritische activiteiten of grijpen in bij klachten van contractors. 4. Er wordt regelmatig een foutje gevonden en di- rect opgelost. (Helaas niet altijd genoteerd, zodat het weer kan gebeuren) Wat helpt deze analyse? Het lopende verbeterprogramma wordt afgerekend op meetbare besparingen in de bedrijfsvoering. Het onder- houd en de inzet van contractors is een van de grootste aandachtsgebieden. Toch heeft er juist een fabriek 3 maanden stilgelegen door een bedieningsfout, die zijn oorzaak had in de af- stemming met onderhoudswerkzaamheden tijdens be- drijf. De kosten daarvan zijn vele malen hoger dan de opbrengst van het hele verbeterprogramma. De plantmanager verzuchtte bij het slot van het inter- view: “Voor een goede fabriek is saaiheid en verveling het beste”. © Dutch Six Sigma Mei 2017 Leo Monhemius Meet de voortgang naar Lean, beste van twee werelden: Lean methode en EFQM diagnose