1. (19) BY (11) 7086
(13) U
(46) 2011.02.28
ОПИСАНИЕ
ПОЛЕЗНОЙ
МОДЕЛИ К
ПАТЕНТУ
(12)
РЕСПУБЛИКА БЕЛАРУСЬ
НАЦИОНАЛЬНЫЙ ЦЕНТР
ИНТЕЛЛЕКТУАЛЬНОЙ
СОБСТВЕННОСТИ
(51) МПК (2009)
C 03B 33/00
(54) УСТАНОВКА ДЛЯ РАЗДЕЛЕНИЯ ХРУПКОГО НЕМЕТАЛЛИ-
ЧЕСКОГО МАТЕРИАЛА ПОД ДЕЙСТВИЕМ ТЕРМОУПРУГИХ
НАПРЯЖЕНИЙ ПО КРИВОЛИНЕЙНОЙ ТРАЕКТОРИИ
(21) Номер заявки: u 20100640
(22) 2010.07.15
(71) Заявитель: Учреждение образования
"Гомельский государственный уни-
верситет имени Франциска Скори-
ны" (BY)
(72) Авторы: Шершнев Евгений Борисович;
Никитюк Юрий Валерьевич; Соколов
Сергей Иванович (BY)
(73) Патентообладатель: Учреждение обра-
зования "Гомельский государственный
университет имени Франциска Скори-
ны" (BY)
(57)
Установка для разделения хрупкого неметаллического материала под действием тер-
моупругих напряжений по криволинейной траектории, включающая лазер, фокусирую-
щий объектив, координатный стол, блок управления, связанный с компьютером, механизм
нанесения дефекта, отличающаяся тем, что дополнительно содержит устройство форми-
рования кольцевой зоны охлаждения с размещенными на нем со стороны координатного
стола элементами Пельтье, закрепленное соосно на корпусе фокусирующего объектива.
(56)
1. RU 2024441, С1, МПК7
C 03B 33/02, 1994.
2. BY 2164, С1, МПК (2006) C 03B 33/02, 2005 (прототип).
BY7086U2011.02.28
2. BY 7086 U 2011.02.28
2
Полезная модель относится к оборудованию для разделения хрупких неметаллических
материалов под действием термоупругих напряжений и может быть использована в элек-
тронной, стекольной и авиационной промышленности для прецизионной резки хрупких
неметаллических материалов по криволинейным траекториям.
Известна установка для лазерной резки хрупких неметаллических материалов под дей-
ствием термоупругих напряжений, содержащая лазер, фокусирующий объектив, коорди-
натный стол, механизм нанесения дефекта и устройство формирования газожидкостного
факела хладагента круглого сечения [1].
Известная установка обеспечивает возможность разделения пластин из различных
хрупких неметаллических материалов под действием термоупругих напряжений. Приме-
нение известной установки обеспечивает хорошие результаты лишь при резке изделий по
прямым линиям. В случае резки материала по криволинейным траекториям использование
известной установки для разделения стеклоизделий становится нецелесообразным из-за
отклонения разделяющей трещины от контура обработки, обусловленного смещением
центра зоны воздействия хладагента от траектории перемещения центра лазерного пучка.
Это делает невозможной реализацию качественной резки.
Еще одним серьезным недостатком известной установки является использование в ка-
честве хладагента мелкодисперсной воздушно-водяной смеси. Дело в том, что применение
такого хладагента в значительной степени понижает надежность процесса формирования
трещины вследствие нежелательного попадания воды в зону воздействия лазерного излу-
чения. Кроме этого, использование такого хладагента в ряде случаев вообще недопустимо.
Например, при резке плоских дисплейных панелей, в том числе жидкокристаллических
экранов, применение воды крайне нежелательно, так как она может попасть в зазор между
пластинами и привести изделие в негодность.
Наиболее близкой по технической сущности и достигаемому результату к заявляемой
полезной модели является установка для разделения хрупкого неметаллического материала
под действием термоупругих напряжений, содержащая лазер, фокусирующий объектив,
координатный стол, блок управления, связанный с компьютером, механизм нанесения де-
фекта, устройство формирования зоны охлаждения [2].
При этом устройство формирования зоны охлаждения включает форсунку, установ-
ленную на боковой стороне каретки, выполненной в виде кинематической пары, и меха-
низм горизонтального перемещения форсунки.
В случае лазерной обработки по криволинейному контуру блок управления задает
команду механизму горизонтального перемещения форсунки осуществить смещение фор-
сунки в горизонтальной плоскости от касательной к линии воздействия лазерного излуче-
ния непосредственно на линию воздействия лазерного излучения.
Известная установка обеспечивает возможность разделения пластин из различных
хрупких неметаллических материалов под действием термоупругих напряжений по кри-
волинейным траекториям. Однако использование механизма горизонтального перемеще-
ния устройства формирования газожидкостного факела в значительной степени усложняет
конструкцию известной установки и требует значительных дополнительных затрат, свя-
занных как с разработкой и изготовлением самого устройства, так и с соответствующим
усложнением системы управления установки в целом.
Серьезным недостатком известной установки также является использование в качест-
ве хладагента мелкодисперсной воздушно-водяной смеси, применение которой в значи-
тельной степени понижает надежность процесса лазерного термораскалывания вследствие
нежелательного попадания воды в зону воздействия лазерного излучения. Как уже отме-
чалось, использование охлаждения обрабатываемой поверхности газожидкостным факе-
лом в ряде случаев вообще недопустимо.
Техническая задача, решаемая заявляемой полезной моделью - надежная и технически
простая реализация процесса разделения хрупкого неметаллического материала под дей-
ствием термоупругих напряжений по криволинейным траекториям.
3. BY 7086 U 2011.02.28
3
Технический результат, достигаемый полезной моделью, заключается в создании
кольцевой зоны охлаждения, расположенной на обрабатываемой поверхности симметрич-
но относительно центра зоны лазерного нагрева, что обеспечивает формирование симмет-
ричного распределения термоупругих полей относительно криволинейного контура
обработки и нанесение криволинейных трещин в обрабатываемом материале.
Дополнительным техническим результатом является исключение воздействия жидко-
сти хладагента на обрабатываемый материал.
Достижение указанного технического результата обеспечивается тем, что установка
для разделения хрупкого неметаллического материала под действием термоупругих на-
пряжений, включающая лазер, фокусирующий объектив, координатный стол, блок управ-
ления, связанный с компьютером, механизм нанесения дефекта, дополнительно содержит
устройство формирования кольцевой зоны охлаждения с размещенными на нем со сторо-
ны координатного стола элементами Пельтье, закрепленное соосно на корпусе фокуси-
рующего объектива.
В отличие от прототипа введение устройства формирования кольцевой зоны охлажде-
ния, закрепленного на корпусе фокусирующего объектива, позволяет создавать зону ох-
лаждения, расположенную симметрично относительно центра зоны лазерного нагрева.
Это, в свою очередь, гарантирует формирование симметричного распределения термо-
упругих полей относительно любой криволинейной траектории.
При этом для обеспечения соответствующего перемещения материала достаточно
двухкоординатного стола.
Использование в устройстве формирования кольцевой зоны охлаждения элементов
Пельтье позволяет исключить из технологического процесса разделения хрупких неме-
таллических материалов под действием термоупругих напряжений нежелательное попа-
дание воды на обрабатываемый материал.
Это позволяет применить данную технологию для разделения плоских дисплейных
панелей, в том числе жидкокристаллических экранов.
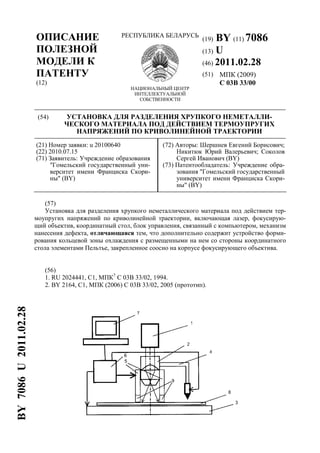
На фигуре схематически изображена заявляемая полезная модель, вид сбоку.
Установка для разделения хрупкого неметаллического материала под действием тер-
моупругих напряжений состоит из лазера 1, фокусирующего объектива 2, координатного
стола 3, механизма 4 нанесения дефекта, устройства 5 формирования кольцевой зоны ох-
лаждения, закрепленного соосно на корпусе фокусирующего объектива 2.
Кроме того, установка содержит блок 6 управления координатным столом 3 и меха-
низмом 4. Работу блока 6 координирует технологическая программа, вводимая в компью-
тер 7. Позицией 8 отмечено изделие из обрабатываемого материала, поверхность которого
охлаждают элементы Пельтье 9, закрепленные со стороны координатного стола в устрой-
стве 5 формирования кольцевой зоны охлаждения.
Лазер 1, как правило, имеет длину волны излучения, соответствующую интенсивному
поглощению поверхностными слоями обрабатываемого материала. Для фокусировки ла-
зерного излучения на обрабатываемой поверхности в пучки круглого сечения используют
объектив 2. Для регулирования подачи излучения от лазера используют заслонку (на фи-
гуре не показана), предназначенную для отвода излучения из зоны обработки во время
проведения операции установки изделия 8 на координатном столе 3, фокусировки лазер-
ного излучения и механизма 4 нанесения дефекта. Координатный стол 3 предназначен для
относительного двухкоординатного перемещения лазерного пучка и обрабатываемого из-
делия 8 в горизонтальной плоскости. Механизм 4 нанесения дефекта предназначен для
нанесения локальной трещины на линии разделения изделия 8 и снабжен устройством пе-
ремещения резца в вертикальной плоскости.
Размещение устройства 5 формирования кольцевой зоны охлаждения на корпусе объ-
ектива 2 естественным образом обеспечивает осесимметричное расположение зоны охла-
ждения относительно центра зоны лазерного нагрева. При этом охлаждение обрабатывае-
мой поверхности обеспечивают элементы Пельтье 9 в составе устройства 5.
4. BY 7086 U 2011.02.28
4
Программное обеспечение компьютера 7 позволяет в соответствии с заданной техно-
логической программой корректировать работу блока 6 по управлению координатным
столом 3. Кроме этого, блок 6 управляет работой устройства 5 и механизма нанесения де-
фекта 4 и положением заслонки, регулирующей подачу излучения лазера 1.
Установка работает следующим образом. Изделие 8 из хрупкого неметаллического
материала устанавливают на координатный стол 3, размещают механизм 4 для нанесения
дефекта над началом предполагаемой траектории разделения и наносят дефект (закол,
надрез) в начале контура термораскалывания. После этого координатный стол 3 совмеща-
ет надрез с начальным положением лазерного пучка. Затем на поверхность обрабатывае-
мого изделия 8 подают лазерное излучение лазера 1, при этом излучение фокусируют
объективом 2 на надрезе в пятно круглого сечения. Далее координатный стол 3 под управ-
лением блока 6 перемещает изделие 8 по прямолинейному или криволинейному контуру
обработки, определяемому технологической программой компьютера 7. Одновременно
подают электрический ток на элементы Пельтье 9, входящие в состав устройства 5 фор-
мирования кольцевой зоны охлаждения. При этом устройство 5 формирует на обрабаты-
ваемой поверхности кольцевую зону охлаждения вокруг зоны лазерного нагрева. Далее в
результате перемещения координатного стола 3 происходят последовательный лазерный
нагрев обрабатываемой поверхности и резкое охлаждение нагретых участков при их неиз-
бежном попадании в зону воздействия элементов Пельтье. При этом использование устрой-
ства 5 обеспечивает формирование симметричного распределения полей температурных
напряжений растяжения и сжатия относительно траектории обработки. Это, в свою очередь,
обеспечивает строгую ориентацию разделяющей трещины вдоль траектории перемещения
центра лазерного излучения.
Применение элементов Пельтье 9 позволяет исключить из технологического процесса
разделения материала 8 под действием термоупругих напряжений нежелательное попада-
ние воды на обрабатываемый материал. Это позволяет применить данную технологию в
случаях, когда недопустимо попадание воды на обрабатываемый материал, в частности
для разделения плоских дисплейных панелей, в том числе жидкокристаллических экранов.
После завершения процесса обработки изделия 8 из хрупкого неметаллического мате-
риала прекращается подача лазерного излучения и хладагента в зону обработки. При этом
компьютер 7 при помощи блока 6 выводит координатный стол 3 в исходное положение.
Таким образом, использование предлагаемой установки обеспечивает прецизионное
разделение по криволинейным траекториям изделий из хрупких неметаллических мате-
риалов. При этом снабжение установки устройством 5 обеспечивает создание кольцевой
зоны охлаждения, расположенной на обрабатываемой поверхности симметрично относи-
тельно центра зоны лазерного нагрева. Это, в свою очередь, обеспечивает формирование
симметричного распределения термоупругих полей относительно криволинейного конту-
ра обработки и несение криволинейных трещин, имеющих строгую ориентацию вдоль
траектории перемещения центра лазерного излучения. При этом упрощается техническая
реализация процесса разделения хрупких неметаллических материалов под действием
термоупругих напряжений за счет используемой пространственной схемы формирования
зон нагрева и охлаждения обрабатываемой поверхности.
Наличие элементов Пельтье в составе устройства 5 позволяет повысить надежность
процесса разделения хрупких неметаллических материалов за счет исключения попадания
воды в зону лазерного воздействия.
Национальный центр интеллектуальной собственности.
220034, г. Минск, ул. Козлова, 20.
![BY 7086 U 2011.02.28
2
Полезная модель относится к оборудованию для разделения хрупких неметаллических
материалов под действием термоупругих напряжений и может быть использована в элек-
тронной, стекольной и авиационной промышленности для прецизионной резки хрупких
неметаллических материалов по криволинейным траекториям.
Известна установка для лазерной резки хрупких неметаллических материалов под дей-
ствием термоупругих напряжений, содержащая лазер, фокусирующий объектив, коорди-
натный стол, механизм нанесения дефекта и устройство формирования газожидкостного
факела хладагента круглого сечения [1].
Известная установка обеспечивает возможность разделения пластин из различных
хрупких неметаллических материалов под действием термоупругих напряжений. Приме-
нение известной установки обеспечивает хорошие результаты лишь при резке изделий по
прямым линиям. В случае резки материала по криволинейным траекториям использование
известной установки для разделения стеклоизделий становится нецелесообразным из-за
отклонения разделяющей трещины от контура обработки, обусловленного смещением
центра зоны воздействия хладагента от траектории перемещения центра лазерного пучка.
Это делает невозможной реализацию качественной резки.
Еще одним серьезным недостатком известной установки является использование в ка-
честве хладагента мелкодисперсной воздушно-водяной смеси. Дело в том, что применение
такого хладагента в значительной степени понижает надежность процесса формирования
трещины вследствие нежелательного попадания воды в зону воздействия лазерного излу-
чения. Кроме этого, использование такого хладагента в ряде случаев вообще недопустимо.
Например, при резке плоских дисплейных панелей, в том числе жидкокристаллических
экранов, применение воды крайне нежелательно, так как она может попасть в зазор между
пластинами и привести изделие в негодность.
Наиболее близкой по технической сущности и достигаемому результату к заявляемой
полезной модели является установка для разделения хрупкого неметаллического материала
под действием термоупругих напряжений, содержащая лазер, фокусирующий объектив,
координатный стол, блок управления, связанный с компьютером, механизм нанесения де-
фекта, устройство формирования зоны охлаждения [2].
При этом устройство формирования зоны охлаждения включает форсунку, установ-
ленную на боковой стороне каретки, выполненной в виде кинематической пары, и меха-
низм горизонтального перемещения форсунки.
В случае лазерной обработки по криволинейному контуру блок управления задает
команду механизму горизонтального перемещения форсунки осуществить смещение фор-
сунки в горизонтальной плоскости от касательной к линии воздействия лазерного излуче-
ния непосредственно на линию воздействия лазерного излучения.
Известная установка обеспечивает возможность разделения пластин из различных
хрупких неметаллических материалов под действием термоупругих напряжений по кри-
волинейным траекториям. Однако использование механизма горизонтального перемеще-
ния устройства формирования газожидкостного факела в значительной степени усложняет
конструкцию известной установки и требует значительных дополнительных затрат, свя-
занных как с разработкой и изготовлением самого устройства, так и с соответствующим
усложнением системы управления установки в целом.
Серьезным недостатком известной установки также является использование в качест-
ве хладагента мелкодисперсной воздушно-водяной смеси, применение которой в значи-
тельной степени понижает надежность процесса лазерного термораскалывания вследствие
нежелательного попадания воды в зону воздействия лазерного излучения. Как уже отме-
чалось, использование охлаждения обрабатываемой поверхности газожидкостным факе-
лом в ряде случаев вообще недопустимо.
Техническая задача, решаемая заявляемой полезной моделью - надежная и технически
простая реализация процесса разделения хрупкого неметаллического материала под дей-
ствием термоупругих напряжений по криволинейным траекториям.](data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7)