Cutting nozzle
•
2 likes•7,393 views

Cutting nozzle tip specification Our products range of cutting tips covers a large scale of usage, suitable for many kinds of branded cutting torches, such as TANAKA, Victor, Lincoln...
Report
Share
Report
Share
Download to read offline

Recommended
Cutting torch-go2-250
Heavy Duty Hand Cutting Torch
Die forged brass head/ valve body/ handle for added strength and durability.
Cutting capacity up to 300mm.
Use G3/8″ inlet thread, other sizes thread are available.
Torch head can be 90°/ 180°/ 75°
Unit weight: 1090 g, length: 52 cm
Gaskets
A gasket fills the space between mating surfaces to prevent leakage when under compression. Gasket material allows for less precise fits between machine parts by filling irregularities. Gaskets are commonly cut from sheet materials and can be non-metallic, semi-metallic, or metallic depending on the application and standards.
Bearing failure-analysis
The document discusses bearing failure analysis, including classifying failure modes, potential causes of premature failure, and how to properly analyze failed bearings. It provides an overview of a training on bearing failure analysis, which examines damaged bearings to determine the root cause of failure. The training aims to help experts classify failure modes and identify causes like lubrication issues, mechanical damage, or material defects. It also outlines best practices for securing evidence from failed bearings to facilitate accurate analysis.
Forging
Forging processes involve shaping metals by applying compressive forces. There are four main types: hammer/drop forging uses gravity impacts, press forging uses hydraulic or mechanical presses, and open-die and closed-die forging differ in whether dies fully contain the metal. Forging increases strength by working the metal and altering its microstructure. Proper die and process design are needed to control metal flow, fill dies completely, and minimize flash and defects. Die materials must withstand thermal and mechanical stresses, while coatings can extend die life.
Gear manufacturing process
This document discusses various gear manufacturing methods including forming processes like extrusion, stamping, and powder metallurgy as well as machining processes like gear shaping, hobbing, and other gear cutting methods. Extrusion can produce gears of any tooth shape in high volumes but is generally used for smaller non-ferrous gears. Stamping is best for low cost, low precision production while powder metallurgy allows for customizable material properties and reduces machining. Gear shaping and hobbing are true generating processes that cut gear teeth through the motion of cutting tools. Hobbing produces the most accurate gears due to averaging of errors across multiple teeth cuts.
Press fit force calculation
Method to calculate the press fit force for device as servo presses, hydraulic presses and other devices used to fit componets in automated assembly line
Yildiz gaz armaturleri cutting and welding product catalogue
Yildiz Gaz Armaturleri is a leading Turkish manufacturer of welding and cutting equipment. It has over 120 employees and produces oxy-gas welding and cutting equipment under the Yildiz brand, which is well-known in Turkey. The company aims to grow internationally in markets in Europe, Asia, the Middle East, and Africa. It has an ISO 9001 certification and produces regulators and other products according to international standards.
L5 measurement of screw thread
The document discusses measurement and metrology of screw threads. It begins with definitions of screw thread terminology such as major diameter, minor diameter, pitch, angle, and forms of threads. It then describes methods for measuring the major diameter, minor diameter, effective diameter, and pitch of screw threads. The key measurement methods discussed are using micrometers, pitch gauges, and a tool maker's microscope. The goal is to understand principles and techniques for measuring characteristics of screw threads.
Recommended
Cutting torch-go2-250
Heavy Duty Hand Cutting Torch
Die forged brass head/ valve body/ handle for added strength and durability.
Cutting capacity up to 300mm.
Use G3/8″ inlet thread, other sizes thread are available.
Torch head can be 90°/ 180°/ 75°
Unit weight: 1090 g, length: 52 cm
Gaskets
A gasket fills the space between mating surfaces to prevent leakage when under compression. Gasket material allows for less precise fits between machine parts by filling irregularities. Gaskets are commonly cut from sheet materials and can be non-metallic, semi-metallic, or metallic depending on the application and standards.
Bearing failure-analysis
The document discusses bearing failure analysis, including classifying failure modes, potential causes of premature failure, and how to properly analyze failed bearings. It provides an overview of a training on bearing failure analysis, which examines damaged bearings to determine the root cause of failure. The training aims to help experts classify failure modes and identify causes like lubrication issues, mechanical damage, or material defects. It also outlines best practices for securing evidence from failed bearings to facilitate accurate analysis.
Forging
Forging processes involve shaping metals by applying compressive forces. There are four main types: hammer/drop forging uses gravity impacts, press forging uses hydraulic or mechanical presses, and open-die and closed-die forging differ in whether dies fully contain the metal. Forging increases strength by working the metal and altering its microstructure. Proper die and process design are needed to control metal flow, fill dies completely, and minimize flash and defects. Die materials must withstand thermal and mechanical stresses, while coatings can extend die life.
Gear manufacturing process
This document discusses various gear manufacturing methods including forming processes like extrusion, stamping, and powder metallurgy as well as machining processes like gear shaping, hobbing, and other gear cutting methods. Extrusion can produce gears of any tooth shape in high volumes but is generally used for smaller non-ferrous gears. Stamping is best for low cost, low precision production while powder metallurgy allows for customizable material properties and reduces machining. Gear shaping and hobbing are true generating processes that cut gear teeth through the motion of cutting tools. Hobbing produces the most accurate gears due to averaging of errors across multiple teeth cuts.
Press fit force calculation
Method to calculate the press fit force for device as servo presses, hydraulic presses and other devices used to fit componets in automated assembly line
Yildiz gaz armaturleri cutting and welding product catalogue
Yildiz Gaz Armaturleri is a leading Turkish manufacturer of welding and cutting equipment. It has over 120 employees and produces oxy-gas welding and cutting equipment under the Yildiz brand, which is well-known in Turkey. The company aims to grow internationally in markets in Europe, Asia, the Middle East, and Africa. It has an ISO 9001 certification and produces regulators and other products according to international standards.
L5 measurement of screw thread
The document discusses measurement and metrology of screw threads. It begins with definitions of screw thread terminology such as major diameter, minor diameter, pitch, angle, and forms of threads. It then describes methods for measuring the major diameter, minor diameter, effective diameter, and pitch of screw threads. The key measurement methods discussed are using micrometers, pitch gauges, and a tool maker's microscope. The goal is to understand principles and techniques for measuring characteristics of screw threads.
Milling Fixture
The document discusses milling fixtures and their components. Milling fixtures securely hold workpieces for milling operations. They have locating elements to precisely position workpieces and clamping elements to securely hold them against cutting forces. Key components of milling fixtures include a base, tenons to locate the fixture on the machine table, setting blocks to position cutters, and clamps or vices to hold workpieces in place. Different types of milling fixtures are used for operations like face milling or gang milling and can have mechanical, hydraulic or pneumatic clamping systems.
Different cutting material and tools with comparision
Here you can find some useful information about cutting material and tools. also some basic comparison about cutting material and their price.
Cutting speed and feed
Cutting speed refers to the rate at which a cutting tool passes over the material surface and is commonly measured in meters per minute. Cutting speed depends on factors like the material, tool, depth of cut, and feed rate. Harder materials and tool materials allow for higher cutting speeds, while softer materials and tools require lower speeds. The cutting speed can be calculated using the spindle speed in revolutions per minute and the tool diameter. Feed rate refers to how quickly the tool is advanced into the workpiece during drilling and depends on factors like the tool, desired surface finish, machine power, and material properties.
press tool, jigs & fixtures, gear and thread manufacturing,manufacturing pro...
press tool, jigs & fixtures, gear and thread manufacturing,manufacturing processes,Production Technology
Gear finishing processes
Explanation of Gear finishing processes including honing, lapping, shaving, burnishing, sand blasting, grinding, shot blasting, shot peening, phosphate coating
Design of shafts couplings ppt
1. Shaft couplings are used to connect shafts that are manufactured separately or to introduce flexibility between shafts. The main types are rigid and flexible couplings.
2. Rigid couplings transmit torque without losses but require perfectly aligned shafts. Flexible couplings allow for misalignment. Common rigid couplings are sleeve, clamp, and flange couplings.
3. Flange couplings use separate cast iron flanges keyed to each shaft end and bolted together. The flanges and bolts are designed to transmit the torque between the shafts. Flexible couplings like bush pin couplings introduce mechanical flexibility.
Mechanical Engineering Technical Interview Q & A_Press tools PDF
This document provides definitions and explanations of various press tools and manufacturing processes. It discusses different types of press tools like molds, jigs, fixtures, and gauges. It defines common press tool operations like blanking, piercing, cutting, forming, and bending. It also provides details on tool elements, materials, and calculations for determining forces, clearances, and capacities involved in press tool operations.
The jig and fixture design procedure
The document summarizes the key steps in the fixture design procedure: 1) locating, 2) clamping, 3) supporting, 4) applying cutter guides, and 5) drawing the fixture outline. It discusses locating and degrees of freedom, describing how locating elements are used to restrict the six degrees of freedom of an object. Specific examples are provided to illustrate how locating points can be applied to a rectangular block to restrict its motion and rotations. The document also discusses clamping elements, support, cutter guidance, and completing the fixture body. Common locating principles like six-point location, 3-2-1 principle, and 4-2-1 principle are explained.
Types of mould
1. The document describes different types of moulds used in plastic injection molding including two plate, three plate, split cavity, side core, and hot runner moulds.
2. A split cavity mould is suitable for moulding components with all-round external undercuts and uses sliding splits, angular lifts, or pins for actuation.
3. A side core or side cavity mould is used for components with local external undercuts and can be actuated via finger cams, dog leg cams, cam tracks, springs, or hydraulics.
Chip formation and types
1) Chip formation involves the shear deformation of work material to form a chip as new material is exposed during cutting.
2) There are four basic types of chips in machining: continuous, discontinuous, serrated, and those with built-up edge (BUE).
3) The type of chip formed depends on factors like the work material, tool geometry, cutting speeds and feeds, and machining environment. Understanding chip formation helps optimize the machining process.
Threading - MMM
This document provides information about thread cutting tools and procedures. It discusses various types of taps used to cut internal threads, including hand taps, tap sizes and sets of taps. It also discusses tap drill sizes, how to tap holes, and methods for removing broken taps. Additionally, it covers threading dies used to cut external threads and the procedures for using hand dies. The objectives are to understand thread cutting tools and processes for both internal and external threads in inch and metric systems.
Jig and fixture
Please refer this file just as reference material. More concentration should on class room work and text book methodology.
Jig and fixture
Reformer Tube Inspection & Issues Affecting Tube Life
This document discusses reformer tube inspection tools and issues affecting tube life. It describes an internal and external inspection system that uses laser scanning and eddy current testing to detect cracks, measure diameter expansion, and monitor creep damage in reformer tubes. Local issues like overheating, thermal shocks, and catalyst fouling can be identified. Comprehensive inspection reports are generated with results for each tube. The non-destructive testing helps assess tube condition and remaining life.
Is 2102.1.1993 general tolerance
This document is the Indian Standard IS 2102 (Part 1) from 1993 that specifies general tolerances for linear and angular dimensions without individual tolerance indications in four tolerance classes (fine, medium, coarse, very coarse). It applies to dimensions of parts produced by metal removal or sheet metal forming. The standard provides tables with permissible deviations for linear dimensions, broken edges, and angular dimensions according to the tolerance class and nominal size range. It specifies that drawings should refer to this standard and indicate the tolerance class to apply the general tolerances. Features exceeding the general tolerance are not cause for automatic rejection if function is not impaired.
Advanced Manufacturing Processes PDF Full book by badebhau
This document provides a syllabus for an advanced manufacturing processes course. The syllabus covers 6 units: 1) metal forming processes, 2) advanced welding, casting and forging, 3) advanced material processing techniques, 4) micro machining processes, 5) additive manufacturing processes, and 6) measurement techniques for micro machining. Some key processes discussed include roll forming, hydroforming, electromagnetic forming, friction stir welding, vacuum die casting, and additive manufacturing methods like powder bed fusion. Contact information is also provided.
Drill bit- A Review
Drill bits are cutting tools used to create cylindrical holes. They are held in a chuck and rotate to provide torque and force. Specialized bits can create non-cylindrical holes. Common drilling operations include reaming to enlarge holes, tapping to cut internal threads, counterboring, and countersinking. Twist drill bits are the most commonly used type and have a cylindrical shaft and helical flutes.
CNC Cutting Tools
The one of the major part of CNC Machine is Cutting tools or Inserts. We need to study the Cutting tools and its nomenclature throughly and also study the materials of Cutting tools and types of tools. The Cutting tools are used to remove unwanted materials in the workpiece and to provide a good finish for a customers need.So the Cutting tools is very important to CNC Machine, if there is no cutting tool in CNC Machine, there is no CNC Machine. So the cutting tools are very important to all CNC Machines
Metal cutting 1
This chapter aims to provide basic backgrounds of different types of machining processes and highlights on an understanding of important parameters which affects machining of metals with their chip removals.
Metal cutting or Machining is the process of producing workpiece by removing unwanted material from a block of metal. in the form of chips. This process is most important since almost all the products get their final shape and size by metal removal. either directly or indirectly.
The major drawback of the process is loss of material in the form of chips. In this chapter. we shall have a fundamental understanding of the basic metal process.
Surface roughness metrology
Surface roughness metrology deals with basic terminology of surface,surface roughness indication methods,analysis of surface traces, measurement methods,surface roughness measuring instruments such as Stylus Probe Instrument, Profilometer, Tomlinson Surface Meter ,The Taylor-Hobson Talysurf etc.This is very useful for diploma,degree engineering students of mechanical,production,automobile branch
Unit 4 sheet metal operations part 1
Sheet Metal Working, Temperature and sheet metal forming, Applications Sheet Metal Parts, Categories of sheet metal processes, Shearing, stages in shearing action, Punch and Die Sizes, Sheet Metal Bending
Catalogo industrial-gates (3)
This document lists various industrial hose part numbers categorized by their application, including hoses for air/gases, water, various uses, vapor, chemicals, petroleum/derivatives, bulk materials, food, and new products. It also lists fitting part numbers made of stainless steel, aluminum, bronze, and other materials.
Pneumatic fittings, air fittings, push to connect fittings, push in fittings,...
Pneumatic fittings, air fittings, push to connect fittings, push in fittings,...ningbo pace pneumatics co.,ltd.
Pneumatic fittings, air fittings, push to connect fittings, push in fittings, air line fittings, DOT Air Brake Fittings, Brass Air Fittings, one touch tube Fittings, Stainless steel push in fittings, One Touch Fittings, Air Flow Control ValveMore Related Content
What's hot
Milling Fixture
The document discusses milling fixtures and their components. Milling fixtures securely hold workpieces for milling operations. They have locating elements to precisely position workpieces and clamping elements to securely hold them against cutting forces. Key components of milling fixtures include a base, tenons to locate the fixture on the machine table, setting blocks to position cutters, and clamps or vices to hold workpieces in place. Different types of milling fixtures are used for operations like face milling or gang milling and can have mechanical, hydraulic or pneumatic clamping systems.
Different cutting material and tools with comparision
Here you can find some useful information about cutting material and tools. also some basic comparison about cutting material and their price.
Cutting speed and feed
Cutting speed refers to the rate at which a cutting tool passes over the material surface and is commonly measured in meters per minute. Cutting speed depends on factors like the material, tool, depth of cut, and feed rate. Harder materials and tool materials allow for higher cutting speeds, while softer materials and tools require lower speeds. The cutting speed can be calculated using the spindle speed in revolutions per minute and the tool diameter. Feed rate refers to how quickly the tool is advanced into the workpiece during drilling and depends on factors like the tool, desired surface finish, machine power, and material properties.
press tool, jigs & fixtures, gear and thread manufacturing,manufacturing pro...
press tool, jigs & fixtures, gear and thread manufacturing,manufacturing processes,Production Technology
Gear finishing processes
Explanation of Gear finishing processes including honing, lapping, shaving, burnishing, sand blasting, grinding, shot blasting, shot peening, phosphate coating
Design of shafts couplings ppt
1. Shaft couplings are used to connect shafts that are manufactured separately or to introduce flexibility between shafts. The main types are rigid and flexible couplings.
2. Rigid couplings transmit torque without losses but require perfectly aligned shafts. Flexible couplings allow for misalignment. Common rigid couplings are sleeve, clamp, and flange couplings.
3. Flange couplings use separate cast iron flanges keyed to each shaft end and bolted together. The flanges and bolts are designed to transmit the torque between the shafts. Flexible couplings like bush pin couplings introduce mechanical flexibility.
Mechanical Engineering Technical Interview Q & A_Press tools PDF
This document provides definitions and explanations of various press tools and manufacturing processes. It discusses different types of press tools like molds, jigs, fixtures, and gauges. It defines common press tool operations like blanking, piercing, cutting, forming, and bending. It also provides details on tool elements, materials, and calculations for determining forces, clearances, and capacities involved in press tool operations.
The jig and fixture design procedure
The document summarizes the key steps in the fixture design procedure: 1) locating, 2) clamping, 3) supporting, 4) applying cutter guides, and 5) drawing the fixture outline. It discusses locating and degrees of freedom, describing how locating elements are used to restrict the six degrees of freedom of an object. Specific examples are provided to illustrate how locating points can be applied to a rectangular block to restrict its motion and rotations. The document also discusses clamping elements, support, cutter guidance, and completing the fixture body. Common locating principles like six-point location, 3-2-1 principle, and 4-2-1 principle are explained.
Types of mould
1. The document describes different types of moulds used in plastic injection molding including two plate, three plate, split cavity, side core, and hot runner moulds.
2. A split cavity mould is suitable for moulding components with all-round external undercuts and uses sliding splits, angular lifts, or pins for actuation.
3. A side core or side cavity mould is used for components with local external undercuts and can be actuated via finger cams, dog leg cams, cam tracks, springs, or hydraulics.
Chip formation and types
1) Chip formation involves the shear deformation of work material to form a chip as new material is exposed during cutting.
2) There are four basic types of chips in machining: continuous, discontinuous, serrated, and those with built-up edge (BUE).
3) The type of chip formed depends on factors like the work material, tool geometry, cutting speeds and feeds, and machining environment. Understanding chip formation helps optimize the machining process.
Threading - MMM
This document provides information about thread cutting tools and procedures. It discusses various types of taps used to cut internal threads, including hand taps, tap sizes and sets of taps. It also discusses tap drill sizes, how to tap holes, and methods for removing broken taps. Additionally, it covers threading dies used to cut external threads and the procedures for using hand dies. The objectives are to understand thread cutting tools and processes for both internal and external threads in inch and metric systems.
Jig and fixture
Please refer this file just as reference material. More concentration should on class room work and text book methodology.
Jig and fixture
Reformer Tube Inspection & Issues Affecting Tube Life
This document discusses reformer tube inspection tools and issues affecting tube life. It describes an internal and external inspection system that uses laser scanning and eddy current testing to detect cracks, measure diameter expansion, and monitor creep damage in reformer tubes. Local issues like overheating, thermal shocks, and catalyst fouling can be identified. Comprehensive inspection reports are generated with results for each tube. The non-destructive testing helps assess tube condition and remaining life.
Is 2102.1.1993 general tolerance
This document is the Indian Standard IS 2102 (Part 1) from 1993 that specifies general tolerances for linear and angular dimensions without individual tolerance indications in four tolerance classes (fine, medium, coarse, very coarse). It applies to dimensions of parts produced by metal removal or sheet metal forming. The standard provides tables with permissible deviations for linear dimensions, broken edges, and angular dimensions according to the tolerance class and nominal size range. It specifies that drawings should refer to this standard and indicate the tolerance class to apply the general tolerances. Features exceeding the general tolerance are not cause for automatic rejection if function is not impaired.
Advanced Manufacturing Processes PDF Full book by badebhau
This document provides a syllabus for an advanced manufacturing processes course. The syllabus covers 6 units: 1) metal forming processes, 2) advanced welding, casting and forging, 3) advanced material processing techniques, 4) micro machining processes, 5) additive manufacturing processes, and 6) measurement techniques for micro machining. Some key processes discussed include roll forming, hydroforming, electromagnetic forming, friction stir welding, vacuum die casting, and additive manufacturing methods like powder bed fusion. Contact information is also provided.
Drill bit- A Review
Drill bits are cutting tools used to create cylindrical holes. They are held in a chuck and rotate to provide torque and force. Specialized bits can create non-cylindrical holes. Common drilling operations include reaming to enlarge holes, tapping to cut internal threads, counterboring, and countersinking. Twist drill bits are the most commonly used type and have a cylindrical shaft and helical flutes.
CNC Cutting Tools
The one of the major part of CNC Machine is Cutting tools or Inserts. We need to study the Cutting tools and its nomenclature throughly and also study the materials of Cutting tools and types of tools. The Cutting tools are used to remove unwanted materials in the workpiece and to provide a good finish for a customers need.So the Cutting tools is very important to CNC Machine, if there is no cutting tool in CNC Machine, there is no CNC Machine. So the cutting tools are very important to all CNC Machines
Metal cutting 1
This chapter aims to provide basic backgrounds of different types of machining processes and highlights on an understanding of important parameters which affects machining of metals with their chip removals.
Metal cutting or Machining is the process of producing workpiece by removing unwanted material from a block of metal. in the form of chips. This process is most important since almost all the products get their final shape and size by metal removal. either directly or indirectly.
The major drawback of the process is loss of material in the form of chips. In this chapter. we shall have a fundamental understanding of the basic metal process.
Surface roughness metrology
Surface roughness metrology deals with basic terminology of surface,surface roughness indication methods,analysis of surface traces, measurement methods,surface roughness measuring instruments such as Stylus Probe Instrument, Profilometer, Tomlinson Surface Meter ,The Taylor-Hobson Talysurf etc.This is very useful for diploma,degree engineering students of mechanical,production,automobile branch
Unit 4 sheet metal operations part 1
Sheet Metal Working, Temperature and sheet metal forming, Applications Sheet Metal Parts, Categories of sheet metal processes, Shearing, stages in shearing action, Punch and Die Sizes, Sheet Metal Bending
What's hot (20)
Different cutting material and tools with comparision
Different cutting material and tools with comparision
press tool, jigs & fixtures, gear and thread manufacturing,manufacturing pro...
press tool, jigs & fixtures, gear and thread manufacturing,manufacturing pro...
Mechanical Engineering Technical Interview Q & A_Press tools PDF
Mechanical Engineering Technical Interview Q & A_Press tools PDF
Reformer Tube Inspection & Issues Affecting Tube Life
Reformer Tube Inspection & Issues Affecting Tube Life
Advanced Manufacturing Processes PDF Full book by badebhau
Advanced Manufacturing Processes PDF Full book by badebhau
Similar to Cutting nozzle
Catalogo industrial-gates (3)
This document lists various industrial hose part numbers categorized by their application, including hoses for air/gases, water, various uses, vapor, chemicals, petroleum/derivatives, bulk materials, food, and new products. It also lists fitting part numbers made of stainless steel, aluminum, bronze, and other materials.
Pneumatic fittings, air fittings, push to connect fittings, push in fittings,...
Pneumatic fittings, air fittings, push to connect fittings, push in fittings,...ningbo pace pneumatics co.,ltd.
Pneumatic fittings, air fittings, push to connect fittings, push in fittings, air line fittings, DOT Air Brake Fittings, Brass Air Fittings, one touch tube Fittings, Stainless steel push in fittings, One Touch Fittings, Air Flow Control ValvePopular Tools Catalog
The document provides information about panel saws and scoring saws for cutting materials like MDF and particle board. It includes specifications for various panel saws and scoring saws with details like diameter, number of teeth, bore size, kerf width, plate thickness, design, and intended machine applications. The purpose of using a main blade and matching scoring blade is to prevent chipping on the bottom surface of the material being cut by first scoring the lower surface ahead of the full cut by the main blade. As the main blade becomes narrower with sharpening, the scoring blade must be adjusted to maintain the same kerf width through the use of shims or adjusting the cutting depth for conic scoring saws.
2018 legines-products-catalog-1
100Page abut the Hydraulic & Pneumatic Components from Legines Industrial Machinery Inc.They are at https://www.legines.com/
The PDF may take you five minutes.You can see the price and the technology they use for their products.Plenty of photos there,Brass fittings is their main products.
They has passed FMVSS571.106, CMVSS 106, SAE J1401 and accept custom.
Cen iso tr 20173 english
This technical report provides an American grouping system for materials classified according to the ISO 15608 grouping system. It covers ferrous materials like various grades of steel and cast iron, and non-ferrous materials like aluminum alloys, nickel alloys, copper alloys, titanium alloys, and zirconium alloys. The main body of the report consists of two tables - Table 1 provides the American grouping system for ferrous materials, listing various ASTM/ASME specifications and their corresponding ISO 15608 material group and nominal composition. Table 2 will provide the same for non-ferrous materials. This grouping system can be used for welding and other applications like heat treatment and forming.
20.Fasteners & tools
This document provides information about various types of fasteners including bolts, screws, nuts and other hardware. It includes specifications like material, size, thread type and available lengths for each item. The fasteners are organized into sections based on type such as hex bolts, lag screws, machine screws and nuts. Both imperial and metric sized options are listed along with part numbers to identify each unique item.
Washers bushing grooved pulleys-round belt
This document provides specifications for hardened steel and stainless steel thrust washers. It lists bore sizes from 3/16" to 2" for steel washers and 3/16" to 1/2" for stainless steel washers. Dimensions including bore diameter, outside diameter, and thickness are provided along with tolerance information and catalog numbers to identify each washer size. Standard tolerances for different dimensions are also specified.
Tongyue Product Catalogue
This document provides information about Fujian Tongyue Pipe Fittings Co., Ltd., including:
1. The company address and website.
2. An overview of the copper fittings and pipes they produce, listing various sizes and types.
3. Details on advantages of their disperse pipes, such as thicker tees, uniform welding, and pressure testing.
4. Charts listing pipe sizes for different models of air conditioner and heat pump pipes.
So in summary, this document outlines the product offerings and quality advantages of a Chinese manufacturer of copper fittings and pipes.
Mbsc figs with_layers
The document contains 18 figures showing brain sections at different interaural and bregma coordinates. Various brain regions are labeled on each section, including areas like the cingulate cortex, piriform cortex, lateral septum, and others. The figures appear to show coronal brain sections from rat brain at progressively more anterior locations.
Similar to Cutting nozzle (9)
Pneumatic fittings, air fittings, push to connect fittings, push in fittings,...
Pneumatic fittings, air fittings, push to connect fittings, push in fittings,...
More from Max Zhou
Welding Cable Joint
The document provides installation instructions for mechanical positive cam cable connectors. It describes 6 steps for installing the connectors: 1) trim the connector cover to fit the cable, 2) slip the cover over the cable, 3) trim the cable insulation back 1-3/16 inches, 4) insert the copper cable into the connector and tighten the ball-point screw, 5) slip the cover over the connector and install/tighten the cover screw, 6) it also includes a chart recommending cable sizes for different welding amperages and circuit lengths.
All Welding Products by acePRO
all welding products from acePRO, such as welding torch, cutting torch, heating torch, weeding torch, welding nozzles, cutting nozzles, welding tips, cutting tips, welding cable joint, flashback arrestors, earth clamp, ground clamp, electrode holder, tip cleaner,
Gas Regulator by acePRO
Quality gas regulators for many type of markets. 100% pre-test before delivering.
Welding Fittings by acePRO
Fittings: welding cable joint, tip cleaner, welding pick kit, welding lighter, flint stone for lighter, gas valve, welding torch connector etc.
Welding torch by acePRO
Welding torches as one of acePRO Torch’s main series for over 18 years. The company’s gas welding torch covers variety fuels, such as acetylene, propane, natural gas and LPG etc. to fit all your welding work.
Heating torch
Heating torch, weeding torch is one of our best sellers products. Many different types for your selecting.
Electrode holder
acePRO made electrode holder are suitable for many type market such as America, EU, Middle East and more...
Earth Ground Clamp
acePRO made earth or ground clamp, we are mainly exported to the USA market. High quality with competitive price.
More from Max Zhou (13)
Recently uploaded
IMG_20240615_091110.pdf dpboss guessing
Satta matka fixx jodi panna all market dpboss matka guessing fixx panna jodi kalyan and all market game liss cover now 420 matka office mumbai maharashtra india fixx jodi panna
Call me 9040963354
WhatsApp 9040963354
欧洲杯投注-欧洲杯投注外围盘口-欧洲杯投注盘口app|【网址🎉ac22.net🎉】
【网址🎉ac22.net🎉】欧洲杯投注是体育博彩和在线赌场之一,得益于UKGC的三项许可。 成立之初是三名博彩公司将40家博彩商店的合并的结果,共同创建一家名为欧洲杯投注的公司。 欧洲杯投注在线赌场为游戏爱好者提供了300多种游戏,其中200多种老虎机,其他游戏包括二十一点,轮盘,真人荷官和真人赌场等。
Prescriptive analytics BA4206 Anna University PPT
Business analysis - Prescriptive analytics Introduction to Prescriptive analytics
Prescriptive Modeling
Non Linear Optimization
Demonstrating Business Performance Improvement
Adani Group's Active Interest In Increasing Its Presence in the Cement Manufa...
Time and again, the business group has taken up new business ventures, each of which has allowed it to expand its horizons further and reach new heights. Even amidst the Adani CBI Investigation, the firm has always focused on improving its cement business.
Kirill Klip GEM Royalty TNR Gold Lithium Presentation
Lithium Will Power Us For The Next 50 Years And Then Robots: Kirill Klip GEM Royalty TNR Gold Lithium Presentation
8328958814KALYAN MATKA | MATKA RESULT | KALYAN
8328958814KALYAN MATKA | MATKA RESULT | KALYAN KALYAN MATKA | MATKA RESULT | KALYAN MATKA TIPS | SATTA MATKA | MATKA.COM | MATKA PANA
High-Quality IPTV Monthly Subscription for $15
Experience high-quality entertainment with our IPTV monthly subscription for just $15. Access a vast array of live TV channels, movies, and on-demand shows with crystal-clear streaming. Our reliable service ensures smooth, uninterrupted viewing at an unbeatable price. Perfect for those seeking premium content without breaking the bank. Start streaming today!
https://rb.gy/f409dk
1 Circular 003_2023 ISO 27001_2022 Transition Arrangments v3.pdf
1 Circular 003_2023 ISO 27001_2022 Transition Arrangments v3.pdf
Satta Matka Dpboss Kalyan Matka Results Kalyan Chart
SATTA MATKA DPBOSS KALYAN MATKA RESULTS KALYAN CHART KALYAN MATKA MATKA RESULT KALYAN MATKA TIPS SATTA MATKA MATKA COM MATKA PANA JODI TODAY BATTA SATKA MATKA PATTI JODI NUMBER MATKA RESULTS MATKA CHART MATKA JODI SATTA COM INDIA SATTA MATKA MATKA TIPS MATKA WAPKA ALL MATKA RESULT LIVE ONLINE MATKA RESULT KALYAN MATKA RESULT DPBOSS MATKA 143 MAIN MATKA KALYAN MATKA RESULTS KALYAN CHART
2024.06 CPMN Cambridge - Beyond Now-Next-Later.pdf
Slides presented by Phil Hornby, Founder and Director of "for product people", at Cambridge Product Management Network, on Monday 17th June 2024.
一比一原版(QMUE毕业证书)英国爱丁堡玛格丽特女王大学毕业证文凭如何办理
永久可查学历认证【微信:A575476】【(QMUE毕业证书)英国爱丁堡玛格丽特女王大学毕业证成绩单Offer】【微信:A575476】(留信学历认证永久存档查询)采用学校原版纸张、特殊工艺完全按照原版一比一制作(包括:隐形水印,阴影底纹,钢印LOGO烫金烫银,LOGO烫金烫银复合重叠,文字图案浮雕,激光镭射,紫外荧光,温感,复印防伪)行业标杆!精益求精,诚心合作,真诚制作!多年品质 ,按需精细制作,24小时接单,全套进口原装设备,十五年致力于帮助留学生解决难题,业务范围有加拿大、英国、澳洲、韩国、美国、新加坡,新西兰等学历材料,包您满意。
【业务选择办理准则】
一、工作未确定,回国需先给父母、亲戚朋友看下文凭的情况,办理一份就读学校的毕业证【微信:A575476】文凭即可
二、回国进私企、外企、自己做生意的情况,这些单位是不查询毕业证真伪的,而且国内没有渠道去查询国外文凭的真假,也不需要提供真实教育部认证。鉴于此,办理一份毕业证【微信:A575476】即可
三、进国企,银行,事业单位,考公务员等等,这些单位是必需要提供真实教育部认证的,办理教育部认证所需资料众多且烦琐,所有材料您都必须提供原件,我们凭借丰富的经验,快捷的绿色通道帮您快速整合材料,让您少走弯路。
留信网认证的作用:
1:该专业认证可证明留学生真实身份
2:同时对留学生所学专业登记给予评定
3:国家专业人才认证中心颁发入库证书
4:这个认证书并且可以归档倒地方
5:凡事获得留信网入网的信息将会逐步更新到个人身份内,将在公安局网内查询个人身份证信息后,同步读取人才网入库信息
6:个人职称评审加20分
7:个人信誉贷款加10分
8:在国家人才网主办的国家网络招聘大会中纳入资料,供国家高端企业选择人才
→ 【关于价格问题(保证一手价格)
我们所定的价格是非常合理的,而且我们现在做得单子大多数都是代理和回头客户介绍的所以一般现在有新的单子 我给客户的都是第一手的代理价格,因为我想坦诚对待大家 不想跟大家在价格方面浪费时间
对于老客户或者被老客户介绍过来的朋友,我们都会适当给一些优惠。
选择实体注册公司办理,更放心,更安全!我们的承诺:可来公司面谈,可签订合同,会陪同客户一起到教育部认证窗口递交认证材料,客户在教育部官方认证查询网站查询到认证通过结果后付款,不成功不收费!
The Steadfast and Reliable Bull: Taurus Zodiac Sign
Explore the steadfast and reliable nature of the Taurus Zodiac Sign. Discover the personality traits, key dates, and horoscope insights that define the determined and practical Taurus, and learn how their grounded nature makes them the anchor of the zodiac.
❽❽❻❼❼❻❻❸❾❻ DPBOSS NET SPBOSS SATTA MATKA RESULT KALYAN MATKA GUESSING FREE KA...
DPBOSS NET SPBOSS SATTA MATKA RESULT KALYAN MATKA GUESSING FREE KALYAN FIX JODI ANK LEAK FIX GAME BY DP BOSS MATKA SATTA NUMBER TODAY LUCKY NUMBER FREE TIPS ...
Satta Matka Dpboss Kalyan Matka Results Kalyan Chart
SATTA MATKA DPBOSS KALYAN MATKA RESULTS KALYAN CHART KALYAN MATKA MATKA RESULT KALYAN MATKA TIPS SATTA MATKA MATKA COM MATKA PANA JODI TODAY BATTA SATKA MATKA PATTI JODI NUMBER MATKA RESULTS MATKA CHART MATKA JODI SATTA COM INDIA SATTA MATKA MATKA TIPS MATKA WAPKA ALL MATKA RESULT LIVE ONLINE MATKA RESULT KALYAN MATKA RESULT DPBOSS MATKA 143 MAIN MATKA KALYAN MATKA RESULTS KALYAN CHART
AI Transformation Playbook: Thinking AI-First for Your Business
I dive into how businesses can stay competitive by integrating AI into their core processes. From identifying the right approach to building collaborative teams and recognizing common pitfalls, this guide has got you covered. AI transformation is a journey, and this playbook is here to help you navigate it successfully.
Satta Matka Dpboss Kalyan Matka Results Kalyan Chart
SATTA MATKA DPBOSS KALYAN MATKA RESULTS KALYAN CHART KALYAN MATKA MATKA RESULT KALYAN MATKA TIPS SATTA MATKA MATKA COM MATKA PANA JODI TODAY BATTA SATKA MATKA PATTI JODI NUMBER MATKA RESULTS MATKA CHART MATKA JODI SATTA COM INDIA SATTA MATKA MATKA TIPS MATKA WAPKA ALL MATKA RESULT LIVE ONLINE MATKA RESULT KALYAN MATKA RESULT DPBOSS MATKA 143 MAIN MATKA KALYAN MATKA RESULTS KALYAN CHART
Unlocking WhatsApp Marketing with HubSpot: Integrating Messaging into Your Ma...
50 million companies worldwide leverage WhatsApp as a key marketing channel. You may have considered adding it to your marketing mix, or probably already driving impressive conversions with WhatsApp.
But wait. What happens when you fully integrate your WhatsApp campaigns with HubSpot?
That's exactly what we explored in this session.
We take a look at everything that you need to know in order to deploy effective WhatsApp marketing strategies, and integrate it with your buyer journey in HubSpot. From technical requirements to innovative campaign strategies, to advanced campaign reporting - we discuss all that and more, to leverage WhatsApp for maximum impact. Check out more details about the event here https://events.hubspot.com/events/details/hubspot-new-delhi-presents-unlocking-whatsapp-marketing-with-hubspot-integrating-messaging-into-your-marketing-strategy/
Recently uploaded (20)
Registered-Establishment-List-in-Uttarakhand-pdf.pdf
Registered-Establishment-List-in-Uttarakhand-pdf.pdf
Adani Group's Active Interest In Increasing Its Presence in the Cement Manufa...
Adani Group's Active Interest In Increasing Its Presence in the Cement Manufa...
Kirill Klip GEM Royalty TNR Gold Lithium Presentation
Kirill Klip GEM Royalty TNR Gold Lithium Presentation
1 Circular 003_2023 ISO 27001_2022 Transition Arrangments v3.pdf
1 Circular 003_2023 ISO 27001_2022 Transition Arrangments v3.pdf
Satta Matka Dpboss Kalyan Matka Results Kalyan Chart
Satta Matka Dpboss Kalyan Matka Results Kalyan Chart
2024.06 CPMN Cambridge - Beyond Now-Next-Later.pdf
2024.06 CPMN Cambridge - Beyond Now-Next-Later.pdf
The Steadfast and Reliable Bull: Taurus Zodiac Sign
The Steadfast and Reliable Bull: Taurus Zodiac Sign
❽❽❻❼❼❻❻❸❾❻ DPBOSS NET SPBOSS SATTA MATKA RESULT KALYAN MATKA GUESSING FREE KA...
❽❽❻❼❼❻❻❸❾❻ DPBOSS NET SPBOSS SATTA MATKA RESULT KALYAN MATKA GUESSING FREE KA...
Satta Matka Dpboss Kalyan Matka Results Kalyan Chart
Satta Matka Dpboss Kalyan Matka Results Kalyan Chart
AI Transformation Playbook: Thinking AI-First for Your Business
AI Transformation Playbook: Thinking AI-First for Your Business
Satta Matka Dpboss Kalyan Matka Results Kalyan Chart
Satta Matka Dpboss Kalyan Matka Results Kalyan Chart
Unlocking WhatsApp Marketing with HubSpot: Integrating Messaging into Your Ma...
Unlocking WhatsApp Marketing with HubSpot: Integrating Messaging into Your Ma...
Cutting nozzle
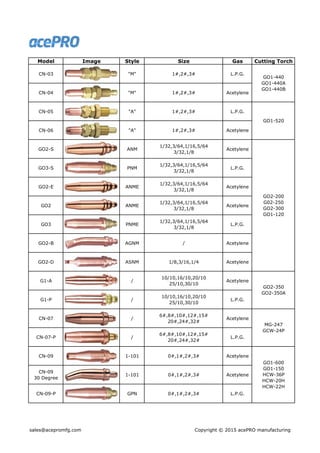
- 1. Model Image Style Size Gas Cutting Torch CN-03 "M" 1#,2#,3# L.P.G. CN-04 "M" 1#,2#,3# Acetylene CN-05 "A" 1#,2#,3# L.P.G. CN-06 "A" 1#,2#,3# Acetylene GO2-S ANM 1/32,3/64,1/16,5/64 3/32,1/8 Acetylene GO3-S PNM 1/32,3/64,1/16,5/64 3/32,1/8 L.P.G. GO2-E ANME 1/32,3/64,1/16,5/64 3/32,1/8 Acetylene GO2 ANME 1/32,3/64,1/16,5/64 3/32,1/8 Acetylene GO3 PNME 1/32,3/64,1/16,5/64 3/32,1/8 L.P.G. GO2-B AGNM / Acetylene GO2-D ASNM 1/8,3/16,1/4 Acetylene G1-A / 10/10,16/10,20/10 25/10,30/10 Acetylene G1-P / 10/10,16/10,20/10 25/10,30/10 L.P.G. CN-07 / 6#,8#,10#,12#,15# 20#,24#,32# Acetylene CN-07-P / 6#,8#,10#,12#,15# 20#,24#,32# L.P.G. CN-09 1-101 0#,1#,2#,3# Acetylene CN-09 30 Degree 1-101 0#,1#,2#,3# Acetylene CN-09-P GPN 0#,1#,2#,3# L.P.G. MG-247 GCW-24P GO1-600 GO1-150 HCW-36P HCW-20H HCW-22H GO1-440 GO1-440A GO1-440B GO1-520 GO2-200 G02-250 GO2-300 GO1-120 GO2-350 GO2-350A sales@acepromfg.com Copyright © 2015 acePRO manufacturing
- 2. CN-10 3-101 0#,1#,2#,3#,4# Acetylene CN-10-P 3GPN 0#,1#,2#,3#,4# L.P.G. CN-11 / 1#,2#,3# Acetylene CN-12 / 1#,2#,3# L.P.G. CN-13 6290 00#,0#,1#,2#,3# Acetylene HCW-23P CN-14 6290-N 00#,0#,1#,2#,3# L.P.G. GO1-550 HCW-34P CN-15 AFN 1/32,1/16,3/64 Acetylene / CN-17 / 1#,2#,3#,4#,5# Acetylene CN-18 / 1#,2#,3#,4#,5# L.P.G. GO1-100 VHCW-21P VHCW-22 GO2-450 HGO1-400 sales@acepromfg.com Copyright © 2015 acePRO manufacturing