1. BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Batanghari Tebing Pratama adalah perusahaan swasta nasional yang
bergerak di bidang pengolahan bokar (bahan olahan karet) menjadi karet remah
(crumb rubber) yang digolongkan sebagai bahan baku untuk industri ban dan
industri produk jadi karet lainnya. PT. Batanghari Tebing Pratama ini terletak
pada tanah dengan luas 42.511 m2
Latar belakang didirikannya PT. Batanghari Tebing Pratama adalah
besarnya prospek usaha produksi karet remah (crumb rubber) yang dilihat oleh
Drs. H. Asril Sutan Amir, Ak. Setelah mempertimbangkan berbagai hal, akhirnya
Drs. H. Asril Sutan Amir, Ak mendirikan PT. Batanghari Tebing Pratama pada
tahun 1988 dengan harapan mampu menjawab kebutuhan dunia akan karet remah
(crumb rubber) yang semakin meningkat dari waktu ke waktu.
yang berlokasi di Jalan Prof. HM. Yamin, SH,
Kelurahan Tambangan, Kecamatan Padang Hilir, Kota Tebing Tinggi dan
memiliki kapasitas produksi reguler sebesar 18.000 ton per tahun.
Usaha pengolahan karet yang digeluti oleh PT. Batanghari Tebing Pratama
terus berkembang sejak berdiri hingga akhirnya berhasil bergabung dalam
GAPKINDO (Gabungan Perusahaan Karet Indonesia) yaitu komunitas
perusahaan karet yang bertujuan untuk membina, mengembangkan, serta
meningkatkan usaha perkaretan Indonesia, baik secara kuantitas maupun kualitas
ditinjau dari segi produksi, pengolahan, dan pemasarannya sedemikian rupa
2. sehingga mampu menjadi jalur penunjang utama dalam pembangunan
perekonomian bangsa menuju masyarakat yang adil dan makmur.
2.2. Ruang Lingkup Bidang Usaha
PT. Batanghari Tebing Pratama bergerak pada bidang usaha manufaktur
penghasil karet remah (crumb rubber) yang diklasifikasikan berdasarkan 2 jenis
standar mutu yang ditetapkan oleh SIR (Standard Indonesian Rubber) yaitu SIR
10 dan SIR 20.
PT. Batanghari Tebing Pratama memasarkan produknya pada pabrik ban
dan pabrik jadi karet lainnya di luar negeri seperti Good Year, Bridgestone,
SMPT, Yokohama, dan lain – lain.
2.3. Organisasi dan Manajemen
2.3.1. Struktur Organisasi Perusahaan
Struktur organisasi merupakan gambaran mengenai pembagian tugas serta
tanggung jawab kepada individu maupun bagian tertentu dari organisasi. Struktur
organisasi ini mempunyai peranan yang sangat penting dalam menentukan dan
memperlancar jalannya roda perusahaan. Pendistribusian tugas-tugas, wewenang
dan tanggung jawab serta hubungan satu sama lain dapat digambarkan pada
struktur organisasi perusahaan sehingga para karyawan akan mengetahui dengan
jelas apa tugasnya, dari mana ia mendapatkan perintah, dan kepada siapa ia harus
bertanggung jawab.
3. Adapun tiga bentuk struktur organisasi secara umum adalah sebagai
berikut:
1. Struktur organisasi lini yaitu suatu bentuk struktur organisasi dimana
kekuasaan dan tanggung jawab diturunkan secara garis dari tingkat pimpinan
atas kepada tingkat bawahannya.
2. Struktur organisasi fungsional yaitu suatu bentuk struktur organisasi dimana
sebagian besar pimpinan tidak mempunyai bawahan yang jelas sebab setiap
atasan berwenang memberi komando kepada setiap bawahan sepanjang ada
hubungan dengan fungsi atasan tersebut sehingga terdapat pembagian
spesialisasi tugas yang jelas terhadap karyawan.
3. Struktur organisasi staf yaitu suatu bentuk struktur organisasi dimana terdapat
satu atau lebih tenaga staf yang berperan sebagai ahli dalam bidang tertentu
yang tugasnya memberi nasihat dan saran dalam bidangnya kepada pejabat
pimpinan di dalam organisasi tersebut.
Berdasarkan uraian di atas, dapat disimpulkan bahwa struktur organisasi
yang digunakan oleh PT. Batanghari Tebing Pratama adalah struktur organisasi
campuran lini, fungsional, dan staf. Hubungan lini ditunjukkan dengan adanya
pendelegasian tugas dari atasan kepada bawahan yang dapat dilihat dari
pelimpahan wewenang dari dewan direksi/komisaris kepada kepala pabrik.
Hubungan staf ditunjukkan dengan adanya kelompok ahli yang bertugas
untuk memberi saran atau nasihat kepada dewan direksi/komisaris dalam
perencanaan, pelaksanaan, dan pengawasan tetapi tidak berhak untuk memberikan
perintah yang dapat dilihat dengan adanya wakil manajemen dan tim wakil
4. manajemen yang memberikan saran pengembangan mutu terhadap dewan
direksi/komisaris.
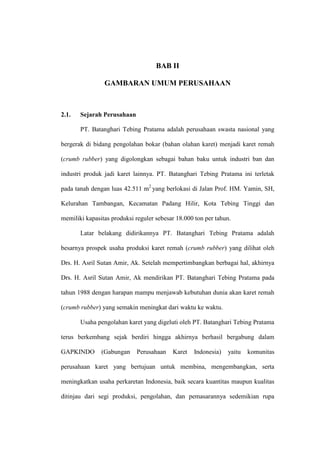
Hubungan fungsional ditunjukkan dengan adanya pembagian departemen
berdasarkan fungsinya yaitu : departemen pembelian, departemen produksi,
departemen penerimaan/gudang bokar, departemen gudang spare part/packing,
departemen laboratorium, departemen ekspor, departemen personalia, departemen
mekanik (maintenance), departemen marketing, departemen operasi, departemen
keuangan, dan departemen audit internal. Adapun struktur organisasi PT.
Batanghari Tebing Pratama dapat dilihat pada Gambar 2.1.
Dewan
Direksi/
Komisaris
Wakil
Manajemen
Kabag.
Penerimaan/
Gudang
Bokar
TimWakil
Manajemen
KepalaPabrik
Kabag.
Pembelian
Kabag.
Produksi
Kabag.
Gudang
SparePart/
Packing
Kabag.
Laboratorium
Kabag.
Ekspor
Kabag.
Personalia
Kabag.
Mekanik
(Maintenance)
Kabag.
Marketing
Kabag.
Departemen
Operasi
Kabag.
Keuangan
TimAudit
Internal
Gambar 2.1. Struktur Organisasi Perusahaan
5. 2.3.2. Uraian Tugas dan Tanggung Jawab
Secara rinci, uraian tugas dan tanggung jawab dari masing-masing bagian
pada PT. Batanghari Tebing Pratama adalah sebagai berikut:
1. Dewan Direksi/Komisaris
a. Sebagai penanggung jawab tertinggi terhadap mutu produk.
b. Mengangkat Wakil Manajemen dan Asisten Wakil Manajemen.
c. Menetapkan struktur organisasi dan tanggung jawab manajemen dalam
sistem.
d. Menetapkan kebijakan dan sasaran mutu.
e. Meninjau sistem manajemen mutu secara berkala.
f. Mengembangkan perusahaan termasuk pengadaan pelatihan dan
pemeliharaan catatan-catatan perusahaan.
g. Melaksanakan pemasaran produk perusahaan.
2. Wakil Manajemen
a. Menyiapkan, memelihara, dan melaksanakan pedoman mutu beserta
prosedur-prosedur pendukung.
b. Mengkoordinir tindak lanjut hasil rapat tindakan manajemen secara
sistematis.
c. Memonitor tindakan koreksi terhadap ketidaksesuaian dalam sistem.
d. Melaksanakan asesmen (penilaian) atas pengendalian semua produk yang
tidak sesuai dan keluhan pelanggan.
3. Tim Wakil Manajemen
a. Membantu pelaksanaan tanggung jawab Wakil Manajemen.
6. b. Menyiapkan Rapat Wakil Manajemen.
4. Kepala Pabrik
a. Bertanggung jawab kepada dewan direksi/komisaris.
b. Melakukan pengawasan seluruh kegiatan di pabrik baik pada aspek
operasional maupun pada aspek yang berkaitan dengan sistem mutu.
c. Melaksanakan penyediaan, pemeliharaan, dan pemeriksaan seluruh
peralatan dan mesin produksi.
d. Merencanakan peningkatan volume produksi dan mutu produk yang
dihasilkan.
e. Melaksanakan pengendalian terhadap produk yang ditemukan
ketidaksesuaian.
5. Kabag. Pembelian
a. Bertanggung jawab kepada kepala pabrik.
b. Melaksanakan pembelian bokar dan kalkulasi harga standar pembelian.
c. Membuat pesanan dan membeli bahan penolong dan komponen lainnya.
d. Membuat instruksi kerja pembelian.
e. Membuat syarat mutu bokar dan bahan penolong.
f. Melakukan persiapan dan pengendalian subkontraktor.
6. Kabag. Produksi
a. Bertanggung jawab kepada kepala pabrik.
b. Melakukan perencanaan produksi, pengendalian proses dan peralatan,
sampling, inspeksi dan identifikasi selama proses produksi dan pada
produk akhir.
7. c. Sebagai penanggung jawab atas seluruh hasil produksi yang dihasilkan.
d. Membuat dokumen produksi dan instruksi kerja.
7. Kabag. Penerimaan/Gudang Bokar
a. Bertanggung jawab kepada kepala pabrik.
b. Melaksanakan penerimaan, penyimpanan, dan penyiapan prasarana
gudang bokar.
c. Melaksanakan sampling, inspeksi dan identifikasi sesuai dengan klasifikasi.
d. Menyiapkan bokar sesuai mutu dan permintaan produksi.
e. Mengecek jumlah persediaan bokar secara berkala.
8. Kabag. Gudang Spare Part/Packing
a. Bertanggung jawab kepada kepala pabrik.
b. Melaksanakan penerimaan, penyimpanan, dan penyiapan prasarana
gudang spare part/packing.
c. Melaksanakan pemeriksaan dan identifikasi sesuai dengan jenis dan mutu.
d. Mendistribusikan kepada bagian-bagian yang memerlukan.
e. Mengecek jumlah persediaan spare part secara berkala.
f. Menyiapkan rencana pesanan bahan penolong dan komponen lainnya yang
akan diajukan kepada kepala bagian pembelian.
g. Melaksanakan proses penanganan, pengemasan, dan perawatan.
h. Membuat catatan pengemasan dan pengiriman (penyerahan).
9. Kabag. Laboratorium
a. Bertanggung jawab kepada kepala pabrik.
8. b. Melaksanakan kalibrasi dan setting peralatan untuk inspeksi pengukuran
dan pengujian yang ada pada laboratorium.
c. Melaksanakan pengujian pada bokar, barang dalam proses, dan produk
siap jual/ekspor.
d. Mengidentifikasi peralatan laboratorium dan sampel.
e. Melakukan penerapan statistik hasil uji.
10. Kabag. Ekspor
a. Bertanggung jawab kepada kepala pabrik.
b. Membuat administrasi dan dokumen ekspor.
c. Melaksanakan transport ke pelabuhan.
d. Menjamin keselamatan barang selama penanganan di pelabuhan dan
selama transport.
11. Kabag. Personalia
a. Bertanggung jawab kepada kepala pabrik.
b. Melaksanakan penerimaan karyawan sesuai dengan kualifikasi yang
dibutuhkan.
c. Membuat perencanaan pelatihan tenaga kerja.
d. Melaksanakan pemeliharaan catatan pelatihan tenaga kerja.
e. Melaksanakan pemeliharaan data-data karyawan selama karyawan masih
bekerja.
f. Melaksanakan pembinaan terhadap karyawan terutama mengenai
peraturan dan tata tertib di perusahaan.
g. Menangani kasus-kasus yang timbul pada karyawan.
9. h. Menjamin ketersediaan sumber daya manusia yang terlatih.
12. Kabag. Mekanik (Maintenance)
a. Bertanggung jawab kepada kepala pabrik.
b. Melaksanakan pemeliharaan dan perbaikan terhadap mesin-mesin dan
peralatan produksi.
c. Menetapkan jadwal pemeriksaan mesin-mesin dan peralatan produksi.
d. Melaksanakan pemeliharaan dokumentasi operasional, inspeksi, dan
identifikasi mesin-mesin dan peralatan produksi.
e. Memastikan penggunaan mesin-mesin dan peralatan produksi dalam
kondisi layak pakai.
f. Menginventarisasikan seluruh peralatan dan permesinan.
13. Kabag. Marketing
a. Bertanggung jawab kepada kepala pabrik.
b. Memasarkan dan melakukan negosiasi dengan calon pelanggan.
c. Melaksanakan pemenuhan seluruh persyaratan kontrak.
d. Menanggapi dan menyelesaikan tuntutan dan keluhan pelanggan.
14. Kabag. Departemen Operasi
a. Bertanggung jawab kepada kepala pabrik.
b. Melaksanakan aspek operasional perusahaan.
c. Melaksanakan persyaratan atas kontrak yang telah dibuat.
d. Merencanakan pengadaan kebutuhan yang berkaitan dengan operasional
perusahaan.
10. 15. Kabag. Keuangan
a. Bertanggung jawab kepada kepala pabrik.
b. Merencanakan penggunaan dana perusahaan.
c. Melakukan pengawasan atas dana keuangan perusahaan.
d. Membuat laporan keuangan secara periodik.
e. Mengelola sumber-sumber dana keuangan perusahaan.
f. Menyalurkan dana ke seluruh unit kerja yang ada dalam perusahaan.
16. Tim Audit Internal
a. Bertanggung jawab kepada kepala pabrik.
b. Merencanakan jadwal audit internal.
c. Melakukan verifikasi kegiatan pengendalian mutu pada bagian-bagian
terkait untuk menentukan keefektifan sistem mutunya.
d. Membuat laporan atas penyimpangan yang ditemukan.
2.3.3. Jumlah Tenaga Kerja dan Jam Kerja
2.3.3.1.Tenaga Kerja
Adapun perincian jumlah tenaga kerja di PT. Batanghari Tebing Pratama
dapat dilihat pada Tabel 2.1.
Tabel 2.1. Perincian Jumlah Tenaga Kerja di
PT. Batanghari Tebing Pratama
No. Jabatan Jumlah
1 Dewan Direksi/Komisaris 1
2 Wakil Manajemen 1
11. Tabel 2.1. Perincian Jumlah Tenaga Kerja di
PT. Batanghari Tebing Pratama (Lanjutan)
No. Jabatan Jumlah
3 Tim Wakil Manajemen 4
4 Kepala Pabrik 1
5 Kabag. Pembelian 1
6 Kabag. Produksi 1
7 Kabag. Penerimaan/Gudang Bokar 1
8 Kabag. Gudang Spare Part/Packing 1
9 Kabag. Laboratorium 1
10 Kabag. Ekspor 1
11 Kabag. Personalia 1
12 Kabag. Mekanik (Maintenance) 1
13 Kabag. Marketing 1
14 Kabag. Departemen Operasi 1
15 Kabag. Keuangan 1
16 Tim Audit Internal 5
17 Staf 16
18 Buruh/Karyawan Produksi 241
Total 280
2.3.3.2.Jam Kerja
Pengaturan jam kerja pada PT. Batanghari Tebing Pratama berdasarkan
syarat kerja umum yaitu setiap pekerja mempunyai 7-8 jam kerja per hari dan
bekerja 6 hari dalam seminggu (senin sampai sabtu). Apabila waktu kerja lebih
dari 8 jam per hari maka jam kerja berikutnya terhitung sebagai lembur.
12. Adapun pembagian jam kerja pada PT. Batanghari Tebing Pratama dapat
dilihat pada Tabel 2.2.
Tabel 2.2. Pembagian Jam Kerja pada PT. Batanghari Tebing Pratama
No. Hari Jam Kerja Aktif Istirahat Jam Kerja Aktif
1 Senin 08:00 - 12:00 12:00 - 13:00 13:00 - 16:00
2 Selasa 08:00 - 12:00 12:00 - 13:00 13:00 - 16:00
3 Rabu 08:00 - 12:00 12:00 - 13:00 13:00 - 16:00
4 Kamis 08:00 - 12:00 12:00 - 13:00 13:00 - 16:00
5 Jumat 08:00 - 12:00 12:00 - 13:00 13:00 - 16:00
6 Sabtu 08:00 - 12:00 12:00 - 13:00 13:00 - 16:00
2.3.4. Sistem Pengupahan dan Fasilitas Lainnya
Sistem pengupahan karyawan di PT. Batanghari Tebing Pratama dapat
dibedakan atas:
1. Gaji bulanan diberikan kepada dewan direksi/komisaris, wakil manajemen,
tim wakil manajemen, kepala pabrik, para Kabag, tim audit internal, dan staf
yang besarnya tetap setiap bulan sesuai dengan jabatannya masing-masing.
2. Upah harian diberikan kepada buruh/karyawan produksi per hari kerja.
Selain gaji atau upah pokok, perusahaan juga memberikan upah lembur
kepada karyawan yang bekerja di atas waktu kerja normal. Cara perhitungan upah
lembur adalah sebagai berikut:
13. 1. Untuk hari biasa.
a. Perhitungan upah lembur untuk satu jam pertama adalah 1½ (satu
setengah) x upah per jam.
b. Perhitungan upah lembur untuk dua jam berikutnya adalah 2 (dua) x upah
per jam.
c. Perhitungan upah lembur per jam berikutnya adalah 1
/160
2. Untuk hari besar atau hari libur
x upah per bulan.
Perhitungan upah lembur untuk karyawan yang bekerja pada hari besar atau
hari libur (minggu) adalah 2 (dua) x upah per hari kerja biasa.
Selain gaji/upah pokok dan upah lembur di atas, perusahaan juga
memberikan beberapa fasilitas kepada karyawannya, antara lain:
1. Tunjangan Hari Raya (THR)
Besarnya Tunjangan Hari Raya (THR) ini adalah tambahan satu bulan gaji
untuk karyawan yang mempunyai masa kerja lebih dari satu tahun.
2. Cuti Tahunan.
Perusahaan memberikan cuti sebanyak 12 (dua belas) hari kerja per tahun
kepada para karyawannya. Sisa cuti yang belum diambil pada tahun tertentu
akan ditambahkan ke tahun berikutnya dengan batas maksimal 18 (delapan
belas) hari kerja per tahun. Permohonan cuti tenaga kerja diatur dengan
peraturan perusahaan, yang hanya mengijinkan 10 orang dari tenaga kerja cuti
pada saat bersamaan. Pengaturan ini dimaksudkan agar kegiatan perusahaan
dapat terus berjalan dengan stabil.
14. 2.4. Proses Produksi
Proses produksi crumb rubber dilakukan melalui beberapa tahapan proses
dengan menggunakan mesin-mesin dan peralatan khusus, dimana terdapat standar
mutu berdasarkan Standard Indonesian Rubber (SIR) yang harus dipenuhi dalam
proses pembuatan bahan baku menjadi produk jadi.
2.4.1. Standar Kualitas
Produk crumb rubber yang dihasilkan oleh PT.Batanghari Tebing Pratama
dikualifikasi berdasarkan standar kualitas yang telah ditetapkan oleh pemerintah
Indonesia, yaitu Standard Indonesian Rubber (SIR) dengan mengunakan metode
uji ISO R 247, ISO R 248, ISO R 249, dan ISO 1656 terhadap kandungan
kotoran, kadar abu, kadar zat menguap, rentang Po (Initial Wallace Plasticity),
PRI (Plasticity Rentention Index), serta kadar nitrogen yang terdapat pada produk
yang dihasilkan. Berdasakan standar kualitas ini, produk yang dihasilkan oleh
PT.Batanghari Tebing Pratama dibagi menjadi 2 jenis, yaitu SIR 10 dan SIR 20.
Adapun standar kualitas produk SIR 10 dan SIR 20 yang dihasilkan oleh
PT.Batanghari Tebing Pratama dapat dilihat pada Tabel 2.3.
Tabel 2.3. Standar Kualitas Produk SIR 10 dan SIR 20
Spesifikasi SIR 10 SIR 20
Kadar kotoran (% berat maks) 0,1 0,2
Kadar abu (% berat maks) 0,75 1
Kadar zat menguap (% berat maks) 0,8 0,08
Initial Wallace Plasticity/Po (batas min) 30 30
15. Tabel 2.3. Standar Kualitas Produk SIR 10 dan SIR 20 (Lanjutan)
Spesifikasi SIR 10 SIR 20
Plasticity Rentention Index/PRI (batas min) 70 60
Kadar Nitrogen (% berat maks) 0,6 0,6
Sumber : Laboratorium PT. Batanghari Tebing Pratama
Keterangan lebih lanjut mengenai spesifikasi dalam Tabel 2.3. di atas
dapat dijelaskan sebagai berikut :
1. Kadar kotoran
Yang dimaksud kadar kotoran adalah kadar keikutsertaan bahan-bahan lainnya
yang tidak diinginkan pada produk akhir karet. Dalam hal ini, yang termasuk
kotoran dalam produk crumb rubber adalah berupa bahan-bahan logam dan
metal yang dapat secara tidak sengaja terikut ke dalam produk jadi.
2. Kadar abu
Yang dimaksud kadar abu adalah kandungan abu yang terikut ke dalam produk
crumb rubber yang dihasilkan.
3. Kadar zat menguap
Yang dimaksud kadar zat menguap adalah jumlah kandungan zat yang dapat
menguap pada produk jadi. Kadar kandungan zat menguap dalam suatu produk
jadi harus seminimal mungkin untuk menjaga kualitas, elastisitas, dan berat
dari karet itu sendiri.
4. Initial Wallace Plasticity
Yang dimaksud Initial Wallace Plasticity adalah bilangan plastis Wallace pada
produk crumb rubber yang dihasilkan. Produk karet yang memiliki mutu yang
16. baik dengan sifat elastisitas tertentu harus memenuhi nilai/batas minimum dari
tetapan Wallace yang telah ditentukan berdasarkan standar mutunya.
5. Plasticity Retention Index (PRI)
Yang dimaksud Plasticity Rentention Index adalah indeks rentangan plastis dari
karet dimana karet dengan kualitas yang baik harus memenuhi batas minimum
indeks rentangan plastis yang telah distandarisasi.
6. Kadar Nitrogen
Yang dimaksud kadar nitrogen adalah jumlah maksimum kandungan nitrogen
yang diperbolehkan dalam produk crumb rubber yang dihasilkan.
2.4.2. Bahan yang Digunakan
Bahan yang digunakan dalam proses produksi crumb rubber pada PT.
Batanghari Tebing Pratama dapat dikelompokkan menjadi 3 jenis yaitu bahan
baku, bahan penolong, dan bahan tambahan.
2.4.2.1.Bahan Baku
Bahan baku merupakan bahan utama yang digunakan dalam pembuatan
produk (dalam proses produksi). Bahan baku yang digunakan dalam proses
produksi crumb rubber di PT. Batanghari Tebing Pratama adalah bokar (bahan
olahan karet) berupa cup lumb dan slab yang dihasilkan dari penyadapan pohon
karet yang umumnya ditanam secara massal dalam perkebunan milik pemerintah,
swasta atau dari perkebunan rakyat.
17. 2.4.2.2.Bahan Tambahan
Bahan tambahan merupakan bahan yang tidak ikut dalam proses produksi,
tetapi ditambahkan ke produk pada saat atau setelah proses produksi untuk
meningkatkan citra produk kepada konsumen, serta untuk melindungi produk
dalam transportasi. Bahan tambahan yang digunakan pada proses produksi crumb
rubber adalah kantong plastik. Kantong plastik digunakan untuk membungkus
bongkahan karet yang sudah dipress. Kantong plastik ini dibeli dari toko lalu
diberi label PT. Batanghari Tebing Pratama.
2.4.2.3.Bahan Penolong
Bahan penolong adalah bahan yang digunakan untuk membantu proses
produksi, tetapi tidak terdapat dalam produk akhir. Kualitas produk yang
dihasilkan secara tidak langsung dipengaruhi oleh bahan penolong. Bahan
penolong yang digunakan pada proses produksi crumb rubber adalah air. Air yang
digunakan adalah air bersih yang tidak mengandung zat-zat kimia dan kotoran.
Air digunakan untuk mencuci bahan baku dari kotoran-kotoran yang melekat,
mendinginkan motor-motor pembangkit tenaga, dan mencuci alat-alat yang
dipakai dalam proses produksi.
2.4.3. Uraian Proses Produksi
Adapun uraian proses produksi crumb rubber pada PT. Batanghari Tebing
Pratama dapat dijelaskan secara rinci sebagai berikut:
18. 1. Proses Penyortiran dan Penimbangan
Pada tahap awal ini, bahan baku bokar (bahan olahan karet) yang diterima dari
supplier diperiksa dan disortir terlebih dahulu. Penyortiran dilakukan untuk
memeriksa kualitas getah karet berdasarkan pertimbangan kesegaran dan
kelayakan kondisi bokar. Hasil penyortiran kemudian ditimbang sesuai
dengan kualitas masing-masing.
2. Proses Penyimpanan Bahan Baku
Bokar yang telah disortir dan ditimbang berdasarkan jenisnya pada tahap
sebelumnya disimpan ke dalam gudang bahan baku untuk menunggu proses
selanjutnya.
3. Proses Pencincangan dan Pembersihan
Bokar diangkut dari gudang bahan baku dengan shovel loader ke dalam bak
air pada mesin slab cutter I. Pada mesin slab cutter I ini, bokar dicincang
menjadi potongan-potongan kecil. Mesin ini memiliki beberapa bagian yaitu
vibrating screen, elevator, dan crumb paddle. Hasil olahan dengan mesin slab
cutter I diangkut ke bak pembersihan I, yang disebut juga vibrating screen,
yang berisi air untuk mencuci hasil cincangan bokar. Bak pembersihan ini
menggunakan prinsip getaran mekanis untuk memisahkan kotoran dari
cincangan bokar. Setelah dicuci dalam bak pembersihan I, bokar diangkut dari
vibrating screen dengan crumb paddle ke mesin slab cutter II dengan
menggunakan elevator. Perbedaannya adalah hasil olahan mesin slab cutter II
berukuran lebih kecil. Pecahan-pecahan karet dari slab cutter II dijatuhkan di
dalam vibrating screen dengan corong gravitasi. Vibrating screen berfungsi
19. untuk memisahkan kotoran dan butiran-butiran karet yang hasilnya ditampung
oleh belt conveyor untuk diangkut ke bak pembersihan II yang berfungsi
untuk memisahkan kotoran. Kemudian butiran-butiran karet diangkut dengan
bucket elevator ke mesin hummer mill, yang mencincang bokar menjadi
potongan-potongan kecil. Gerakan yang terjadi di dalam hummer mill juga
menyebabkan kotoran-kotoran yang berada di dalam gumpalan karet menjadi
terpisah. Hasil keluaran dari hummer mill dijatuhkan ke vibrating screen dan
diayak dengan corong gravitasi dengan diameter lubang 0,5 cm. Butiran-
butiran karet yang lolos dari vibrating screen dialirkan ke bak pembersihan III
dengan belt conveyor untuk memisahkan kotoran. Kemudian butiran-butiran
karet diangkut dengan bucket elevator ke rotary cutter. Hasil olahan rotary
cutter adalah potongan-potongan kecil bokar dimasukkan ke dalam bak
pembersihan IV dan terjadi pemisahan kotoran.
4. Proses Penggilingan dan Pembentukan Lembaran Karet
Butiran-butiran karet diangkut ke stasiun kerja ini dengan menggunakan
bucket elevator. Proses awal dari tahap ini adalah pembentukan lembaran
karet oleh mesin creeper I. Lembaran karet hasil dari mesin creeper I ini
masih berbentuk agak kasar dan kadang masih terputus-putus. Lembaran karet
diproses lagi ke mesin creeper II menjadi lembaran karet yang lebih panjang
dan lebih menyatu. Kemudian, lembaran karet diproses akhir pada mesin
creeper III menjadi lembaran karet dengan panjang sekitar 7 m dan sudah
menyatu seluruhnya. Lembaran karet kemudian diangkut dengan hand truck
ke stasiun penjemuran.
20. 5. Proses Penjemuran
Lembaran karet dari stasiun kerja sebelumnya dijemur dengan digantungkan
pada rak-rak penjemuran yang tersedia di kamar jemur. Penjemuran dilakukan
selama 12-16 hari dengan memanfaatkan angin alami. Penjemuran ini
dilakukan untuk penyeragaman kualitas karet.
6. Proses Peremahan dan Pembutiran
Lembaran karet kering dari penjemuran dibawa ke mesin shredder dengan
hand truck. Pada mesin tersebut, lembaran dicincang menjadi butiran-butiran
kecil. Butiran-butiran tersebut kemudian diisi ke dalam trolley. Trolley
tersebut terdiri atas kotak-kotak besi yang berjumlah 24 buah. Setelah penuh,
trolley-trolley tersebut dimasukkan ke dalam dryer.
7. Proses Pengeringan
Trolley yang telah penuh berisi butiran karet kemudian dimasukkan ke dryer
dengan suhu 110-1300
C selama 3 jam. Karet yang keluar dari dryer telah
menjadi bongkahan mengikuti bentuk kotak sesuai dengan sekatan pada
trolley. Bongkahan karet kering kemudian didinginkan sampai 450
8. Proses Penimbangan dan Pengepresan
C.
Bongkahan karet kering yang sudah dingin kemudian dikeluarkan dari trolley
dan dipindahkan ke meja timbang. Petugas timbang kemudian menimbang
bongkahan karet masing-masing menjadi 35 kg. Bongkahan seberat 35 kg
tersebut kemudian dimasukkan ke dalam mesin press hidrolik untuk dipress
dengan tekanan 1.500 Psi sehingga terbentuk bandela dengan ukuran yang
21. seragam. Bandela kemudian dibungkus dengan kantong plastik polyethilen
dengan titik leleh > 450
9. Proses Pengepakan
C.
Bandela yang sudah dibungkus, kemudian dimasukkan ke dalam pallet kayu
sesuai dengan jenis SIR dimana isi tiap pallet sebanyak 36 bandela. Setelah
itu, pallet-pallet tersebut diangkut ke gudang produk jadi dengan forklift.
2.4.4. Mesin dan Peralatan
2.4.4.1.Mesin Produksi
Adapun mesin-mesin produksi yang digunakan oleh PT. Batanghari
Tebing Pratama dapat dilihat pada Tabel 2.4.
22. Tabel 2.4. Mesin Produksi
No. Mesin Merek Tipe Jumlah Spesifikasi Daya Fungsi
1
Slab
Cutter
Goldsta
GTQ 750
Gear Box
2 unit
220 / 380 V; cos Ф = 0,8;
1.480 rpm
80 HP
Untuk mencincang bokar (bahan olahan karet) menjadi
potongan-potongan karet yang berukuran lebih kecil
2
Hummer
Mill
Goldsta
GTQ 750
Gear Box
1 unit
230 / 380 V; cos Ф = 0,8;
1.480 rpm
80 HP
Untuk meremas dan mencincang hasil olahan karet dari
Slab Cutter menjadi ukuran yang lebih kecil sehingga
kotoran dapat terpisah dari hasil olahan karet
3
Rotary
Cutter
Goldsta
GTQ 750
Gear Box
1 unit
230 / 380 V; cos Ф = 0,8;
1.480 rpm
80 HP
Untuk mencincang hasil olahan dari Hummer Mill
menjadi potongan-potongan kecil dan menyeragamkan
getah bokar dari SIR yang berbeda-beda
4 Creeper Goldsta
GTQ 750
Gear Box
3 unit
220/380 V, cos Ф = 0,8,
1.480 rpm
80 HP
Untuk mengubah bentuk hasil olahan dari Rotary Cutter
menjadi lembaran-lembaran
5 Shredder Goldsta
GTQ 750
Gear Box
1 unit
230/380 V, cos Ф = 0,8,
1.500 rpm
125 HP
Untuk mencincang lembaran hasil olahan dari Creeper
menjadi butiran-butiran kecil atau remah
6 Dryer Goldsta - 1 unit
220/380 V, cos Ф = 0,8,
1.500 rpm (blower)
80 HP
Untuk mengeringkan dan memasak butiran karet (crumb
rubber)
23. Tabel 2.4. Mesin Produksi (Lanjutan)
No. Mesin Merek Tipe Jumlah Spesifikasi Daya Fungsi
7
Press
Hidrolik
ASEA IEC 60 1 unit
220/380 V, cos Ф = 0,8,
1.500 rpm, cylinder
pressure 1.500 Psi
80 HP
Untuk memadatkan dan membentuk crumb rubber
menjadi bongkahan untuk proses packing
2.4.4.2.Peralatan (Equipment)
Peralatan yang digunakan sebagian besar adalah peralatan material handling, yang digunakan untuk membantu memperlancar jalannya
proses produksi karet remah (crumb rubber). Adapun peralatan-peralatan yang digunakan yang digunakan oleh PT. Batanghari Tebing Pratama
dapat dilihat pada Tabel 2.5.
Tabel 2.5. Peralatan
No Peralatan Jumlah Fungsi
1 Shovel Loader 1 unit Mengangkut bokar dari gudang bahan baku ke bak air pada mesin Slab Cutter I
2 Bak Pembersihan 4 unit Membersihkan bokar dari kotoran berupa tanah, kayu, batu, dan pasir dengan memanfaatkan prinsip berat jenis
24. Tabel 2.5. Peralatan (Lanjutan)
No Peralatan Jumlah Fungsi
3 Bucket Elevator 4 unit Mengangkut hasil olahan karet dari bak pembersihan
4 Belt Conveyor 4 unit Mengangkut hasil olahan karet menuju bak pembersihan
5 Timbangan Duduk 5 unit Menimbang crumb rubber yang akan dikemas dengan kapasitas 50 kg/unit
6 Timbangan Bokar 4 unit Menimbang bokar yang telah disortir untuk mengetahui beratnya dengan kapasitas 1.000 kg/unit
7 Hand Truck 4 unit
Mengangkut lembaran-lembaran karet hasil pengolahan creeper ke stasiun kerja penjemuran dan mengangkut
lembaran-lembaran karet yang sudah dijemur ke mesin shredder
8 Trolley 15 unit Sebagai wadah butiran-butiran karet hasil pengolahan mesin shredder yang akan dipanaskan di mesin dryer
9 Forklift 2 unit Mengangkut pallet-pallet ke gudang produk jadi
10 Pisau Pemotong 6 unit Memotong kelebihan hasil penimbangan crumb rubber agar sesuai dengan berat yang akan dipress
11 Solder 4 unit Merekatkan kantong plastik pembungkus crumb rubber
25. 2.4.5. Utilitas
Adapun utilitas yang digunakan oleh PT. Batanghari Tebing Pratama
adalah sebagai berikut:
1. Tenaga Listrik dari PLN
Tenaga ini adalah sumber pasokan listrik utama untuk bagian produksi, bagian
kantor, dan lain-lain dengan kapasitas sebesar 450 KVA.
2. Genset
Genset merupakan sumber tenaga listrik cadangan yang digunakan apabila
terjadi kekurangan voltase maupun pemadaman listrik. Adapun spesifikasi
dari genset yang digunakan adalah sebagai berikut:
Merek : CATER FILLAR
Jumlah : 1 unit
Kapasitas : 1.000 KVA.
2.4.6. Safety and Fire Protection
Dalam melaksanakan proses produksi, PT. Batanghari Tebing Pratama
sangat memperhatikan masalah keamanan dan kesehatan dari para pekerjanya.
Pihak perusahaan selalu menyediakan alat pelindung diri (APD) untuk para
pekerja dalam melaksanakan pekerjaannya. Selain itu, pihak perusahaan selalu
memasang papan tanda di setiap stasiun kerja yang dianggap cukup berbahaya
sehingga setiap personil yang ada di wilayah tersebut dapat bersikap waspada.
Adapun alat-alat pelindung diri (APD) yang disediakan oleh PT. Batanghari
Tebing Pratama untuk para pekerjanya adalah sebagai berikut:
26. 1. Sepatu
Operator diwajibkan memakai sepatu untuk melindungi kaki mereka dari paku
dan benda-benda tajam lainnya yang ada di lantai produksi.
2. Masker
Operator diwajibkan memakai masker untuk melindungi paru-paru dan
saluran pernafasan mereka dari pengaruh asap mesin.
3. Sarung tangan
Operator diwajibkan memakai sarung tangan untuk melindungi tangan mereka
dari kontak dengan minyak pelumas, listrik, panas, dan benda berbahaya
lainnya.
Selain itu, PT. Batanghari Tebing Pratama juga menyediakan pompa
hydrant di area-area kerja yang rentan terjadi kebakaran untuk mengantisipasi
apabila terjadi kebakaran. Seluruh karyawan diberi pelatihan agar dapat
menggunakan pompa hydrant tersebut sehingga apabila terjadi kebakaran para
karyawan dapat segera menggunakan pompa-pompa hydrant yang tersedia untuk
dapat memadamkan api.
2.4.7. Waste Treatment
Adapun tiga jenis cara pengendalian limbah yang dilakukan oleh PT.
Batanghari Tebing Pratama adalah sebagai berikut:
1. Minimalisasi Limbah
Minimalisasi limbah pada sumbernya dapat dilakukan dengan cara “source
reduction” dan daur ulang (recycling). Source reduction ialah pengurangan
27. limbah melalui eliminasi limbah di tempat terjadinya sumber pencemaran
dalam proses peningkatan efisiensi pemakaian air untuk proses produksi.
Demikian juga dengan penerapan program “house keeping” serta peningkatan
kebersihan bahan olahan karet. Minimalisasi limbah pada PT. Batanghari
Tebing Pratama dilakukan melalui dua tahapan aktivitas yaitu:
a. Meningkatkan kebersihan bahan baku
Sumber utama yang menyebabkan kotornya limbah pabrik karet adalah
kandungan kotoran dari bahan olahan karet. Pabrik berusaha lebih selektif
dalam pemilihan bahan olahan karet yaitu dengan menolak bahan olahan
karet yang kotor. Pengolahan SIR 20 dari bahan olahan karet rakyat yang
bermutu rendah menggunakan air yang sangat besar sehingga jumlah
limbahnya juga sangat besar. Untuk kelancaran usaha tersebut,
keterpaduan seluruh pabrik sangat diperlukan.
b. Efisiensi pemakaian air
Volume limbah yang dihasilkan sangat berpengaruh dalam pengolahan
limbah. Volume limbah yang besar akan memerlukan unit pengolahan
yang besar, menggunakan energi yang besar, dan memerlukan
pengontrolan yang lebih sulit. Penekanan jumlah atau volume limbah akan
menekan biaya pengendalian limbah. Usaha utama untuk menekan volume
limbah yang dilakukan oleh perusahaan adalah menghemat penggunaan
air.
28. 2. Segregasi
Segregasi adalah upaya untuk memilah-milah aliran limbah berdasarkan
perbedaan kualitasnya. Dengan cara pemilahan, limbah yang nilai
parameternya di bawah ambang batas tidak perlu diolah lagi dan dapat
langsung dimasukkan ke dalam penampungan akhir dan seterusnya dibuang
ke sungai. Untuk limbah yang mempunyai parameter di atas ambang batas,
dilakukan pengolahan dengan proses aerasi-filterasi.
3. Pengelolaan dan pemanfaatan limbah
Adapun pengelolaan dan pemanfaatan limbah yang dilakukan oleh PT.
Batanghari Tebing Pratama diklasifikasi berdasarkan jenis limbah yang
dihasilkan yakni sebagi berikut:
a. Limbah Padat
Limbah padat yang dihasilkan oleh PT. Batanghari Tebing Pratama berasal
dari hasil sortiran benda-benda asing yang terikut dalam bahan baku yang
terdiri dari potongan-potongan kayu, batu, kantong, karung plastik, dan
bahan padat lainnya yang secara disengaja maupun tidak disengaja
dilakukan oleh petani karet. Sifat limbah padat ini relatif tidak berbahaya.
Adapun pengelolaan yang dilakukan terhadap limbah padat yang dapat
dibakar seperti kayu, rotan, dan karung plastik adalah membakarnya di
tempat pembakaran sampah. Sedangkan limbah padat yang berupa lumpur,
pasir, dan batu dijadikan bahan penimbun halaman pabrik yang rendah.
Untuk limbah padat dari pembuatan peti SIR berupa potongan-potongan
29. kayu diberikan kepada penduduk sekitar pabrik untuk dimanfaatkan sebagai
kayu bakar dan keperluan rumah tangga lainnya.
b. Limbah Cair
Limbah cair yang dihasilkan oleh PT. Batanghari Tebing Pratama berasal
dari air buangan sisa sanitasi. Adapun pengelolaan yang dilakukan terhadap
limbah cair tersebut adalah dengan mengalirkan limbah cair tersebut ke
kolam pengelolaan limbah cair yang dibangun perusahaan. Di kolam ini,
limbah cair akan diolah kembali (direcycle) untuk pencucian bahan olahan
karet pada proses awal pengolahan karet.
c. Limbah Gas
Limbah gas yang dihasilkan oleh PT. Batanghari Tebing Pratama berasal
dari gudang penyimpanan bahan olahan karet dan cerobong pengering
(dryer). Bau yang dikeluarkan dari gudang penyimpanan bahan olahan karet
mempunyai radius pencemaran yang kecil. Adapun usaha yang dilakukan
untuk mengurangi limbah gas tersebut adalah sebagai berikut:
1. Memberi aliran udara yang cukup sehingga konsentrasi bau dapat
dikurangi.
2. Meningkatkan kebersihan lantai gudang dan saluran air pembuangan.
3. Mengadakan penanaman pohon-pohon penghijauan untuk mengurangi
kecepatan angin yang membawa bau ke lingkungan pemukiman sekitar
pabrik.
4. Bau yang dikeluarkan dari cerobong pengering (dryer) mempunyai
radius pencemaran yang cukup jauh. Hal ini disebabkan udara panas
30. yang membawa bau yang bersifat lebih ringan sehingga jangkauan yang
dicapai dapat lebih luas. Untuk mengurangi bau yang dikeluarkan oleh
cerobong pengering (dryer), dilaksanakan pendinginan uap panas yang
keluar dengan cara mengalirkannya ke dalam kolam air yang mengalir
sehingga bau tersebut terikut di dalam air.