Download to read offline


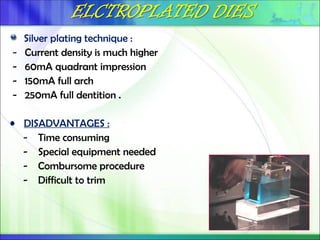
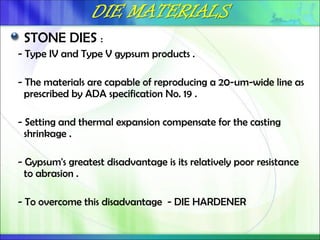
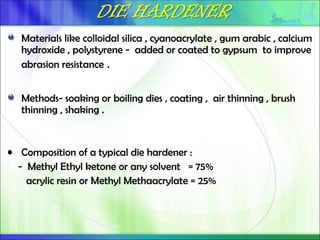
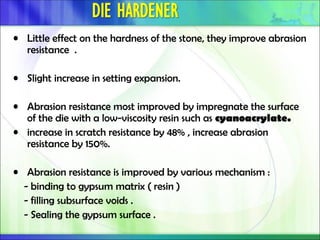








Die - the positive reproduction of the form of a prepared tooth in any suitable substance (GPT-5). The die for the fixed restoration also must meet certain requirements: It must reproduce the prepared tooth exactly. - All surfaces must be accurately duplicated, and no bubbles or voids can be accepted. Desirable characteristics of a die material: - accuracy - reproduce fine detail and sharp margins - strength - hardness - ease of manipulation - production of die in a short time - suitable to all types of impression materials - non-injurious to health - good color contrast Classification - Newmann and Williams , 1969 a) METAL DIES : - Silver and copper amalgam - must condense into a rigid material. Affected by heat. 10-12 hours to harden. - Electroplated dies - Copper , 10-15 hour process - Silver - hydrocyanic gas can be produced - Bismuth-tin Alloy spray gun at 138 degrees C to impression. Difficult to spray in narrow confined areas The use of electroformed gold copings as the core of fixed oral prostheses was first introduced by Rogers & Armstrong in 1961 . DISADVANTAGE : - Highly toxic electrolyte , need for large expensive equipment . In 1970 Wismann developed thiosulfate electrolyte system . In 1991 a new, much smaller system developed by Gramm Technik - less expensive . - Electrodeposition of 24-Kt gold copings directly onto a stone die would seem to offer the potential for less distortion and misfit . Thicknesses of 0.2mm The areas to be plated are first coated with finely powdered silver or graphite . The impression is then placed in an electroplating bath . A layer of pure metal is deposited on the impression and is supported with Type IV stone or resin. performed slowly – TYPICALLY TAKES 8 hrs . silicone impression materials are difficult to electroplate evenly –low surface energy . Polyether - hydrophilic nature, imbibe water and become distorted - cannot be plated accurately STONE DIES : - Type IV and Type V gypsum products . - The materials are capable of reproducing a 20-um-wide line as prescribed by ADA specification No. 19 . - Setting and thermal expansion compensate for the casting shrinkage . - Gypsum's greatest disadvantage is its relatively poor resistance to abrasion . - To overcome this disadvantage - DIE HARDENER Materials like colloidal silica , cyanoacrylate , gum arabic , calcium hydroxide , polystyrene - added or coated to gypsum to improve abrasion resistance . Methods- soaking or boiling dies , coating , air thinning , brush thinning , shaking . Composition of a typical die hardener : - Methyl Ethyl ketone or any solvent = 75% acrylic resin or Methyl Methaacrylate = 25% Little effect on the hardness of the stone, they improve abrasion resistance . Slight increase in setting expansion. Abrasion resistance most improved by impregnate the surface of the die with a low-viscosity resin such as cyanoacry



















![Working cast [Autosaved] - Copy.pptx](https://cdn.slidesharecdn.com/ss_thumbnails/workingcastautosaved-copy-230929103304-5d4782d0-thumbnail.jpg?width=640&height=640&fit=bounds)




![die and die matrrials.pptmnkml;lp;[]'?">/,mkl;p[;](https://cdn.slidesharecdn.com/ss_thumbnails/dieanddiematrrials-251031104741-a0e359d4-thumbnail.jpg?width=640&height=640&fit=bounds)















![CTEV [ clubfoot] DR ARUN LAL ,DR MOHAMED ASHRAF travancore medical college k...](https://cdn.slidesharecdn.com/ss_thumbnails/ctevclubfootdrarunlaldrmohamedashraftravancoremedicalcollegekollamkeralaindia-260208063247-18fc466c-thumbnail.jpg?width=640&height=640&fit=bounds)






