Download as PDF, PPTX

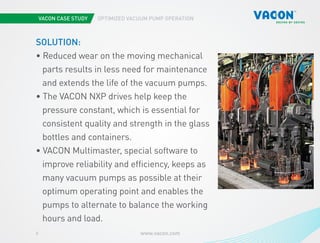
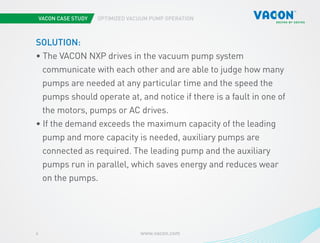

Hindustan National Glass Industries (HNGI) implemented vacuum pump technology in its new production plants to achieve high-speed, precise molding of glass containers. Pneumofore installed six UV50 VS90 vacuum pumps controlled by Vacon NXP AC drives, which optimize energy use and reduce maintenance needs. The system's ability to adjust based on production demand enhances efficiency and ensures consistent quality in glass manufacturing.





![[Glass Factory] patent portfolio v2.1](https://cdn.slidesharecdn.com/ss_thumbnails/glassfactorypatentportfoliov2-150824194734-lva1-app6891-thumbnail.jpg?width=640&height=640&fit=bounds)



![[Glass Factory] patent list 2014.11.19 v1.3 eng](https://cdn.slidesharecdn.com/ss_thumbnails/glassfactorypatentlist2014-150122082253-conversion-gate02-thumbnail.jpg?width=640&height=640&fit=bounds)


































































