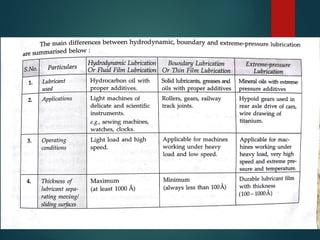
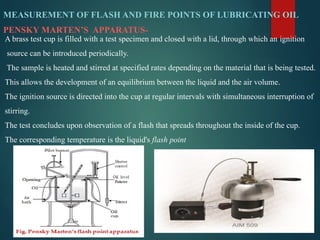
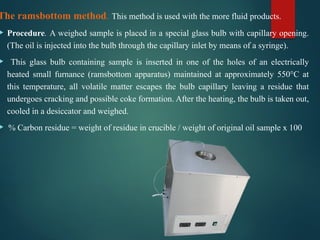
The document provides a comprehensive overview of lubricants, detailing their definitions, functions, types, and mechanisms of lubrication. It discusses the composition of various lubricants, including automotive oils, greases, and synthetic options, along with their physical and chemical properties. Additionally, it highlights the importance of lubrication in reducing friction, wear, and corrosion, thus improving machinery efficiency and longevity.




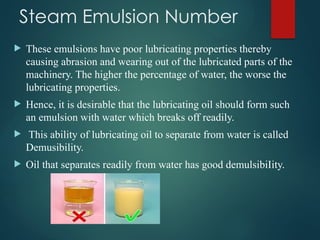
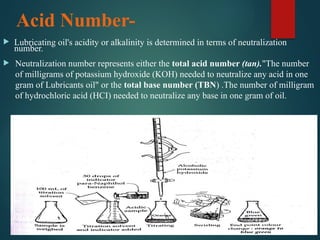
![(i) Into 300 ml conical flask, take a weighed amount of the sample (20 gm sample for
light-colored oil or 2 gm sample for dark-colored oil).
(ii)Add 100 ml of titration solvent and 30 drops of indicator solution to the flask, then
carefully swirl the mixture until the sample is completely dissolved.
(iii)If the solution turns yellow-orange or deep orange in color, it means the oil sample
was acidic [but if it assumes green or green-blue color, it means the oil sample was
basic, then titration should be done with HCl.
(iv)Slowly add the alc. KOH solution from the burette drop by drop with careful
swirling until the green or green-blue end point is reached which persist for at least
15 s .[The color change is reversed if alc . HCl is the titrating agent].
(v) Read from the burette the number of ml of solution required to reach the end point.
(vi)The acid value should not exceed than 0.1mg/g for good Lubricants.
Determination of tan is more common and its
test procedure is given below:](https://image.slidesharecdn.com/unit3lubricationsppt16983987592-241202035836-cd9cd528/85/unit-3Lubrications-ppt_1698398759-2-pptx-65-320.jpg)
![Oiliness-
It is a property by virtue of which an oil remains adhered to the
lubricating surface.
It is directly related to specific of oil.
Lowe the specific gravity [specific gravity of an object is
the density of that object divided by the density of water], higher
is oiliness.
Oiliness is fell on touching, but is cannot be measured by any
standard test.
The vegetables /animals oils are with high oiliness, compare to
mineral oils.](https://image.slidesharecdn.com/unit3lubricationsppt16983987592-241202035836-cd9cd528/85/unit-3Lubrications-ppt_1698398759-2-pptx-71-320.jpg)











![OVERVIEW OF THE OIL & GAS EXPLORATION AND [Autosaved]](https://cdn.slidesharecdn.com/ss_thumbnails/f980b2ed-b37b-4c91-b049-14cec3820fe3-150826222206-lva1-app6891-thumbnail.jpg?width=640&height=640&fit=bounds)




























































