Download to read offline

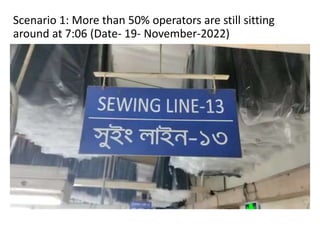


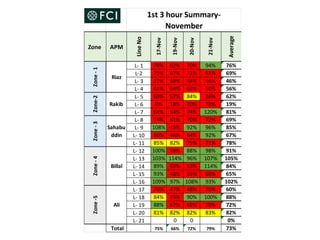
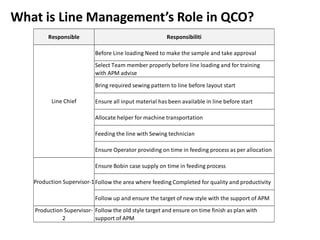
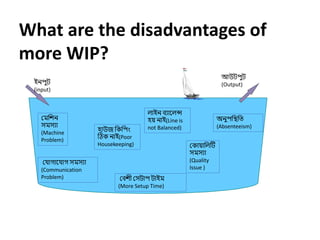
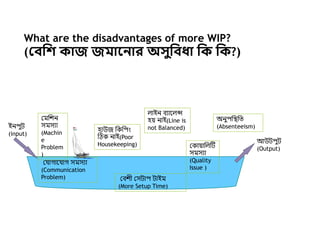

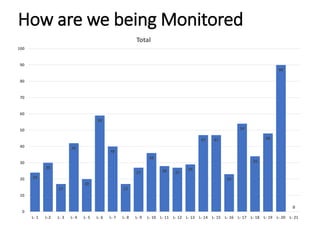
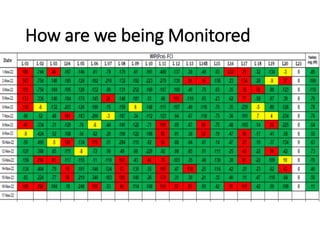
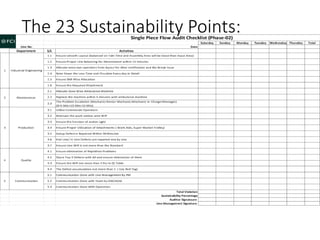
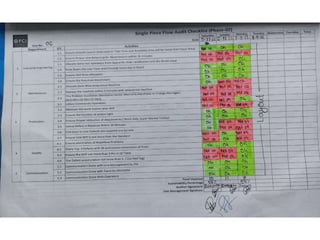




The document outlines essential responsibilities for line management in production, emphasizing punctuality, effective communication, and organization to achieve efficiency. It highlights several failure points in productivity, such as absenteeism and lack of teamwork, and provides solutions for improving line management practices. Additionally, it discusses the importance of standard work in progress (WIP), single-piece flow benefits, and the monitoring of performance metrics to sustain production effectiveness.



























