Download to read offline

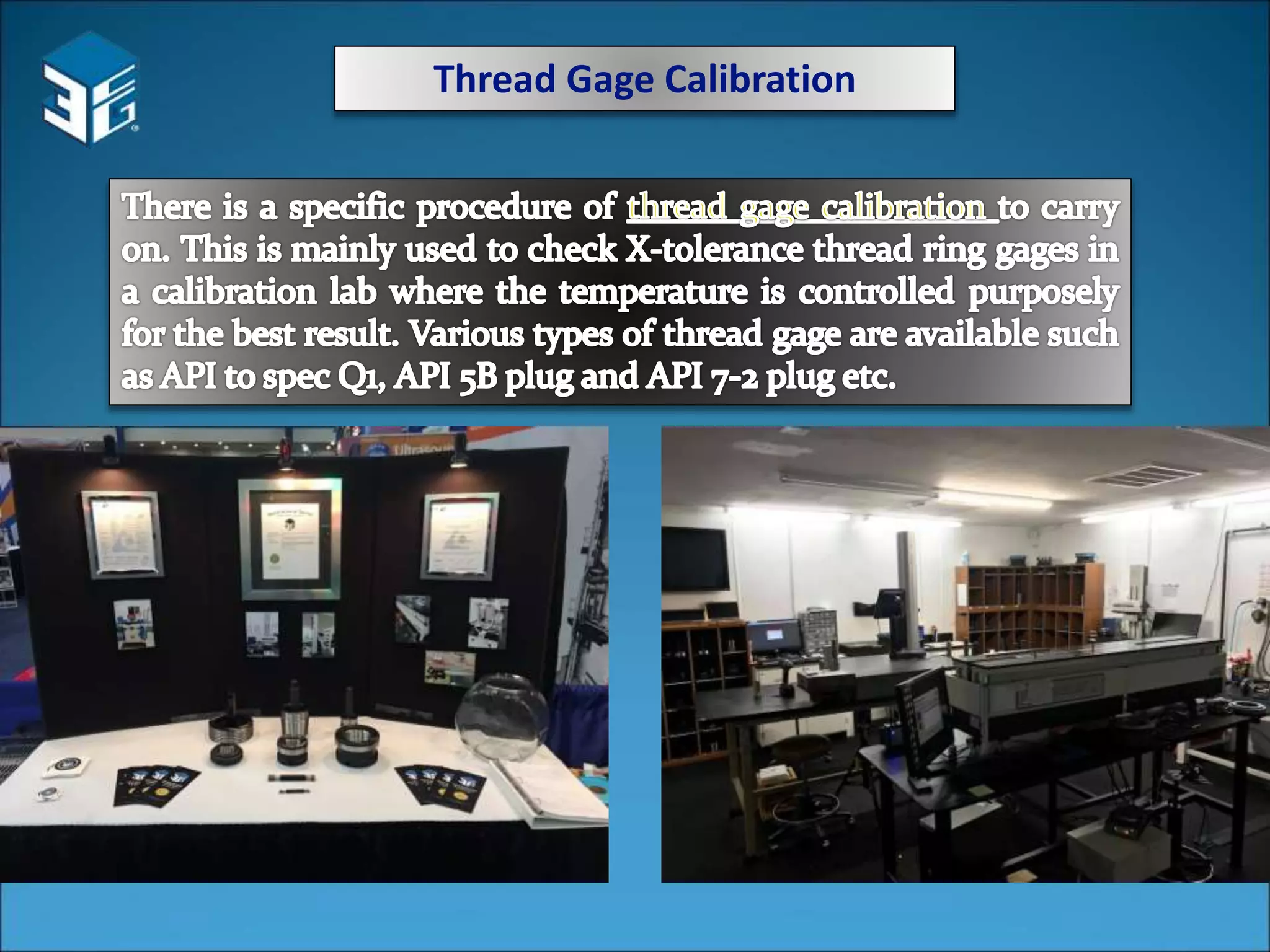






Third Coast Gage & Calibration specializes in the design, manufacturing, and calibration of industry-standard and custom thread gages, particularly for the oil and gas sector, adhering to API specifications. They provide calibration services that are traceable to NIST standards, ensuring accuracy and safety in measurements. The company is ISO/IEC 17025 accredited and offers additional support for quality system development related to API monogram licensing.



































































