The document summarizes the methanol recovery plant at Ind-Swift Pharmaceuticals. Key details include:
- The plant uses a batch distillation column to recover methanol from wastewater, achieving 96% purity.
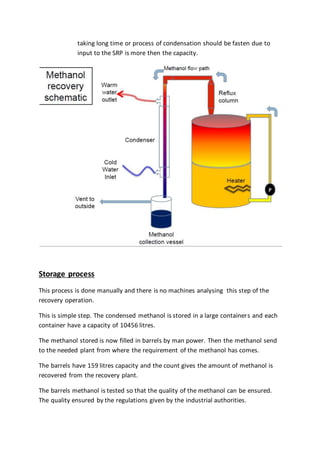
- Methanol vapor rises to the top of the 20m column and is condensed using a series of coolants to about 1-2°C for storage.
- The recovered methanol is stored in 10,000L barrels and sent to pharmaceutical processing plants according to their needs.
- The recovery plant operates continuously to minimize resource waste and costs, while ensuring environmental compliance.