Automation and Motion
Objectives
Youwill learn:
1) The basics of PID control
2) Characteristics and selection criteria for actuators
and sensors commonly used in Process Control
3) Pitfalls associated with “accuracy, resolution, and
“sizing” the system
4) Typical Processes and the type of control strategies
that need to be employed
5) Test and evaluation of several “process model”
function blocks for PID experimentation
3.
Automation and Motion
Sessions
Session1 – Basic PID Introduction
What is PID control?
Designing the Process and sensor actuator selection
Sizing, scaling, accuracy, resolution and other topics
4.
Automation and Motion
Session2 – Setting up and tuning a basic PID Loop
What is Proportional control, Integral control,
derivative control?
Temperature control as the basic strategy.
Session 2
5.
Automation and Motion
Session3 – Tailoring the loop
Session 3 – discussion about “customizing” the control
loop strategy to meet the needs of the user
application. Operator involvement in the setup and
operation of the PID loop. Operating modes, mode
control, setpoint handling and alarms. Bumpless
transfers
6.
Automation and Motion
Session4 –PV and loop algorithm Options
Session 4 – Configuring the Process variable options.
Engineering units and “loop normalization”- Real
world versus normalized inputs. Loop algorithm
options. What do they do and why are they there?
7.
Automation and Motion
Session5 – Using STEP and Pulse output
formats
Now we will examine the PID loop formats that use a
step output or a pulse output format. What processes
and actuators are applicable here and what kinds of
processes are involved. Are there any special
considerations we need to take into account?
Using the STEP and Pulse mode controllers
8.
Automation and Motion
InThe Textbooks
Pure Math
Basic transfer functions
Lots of decimal places
Process = f(x)
Controller
9.
Automation and Motion
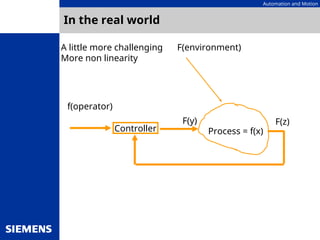
Inthe real world
Process = f(x)
Controller
F(y)
A little more challenging
More non linearity
F(z)
f(operator)
F(environment)
Automation and Motion
Sensors
Whatare you measuring?
Temperature
Pressure
Flow
Position or speed
Specialty measurements
PH
Salinity
Specific Gravity
What are the Key Specs?
Accuracy
Resolution
Linearity
Span
Sample Rate
Environmental concerns
Automation and Motion
PID(Proportional-Integral-Derivative)
PID Simply refers to the type of action used to control
such modulating equipment as valves, dampers, and
variable speed devices.
Also known as “Closed Loop” control.
Proportional Band = 100/gain
Integral = 1/reset (units of time)
Derivative = rate (units of time)
Proportional Band vs Gain.
On a controller using the “gain” setting, increasing this
makes the loop more sensitive and less stable. While
decreasing the “band” on a controller using “band” will
have the same effect.
14.
Automation and Motion
ProportionalControl
Proportional only control is a control signal based on
the difference between an actual condition and a
desired condition (setpoint).
The difference between the actual condition and the
setpoint is Error. (Error = setpoint-measurement)
15.
Automation and Motion
Weaknessesof Proportional Only Control
The control device creates an output signal related
directly to the error’s magnitude. The weakness of
proportional control is that it requires a significant
error condition to create an output. Because of this, a
proportional only control can never actually achieve the
desired condition. Some small amount of error, known
as system “offset,” is always present.
16.
Automation and Motion
IntegralAction.
Integral adds an integrating term that observes how
long the error condition has existed, summing the error
over time. The summation value becomes the basis for
an additional control signal, which is added to the
signal produced by the proportional term. The goal is
to eliminate offset.
17.
Automation and Motion
Proportional+ Integral Control
PI Control can:
Respond to the presence of error in the control loop.
Relate the magnitude of the control signal to that
error.
Respond to the offset over time to achieve zero error.
What about overshoot? (1/4 wave decay)
18.
Automation and Motion
Proportional+ Integral + Derivative
Derivative provides an anticipatory function that exerts
a “braking” action on the control loop. The derivative is
based on the error’s rate of change. (The progress of the
system towards setpoint). It observes how fast the
actual condition approaches that desired, producing a
control action based on this rate of change. The
derivative counteracts the control signal produced by
the P + I term.
The goal is reduction in overshoot!!
The derivative can slow overall response but this is the
price for loop stability.
19.
Automation and Motion
Nirvana
Whencombined, the proportional, integral, and
derivative actions provide quick response to error, close
adherence to setpoint, and control stability.
20.
Automation and Motion
TemperatureControl
Majority of controllers are temperature controllers.
Slow
Non-linear
Usually non-symmetrical (different responses when
heating up and cooling down.)
21.
Automation and Motion
Thermocouples
Thermocouples(TC) – Sensors which utilize the
different potential of two different metals (metal
alloys). These are electrically connected at one end and
if different temperatures are present at the beginning
and the end of the conductors a voltage is produced.
The larger the temperature difference, the larger the
voltage. This relationship is non-linear.
When dealing with thermocouples:
•Grounded or ungrounded?
•Cold junction compensation?
•EMI? Small voltages.
•Should I use a transmitter?
•Mounting location?
22.
Automation and Motion
RTD’s
RTD’s(Resistance Temperature Devices – Sensors
which measure the resistance of particular alloys which
deliver different resistance values when the
temperature changes. The most common is the PT100.
In order to measure resistance, a constant current is
converted into a temperature dependent voltage. This
relationship is non-linear.
When dealing with RTD’s:
•No cold junction but the applied current heats the RTD.
•Larger than TC’s.
•Poor dynamic response compared to a TC.
•More accurate.
•Line resistances.
23.
Automation and Motion
PressureControl
Fast
Gauge Pressure
Differential Pressure (orifice plates, Pitot tubes)
Shut down mechanisms.
24.
Automation and Motion
FlowControl
Fast
Flow problems are often blamed on the controller!!
Unlike pressure, flow is a sample measurement.
25.
Automation and Motion
LevelControl
Possibly the easiest to control (P or PI).
Many loops are storage and not part of the process.
26.
Automation and Motion
TheGood, the Bad, and the Ugly.
There is no industry standard for PID. Different
manufacturers of controllers use different PID
algorithms and sometimes have several algorithms
available within their own product lines.
Algorithm-The mathematical link between the error
signal and the manipulated variable.
The three main classifications are:
Series
Ideal
Parallel
Again, manufacturers vary on their names for these
categories. The only way to really tell which one you
have is to look at the equation for the controller.
27.
Automation and Motion
CascadeControl
Two controllers connected in series. The output of one
controller (master) becomes the setpoint of the other
controller (slave).
The main value of having secondary (slave) controllers
is that they act as the first line of defense against
disturbances, preventing these upsets from entering
the primary process.
Why not use two separate controllers?
28.
Automation and Motion
CascadeControl-The goods and bads.
Disturbances affecting the secondary variable can be
corrected by the secondary controller before a
pronounced influence is felt by the primary variable.
Closing the control loop around the secondary part of
the process reduces the phase lag seen by the primary
controller, resulting in the increased speed of response.
The downside is complexity. It is critical that the
proper choice of a secondary variable be made.
29.
Automation and Motion
Feedbackvs Feedforward Control
Feedback control cannot anticipate and prevent errors,
it can only initiate its corrective action after an error
has already developed.
Feedforward correction is initiated as soon as a change
is detected in a load variable as it enters the process. If
the feedforward model is accurate, the load change is
prevented from causing an upset in the controlled
variable.
30.
Automation and Motion
Feedforward.Why? When?
Most feedforward systems have been applied to
processes that are very sensitive to disturbances and
slow to respond to corrective action and to product
flows and values that are relatively high.
Distillation columns
Boilers
Kilns
pH
Turbo-compressors
Like many of the processes they control feedforward
systems are more costly and require more engineering
than feedback systems. Is it worth it?
31.
Automation and Motion
RatioControllers and Blending Controllers
Ratio Controllers- Used where the ratio between two or
more components is more important than the absolute
values of the controlled variable. The airgas mixture of
a burner is a common example. The ratio controller
measures the airflow and controls the supply of gas
according to an adjustable ratio. The setpoint of the
ratio controller is non-dimensional – the ratio factor
Blending Controllers- As with the ratio controller the
blending controller uses the ratio controller as a slave.
In the above example the blending controller (master)
would be a temperature controller by controlling the
inlet air valve. The Ratio (slave) would continue to
control the air/gas mixture.
32.
Automation and Motion
TuningPID Controllers
The tuning settings are correct only for the conditions
at which tuning took place.
Some methods lean heavily on experience, while others
rely more on mathematical considerations.
What is “Good Control”
The loop will dictate the quality of control.
Open loop tuning
Closed loop tuning
Autotuning
If the loop is not repeatable it will not
autotune. Beware of large deadbands.
33.
Automation and Motion
TuningPID Controllers (Continued)
The controller parameters must be set differently
depending on which response is more important for the
company operating the plant. If the company requires
fast control of the plant, the controller must be
optimized for its response to setpoint changes. If the
company requires rapid compensation of error signals
occurring during operation, the controller must be
optimized for its respose to changes in the disturbance
variable.
In truth, the customer always requires both.
What is optimized control?
34.
Automation and Motion
TuningTerminology
Resolution – The smallest change in the measured
value which can still be determined by the measuring
equipment.
Accuracy – The representation of the measured value.
This includes the error of the signal input, conversion,
digitization, and transmission.
Repeatability – This refers to the difference in the
measured value display following repeated application
of the measured signal.
Control Quality – A measure of the sum of all the error
signal.
Linearization – The conversion of non-linear
relationships to linear relationships.
35.
Automation and Motion
MoreTuning Terminology
FCE – Final Control Element. This is usually a valve
but can be a pump or anything which performs the
work dictated by the controller.
Dead Time – The time period after an upset (load
change) during which the controlled variable is not yet
responding.
Deadband – Often called Response Threshold it is
added to the input or output signal to suppress very
small error signals. This should always be kept as small
as possible. Where should it be applied? In the
controller or in the measuring device?
36.
Automation and Motion
Tuning:Tricks of the Trade
Closed Loop Method – Determined from the closed loop
response of the system, i.e, with the controller in
automatic.
Open Loop Method – Determined with the controller
usually in manual also called the process reaction
curve.
The two most common Closed Methods are the
Ultimate Method and the Damped Oscillation Method.
Of the two the Ultimate Method (Ziegler & Nichols,
1942) is the most common.
37.
Automation and Motion
AdaptiveControllers
Permanently determine new control parameters from
the process values, and can therefore react
immediately to changes in the system response during
operation.
38.
Automation and Motion
ResetWindup
Windup results when the manipulated variable is not
able to control to the setpoint resulting in sustained
offset causing the integral of the error from setpoint to
accumulate. The controller continues to integrate the
error signal even though no further corrective action
can be realized.
Example: If a control valve will not open completely
when required.
39.
Automation and Motion
ResetWindup: Prevention
Turn off the integral when saturation occurs or when
a loop is not in use.
Clamp the controller output to be greater than 0%
and less than 100%.
Apply reset feedback.
All controllers that employ integral action can
windup.
40.
Automation and Motion
Manualvs Automatic:
Start-up?
Emergency?
Maintenance?
Initiation of a Batch or Ramp/Soak.
What will the operator have access to? Will this access
be restricted?
Is bumpless transfer required?
41.
Automation and Motion
Moore352 & Siemens 353 Replacement
Solution
Gilson Engineering and
MicroMod have a solution
for your aging Moore 352
or Siemens 353! Please
contact your local salesman
for more information!