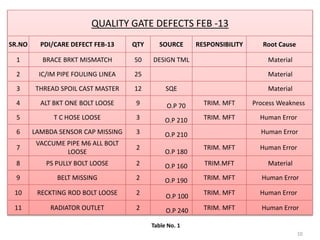
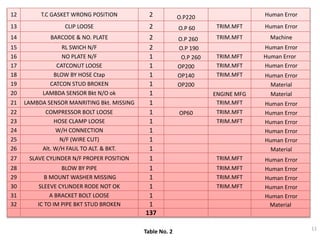
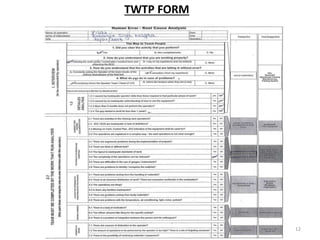
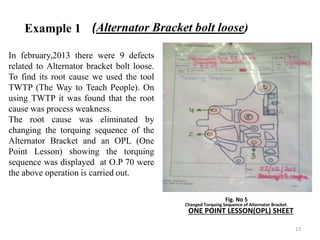
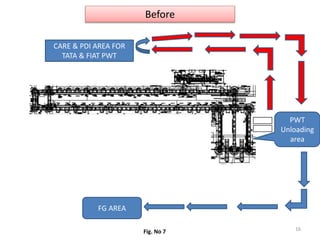
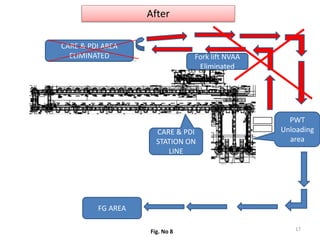
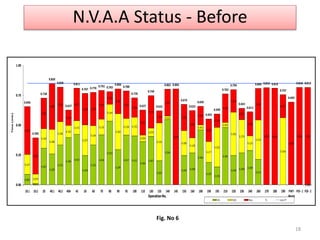
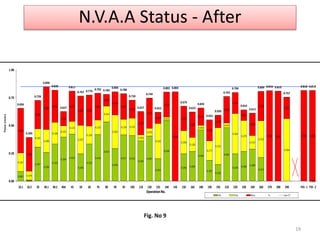
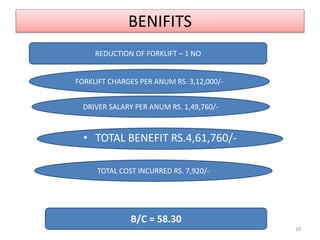
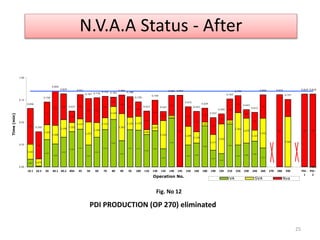
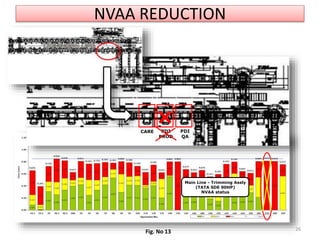
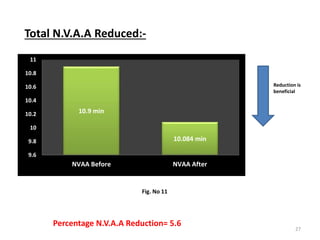
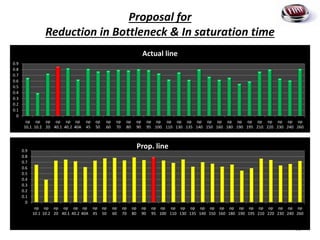
The document provides a summary of an industrial training project at FIAT India Automobiles Limited. It discusses 3 projects aimed at improving productivity, quality, and safety. Project 1 focuses on improving safety by implementing proper use of personal protective equipment. Project 2 analyzes defects using a problem-solving tool to identify human errors as the root cause. Project 3 reduces non-value-added activities in the trimming assembly line by merging inspection stages, eliminating unnecessary movements, and balancing the line activities. The goals are to reduce bottlenecks and increase production throughput.