Download to read offline
![1
PTL PROJECT – EMPTY PALLET PROCESSING CHANGES
1. Project Goal
Teamworkisa keyto success! Communicationisthe single mostimportantfactorinsuccessful teamwork. Priormilitary
and life experienceshave taughtme that one of the bestwaysto buildtrustisto leadby example. Good
communicationallowsforthe teamto develop self-worth,autonomyandable tomake sounddecisions. A leader
needstobe hands onwiththeirteam,establishingcommunicationandisopentonew suggestionsandideas.
[Facilitating communicationsmeanssetting an exampleby remaining open to suggestionsand concerns,by asking
questionsand offering help,and by doing everything you can to avoid confusion in yourown communication.When
peopleworktogetherin an atmosphereof trustand accountability toward a common goal,they putasideturf issues
and politics and focuson the tasksto bedone.] (http://www.amanet.org/training/articles/Building-a-Sense-of-
Teamwork-Among-Staff-Members.aspx
Duringmy time inthe Path to LeadProgram, one area that standsforefrontinmymind is teamwork. Today’s corporate
worldhas come a longway fromthe oldschool autocratic style of leadership intotoday’smore participativestyle.Ihave
been at this facility 9 years now and have seen that a primary focus of our DC is to create a work culture with open
communication and bridging gaps between associates and management.
The purpose of thisprojectis to collectively consider a more efficient procedure of pallet processing. With the recent
installation of new racks and an increase in injuries related to “pallet handling”, a safer, more efficient program of
processing pallets seems worth reviewing.
This process would involve all departments, including orderfilling/RSR, shipping, receiving, maintenance and quality
assurance.
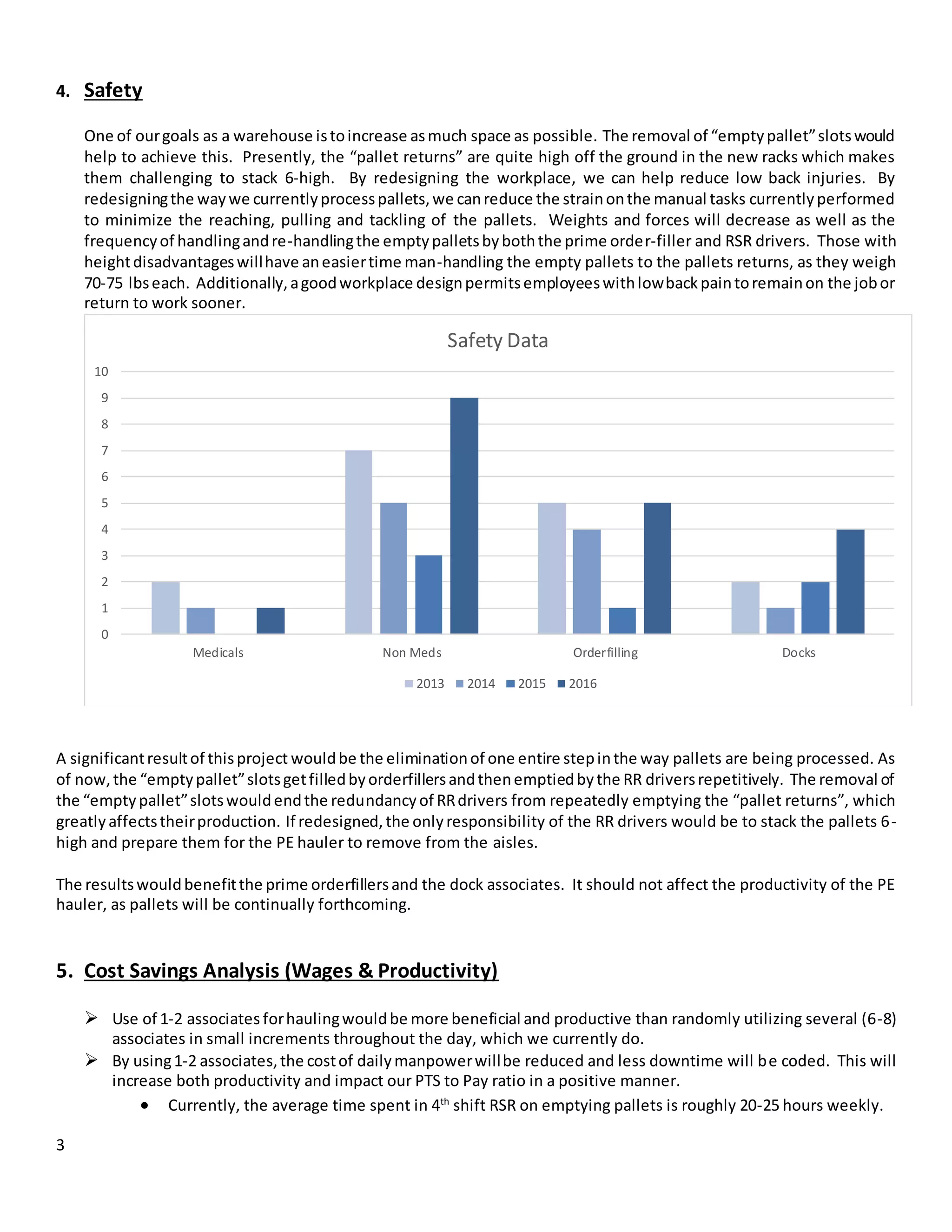
2. New Process
Eliminate all “emptypallet”slotscurrentlyinthe prime andreserve aislesplace “dropzones”in each prime aisle for the
orderfiller to stack pallets 6 high in these drop zone on the floor. This would accomplish several things:
First, it would increase storage capacity for the entire warehouse.
Secondly,itwould decreaseGLSsystematic work as it eliminatesthe needforQA‘s “freezing” and “unfreezing”
slots for empty pallets.
Third,and mostimportantly,itwouldhelp decrease pallet related injuries by requiring less handling and allow
for less stress when lifting due to easier stacking methods
272 empty
pallet returns
in Prime
aisles
272 empty
pallet returns
in Reserve
aisles
Gain of
aproximately
544 slots for
IDC 6061](https://image.slidesharecdn.com/57294ef5-4ab9-4fe1-9ca3-b6cc23d110c1-170228010821/75/Pallet-Processing-proposal-2-2048.jpg)
![2
[The workplace is highly dependent on communication for everyone to be able to accomplish assigned tasks. When
communication isgood,employeesunderstand theirrole and thedirection of the company as well as increasing morale.]
(http://www.chicagoagr.org) It is for this reason that all parties who are involved in pallet processing carry radios and
effectivelycommunicate witheachothersothe flow of palletsiscontrolled and any processes set in place do not alter.
A lackof communicationwillleadtothe collapse of anynew processsetinplace. Itis imperative forthe RSRdriversand
the PE hauler(s) tomaintaincommunicationwitheachotherinorder for the pallets to be hauled in a timely manner so
they do not collect in the aisles and pose potential safety hazards.
3. Pros & Cons
o Pros:
Safety Increases; decrease in pallet handling related injuries
Much easier for the Primers to stack
Forces the Primers to be more conscientious of their stacking
Increase in warehouse storage/slots
Better communication between the all associates involved, as well as managers
PE hauler to maintain productivity; no downtime hours
Help to avoid as many prime locks as we currently run into
Utilize the drive-ins as permanent storage and not use the drive ins for DTS or special projects
o Cons:
Bad stacking
Empty pallets in the prime aisles that could affect safety 1. They exist already 2. It would be no
different than dropping full pallets in the aisles
Poor communication between the orderfilling department and the PE hauler
Prime orderfillers randomly placing single pallets all over the prime aisles, creating a safety hazard
Single pallets ending up under the racks (the orderfiller is responsible for their own aisles so it would
behoove them to follow the proper procedure or be held accountable for any pallets not put up
properly)
KEEP IN MIND THAT OUR FACILITY NOW HAS ONLY A FEW RR’S THAT WILL BE ABLE TO MANEUVER THE DRIVE-INS. AS
WE RECEIVE NEWER EQUIPMENT, THE FORKS WILL BE TOO WIDE TO FIT.
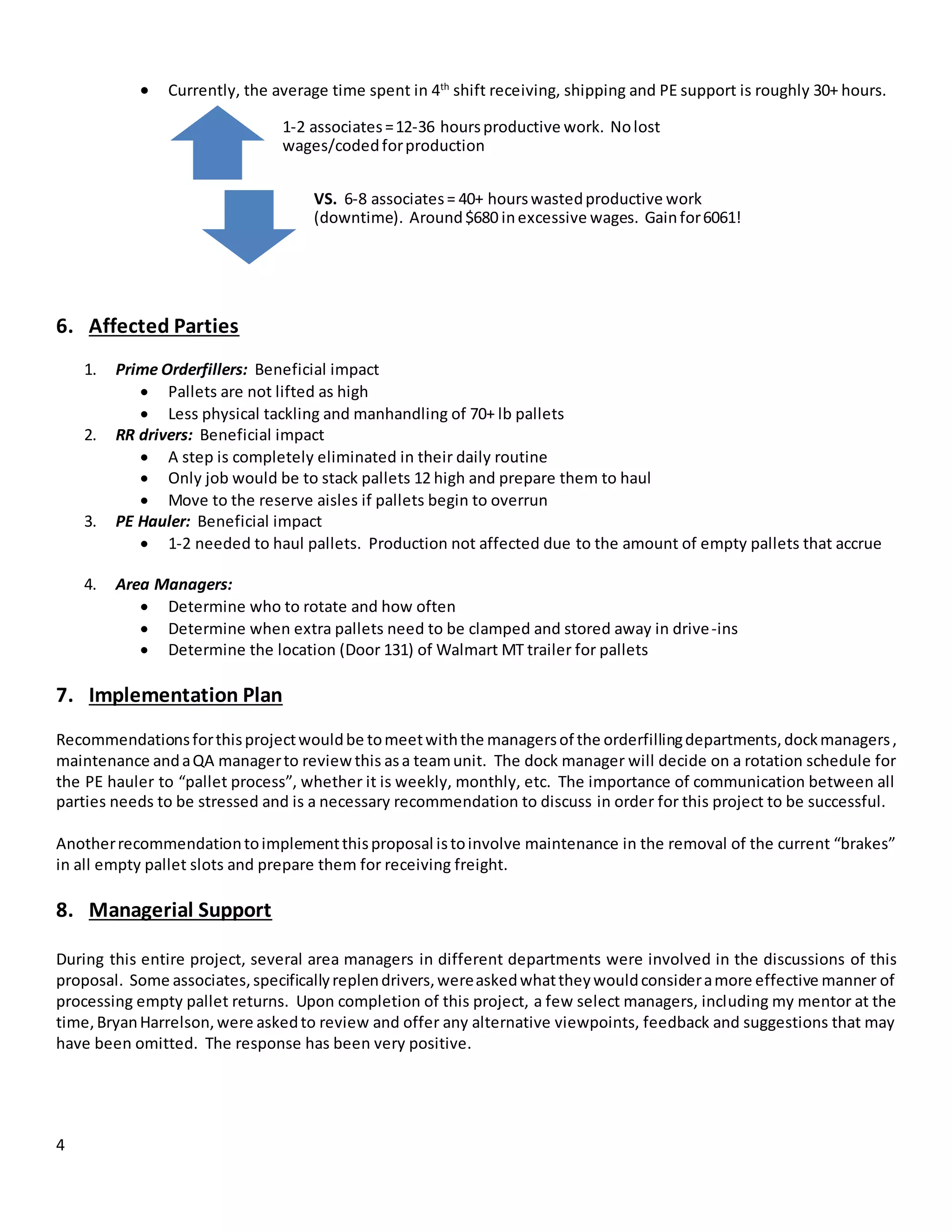
Capacity of 6
• RSR driver will double-stack
to 12-high, preparing them to
haul to the receiving doors
• RSR driver to then place
these stacks to the ends of
the aisles for easy access to
haul
• Multiple stacks of at least 2
would be ideal for the PE
driver before hauling
Hauling
• 1-2 haulers to haul empty
pallets to the receiving doors
• Hauler would be needed on a
permanent/rotating schedule
• Maintain production as
pallets will be continuous
throughout each day
• If pallets begin to overun, the
RSR driver can move them
from the ends of the prime
aisles into the reserve aisles
MT Trailers
• Maintain MT trailers at door
1 and 131 (we do not receive
freight at these doors) at all
times for pallet overflow
• Use these trailers for the
overflow of pallets and/or for
transfering pallets to different
docks](https://image.slidesharecdn.com/57294ef5-4ab9-4fe1-9ca3-b6cc23d110c1-170228010821/75/Pallet-Processing-proposal-3-2048.jpg)
![6
Another consideration is to task the associate, who is assigned to fixing pallets with a stockpicker, to empty pallet
returns during the times he/she is not running the stockpicker.
Duringthe course of the work week,the RSRdepartmentutilizesone associate on the stockpicker to fix pallets that are
damaged either in the slots, or on the floors. This associate is coded differently when using the SP. Currently,
stockpicker associates are rotated on a weekly basis and are not coded full production.
If pallet returns generate excessively and the stockpicker associate cannot keep up with the empty pallet returns, it
would still create less downtime by using an additional RSR associate to help out with the returns.
Good housekeepingisafoundationof safetyineveryworkspace of everyworkplace.However,it’sparticularly
importantinthe warehouse where avarietyof workersare doingavarietyof jobswitha varietyof equipment. Good
housekeepingiseveryemployee'sresponsibility. Prime orderfillersare currentlyresponsibleformaintainingspecific
aislesbytheirareamanagereach week. Atthe endof each workday,itisexpectedthatthe prime aislesare safe from
debris,shrinkwrap,casesunderthe racks,etc. “Cleanas you go” isan ongoingoperationthatinvolveseveryassociate
and everymemberof managementwithinthe warehouse.
One lastalternative topalletprocessingwouldbe toapplythe same standardsamongthe RSR associatesbyassigning
aisles,orgroupsof aislestoeach associate. These individualswouldbe responsible forthe general housekeepingand
emptyingthe palletreturnsintheirassignedaisles.
How to improve housekeepinginthe workplace:
Good housekeepingrequireseffortandteamwork,butit’sworthit.Here are some general pointers:
Sethousekeepingstandards;make sure theyare clear,objective andattainable.
Standardsshouldmake workeasier,saferandhealthier.Itisbesttoinvolve associates whensettingstandards
and provide plentyof positivefeedback.
Let employeesknow howwell theyare doingandhow toimprove.
Encourage housekeepingasa way of life!
Eliminate the hassle. Get a perfectstackevery time! A new,better way to get perfectly stacked pallets in picking
modulesis nowavailable. Automation Plus,a Division of CSFInc.,hasintroduced thePallet Return Device, which is
designed to operatein distribution center pick modulesand helpsmakehandling pallets(wood orplastic) safer and more
efficient withoutusing any outsideenergy source,such aselectricity or compressed air. Since the PRD makesa perfect
stackof palletsevery time, it saveslaborcosts aspickers no longer haveto struggleto makea perfect stack,and forklift
drivers nowavoid reshaping palletstackswhen ready to be removed fromthemodules.
The PRD incorporatesa uniquemethod forstacking empty pallets.Currently,stacking palletsrequires expensive
machinery or intensemanuallabor(movementsproneto injury).ThePRDenablesa new method,wherein theoperator
lifts the pallet overa pivot point,thereby creating a mechanicaladvantageto removethebackstrain associated with
lifting pallets.It incorporatesa shock-absorbing devicethatprovidesa smooth transition fromtheload position to the
unload position.In use,the operatorloadsthecarriage. The PRD systemrequiresno outsidesourceof energy (electricity
or compressed air) and requiresminimal continualmaintenance.Thisuniquesystemhastheability to be retrofitted into
any currentor futureset-up in a workcenter and can handlewood and plasticpallets simultaneously.
[When the carriageis full,the operatorreleasesthe load,and lets the shock-absorbing devicesafely guidethestackto a
vertical (unload) position.Oncepositioned,thepalletsarerolled forward to a raised outbound location,which releases
the pallets fromthecarriage. The operatorthen slidesthe carriage back,tilts it to the load position,and it’s ready to
receive more emptypallets.] (http://www.palletreturndevice.com)](https://image.slidesharecdn.com/57294ef5-4ab9-4fe1-9ca3-b6cc23d110c1-170228010821/75/Pallet-Processing-proposal-7-2048.jpg)
![7
10. Recommendations
When the reading of this proposal is complete, initial thoughts and feedback would be welcome. If any ideas are
consideredsuitable orworkable,whatrecommendationswouldbe suggested? Whatadditional informationneedstobe
gathered? The ideal outcome for me would be the knowledge of areas managers and the senior management staff to
come togetherfora brainstormingsessionandagree whatthe next action(s) will be. After extensive research, I would
not wantto see any manager returnto the office with a big stack of notes, loses the information in piles of paperwork
and are never seen or used again. Agree what the next actions will be. Agree a timescale, who's responsible.
Collaborationbyall, offeringdifferentperspectivesandexamples,wouldprovide solutions that will increase our PTS to
Pay,offersaferalternatives to manhandling heavy wood pallets and generate an overall sense of accomplishment for
DC6061.
If one were to ask several CEOs or human resource professionals what goals or elements were important to their
success,I wouldimagine thatindividual would probably get some phrases and corporate terms that consistently came
up.Collaborationin the workplace wouldcertainlybe one of the more common answers. [It is often the key to much of
the success in today’s corporate America.] (http://www.study.com) So, what is workplace collaboration?
[Collaborationin the workplace is when two or more people(often groups) work together through idea sharing
and thinking to accomplish a common goal. It is simply teamwork taken to a higher level. Collaboration is to
demonstrate the ability to work effectively and respectfully with diverse teams
Exercise flexibility and willingnessto be helpfulin making necessary compromises to accomplish a common goal
Assume shared responsibility for collaborative work, and value the individual contributions made by each team
member] (http://www.forbes.com)](https://image.slidesharecdn.com/57294ef5-4ab9-4fe1-9ca3-b6cc23d110c1-170228010821/75/Pallet-Processing-proposal-8-2048.jpg)


This document proposes changes to the empty pallet processing procedures at a distribution center to improve safety, efficiency and productivity. Specifically, it recommends: 1. Eliminating empty pallet slots currently in aisles and placing empty pallets in "drop zones" on the floor to increase storage capacity and reduce injuries from pallet handling. 2. Assigning 1-2 associates full-time to haul empty pallets to receiving doors using radios to maintain communication between all parties involved in pallet movement. 3. Several managers were consulted and the response to the proposed changes was positive, with potential benefits including decreased injuries, increased storage, and reduced unnecessary downtime currently spent emptying pallet slots.



























